車刀的選擇原理分析與使用實踐探究
2020-06-02 07:03:20楊瑩
時代農機 2020年2期
楊 瑩
(遵義職業技術學院,貴州 遵義 563000)
刀具是金屬切削加工的基礎,選擇合適的刀具,對機械加工質量的影響巨大。因此,文章就金屬車削加工中的車刀進行研究,探討其類型、材料、幾何形狀對于切削加工的影響。
1 車刀的選擇原理分析
1.1 車刀的類型選擇
車刀根據其加工的形狀可分為:外圓車刀、端面車刀、螺紋車刀、切槽刀、仿形車刀、內孔車刀、內螺紋刀、內切槽刀等等;
車刀根據其結構可分:整體車刀、機夾式車刀、焊接車刀、可轉位車刀等等;
車刀類型的選擇主要基于以下2個因素:
(1)工件的形狀和尺寸。對應的形狀必須用對應的車刀,外圓車刀用于外圓、外圓錐的車削。但也可靈活使用,例如,用螺紋刀倒角。對于復雜形狀可使用仿形刀,如球面、曲面。
(2)生產的規模和現有條件。單間小批量生產可使用整體式和焊接式車刀,成本低,但需要經常磨刀,故效率較低;也可以使用可轉位車刀,提高車刀的使用效率。大批大量生產可使用機夾式車刀可直接更換刀片,減少刃磨的時間。
1.2 車刀的材料選擇
刀具材料主要針對刀具切削部分的材料。
車刀的材料主要有:工具鋼、硬質合金、陶瓷、超硬材料。刀具材料的選擇需根據工件的材料、精度要求等實際情況來進行選擇(表1)。
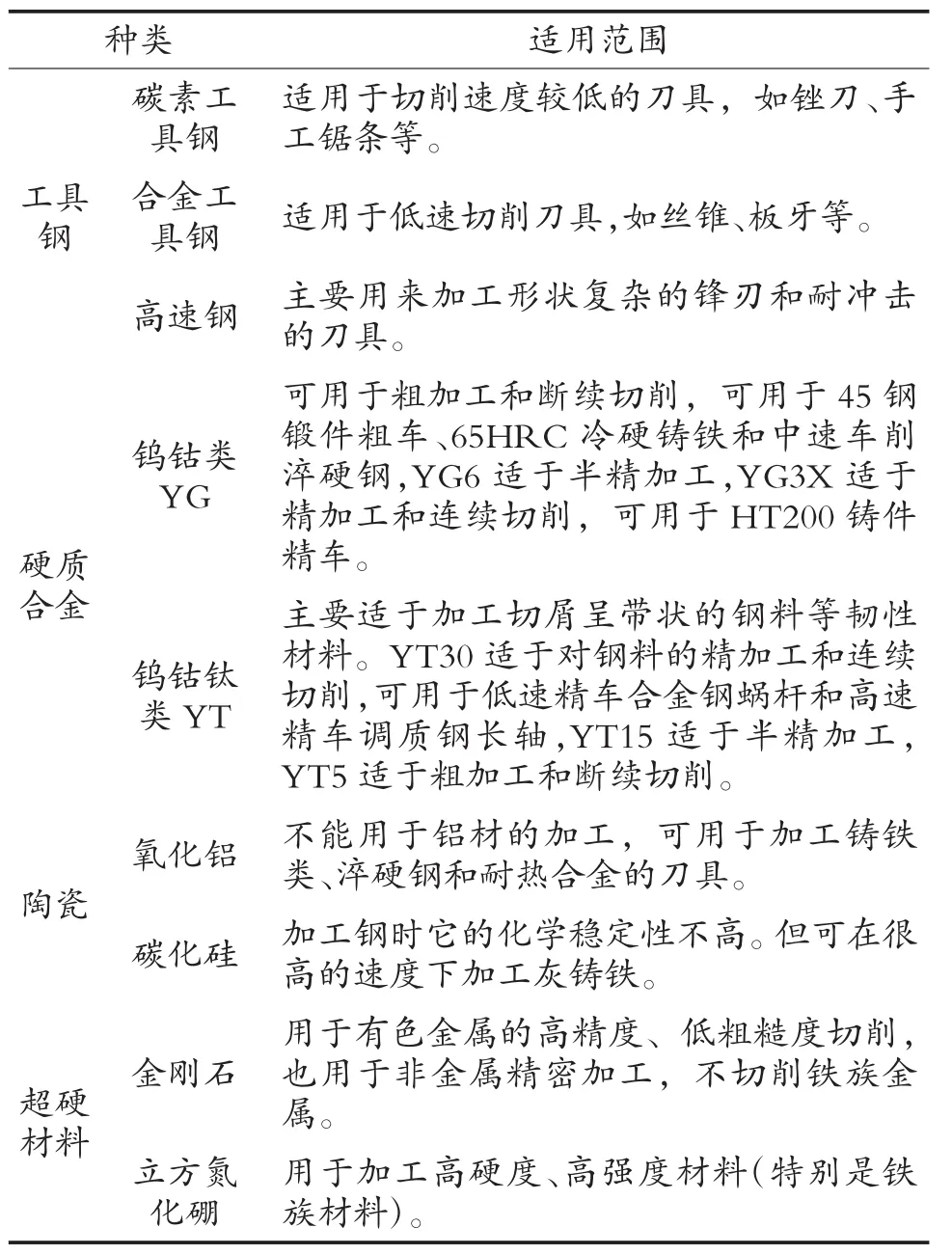
表1車刀的材料及適用范圍
刀具材料的選擇要充分考慮其硬度、耐磨性、強度、韌性、耐熱性、工藝性、經濟性、導熱性和膨脹系數。車削加工最常用的材料是高速高和硬質合金,低速加工時用高速鋼,高速加工時用硬質合金,硬度低的或斷續加工時用高速鋼,硬度高或連續加工時使用硬質合金[1]。
1.3 車刀的幾何形狀選擇
車刀的幾何形狀“三面、兩刃、一刀尖”主要的幾何尺寸有前角、后角、副后角、主偏角、副偏角、刃傾角和刀尖圓弧半徑。
前角選得越大,刀刃越鋒利,但是刀刃的強度變差,從而縮短了刀具的壽命;精加工時,前角通常選得較大以增加刀具的鋒利性,粗加工時,前角通常選得較小以提高刀具強度。
后角的作用是減小工件已加工表面與刀具的摩擦。工件的材料硬度越高,塑性則越差,后角越小。工藝系統不足時,應減小后角。
主偏角的選擇取決于工藝系統的剛性條件和加工的工件形狀。當工藝系統剛性較好時,選擇較小的主偏角能夠改善刀具的耐用度、并提高工件表面的加工質量;當工件的剛性不足時,增大主偏角可避免工件的變形。另外,精車直角臺階,選擇90°的主偏角。
副偏角的大小主要根據表面粗糙度的要求選取。
刃傾角影響刀刃的強度和切屑流出的方向。[2]
車刀的選擇除了考慮其類型、材料和幾何角度以外,還要充分的考慮其使用壽命。刀具的壽命有兩種計算原則:最高生產率壽命和最低生產成本壽命。
2 車刀的選擇和使用實例研究
以圖1所示的零件為例,研究加工刀具的選擇:

圖1某軸零件的零件尺寸
(1)以最低生產成本壽命Tc來進行刀具參數的選擇。
(2)刀具材料選擇主要決定于工件、以及加工的階段;通常硬質合金比高速鋼貴,硬度更高適合粗加工。
(3)刀具幾何角度的選擇根據經驗歸納如下,粗加工選擇刀具角度較小的刀,因為刀具較鈍時,強度更高,不易磨損。前角的選擇可根據行業規定來選擇;后角一般可在6°~l2°之間選取,硬質合金刀具可在 2°~l2°之間選取,粗車時 3°~6°,精車時 6°~l2°;主偏角一般可在 45°~75°之間選取,車細長軸可在 75°~90°之間選取,車臺階軸時則取 90°;副偏角一般可在 10°~l5°之間選取;刃傾角可在-4°~+4°之間選取,粗加工取負值,精加工取正值。所示零件的刀具選擇如表1所示。
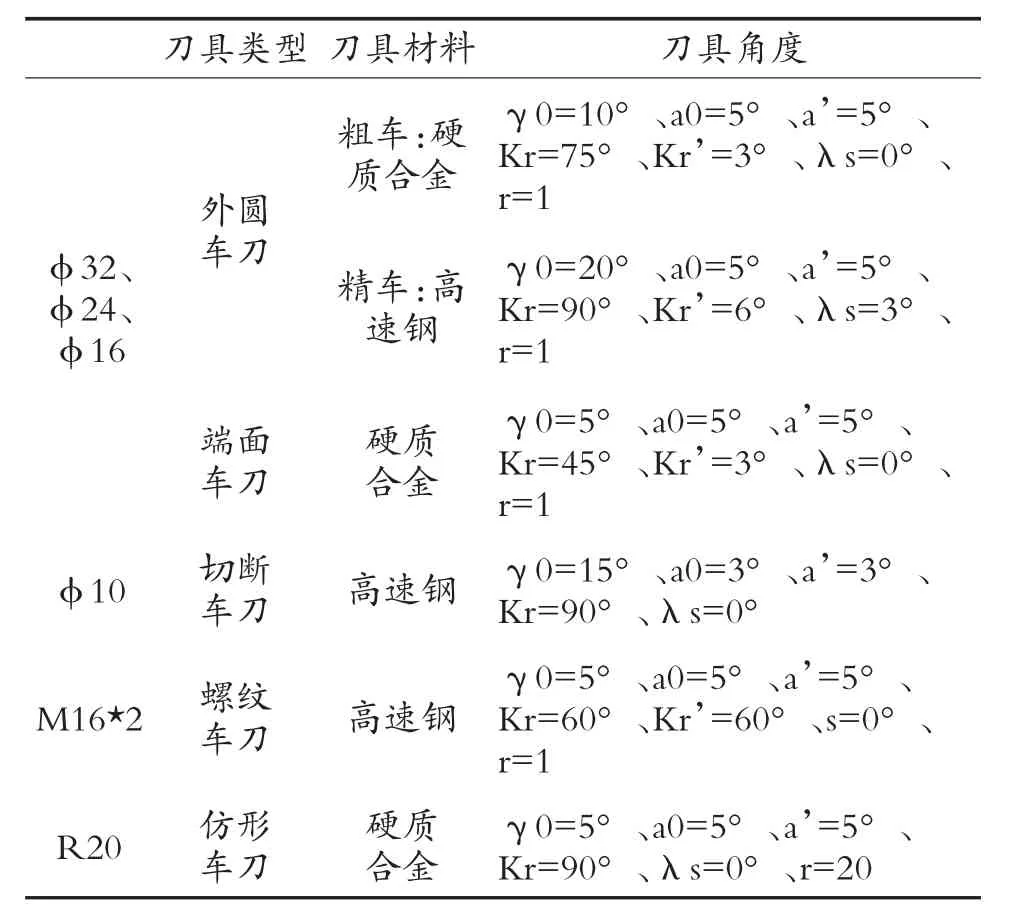
表1零件的刀具選擇
選擇好車刀的類型、材料和幾何角度后,車刀還有非常關鍵的兩步——刃磨車刀和安裝車刀。刃磨車刀需要根據刀具的類型選擇合適的砂輪類型,粗磨車刀選氧化鋁砂輪、精磨車刀選碳化硅砂輪。刃磨的步驟為:磨焊渣→粗磨主后刀面→粗磨副后刀面→粗磨前面→磨斷屑槽→精磨主后面→精磨副后面→磨倒棱→磨過渡刃。安裝車刀需要注意:刀尖的“對心(工件中心)”、刀桿伸出刀架的長度適中。
最后,車刀是機械加工刀具中的一種,另外還有銑刀、鉆頭、鏜刀、拉刀等等,有的和車刀一樣是單刃刀,有的是多刃刀,在刀具的選用方法上是類似的原則。但僅掌握刀具的選擇原則還不夠,刀具僅僅是機械加工工藝系統的一部分,需要聯系多方面的因素綜合考慮、靈活思考。
