淺析超高、超重、超大塔設備現場組焊、分段安裝技術
2020-06-02 01:35:50杜云龍
化工管理 2020年8期
杜云龍
(漢地流體材料有限公司,海南 洋浦 578000)
隨著石油化工和煤化工裝置規模化、大型化建設,超高、超重、超大設備現場安裝難度日益加大。受施工場地、設備運輸、大型吊裝設備能力等條件的制約,設備整體到貨、整體吊裝受到了限制,因此,超高、超重、超大設備的現場安裝是項目建設的關鍵所在。
1 項目簡述
中國海洋石油總公司惠州煉化二期480 萬噸∕年催化裂化裝置(II)是國內最大的催化裂化裝置,其中催化裝置煙氣脫硫的核心設備洗滌塔為裙座式支撐設備,洗滌塔整體外形尺寸為Φ9000*Φ4600*119700mm,塔殼體重量約907t,含內件重量約1417t,壁厚24~42mm,底部裙座材質為Q345R,筒體和煙囪段材質為 Q345R+S31603,是整個裝置中最“高”、“重”、“大”、“難”“、繁”的設備。洗滌塔筒體分片到貨、煙囪分段到貨,需現場組焊,現場安裝接管、附屬平臺及其內件,現場分段立式組裝,施工工序繁多,并且環環相扣,因此施工時需合理安排,精心組織,確保工序最優化。
1.1 洗滌塔分片、分段組焊
因現場吊裝設備吊裝能力受限,洗滌塔分18段吊裝,采用250 噸履帶吊和750 噸履帶吊現場進行組裝,洗滌塔現場組裝施工流程如圖1。
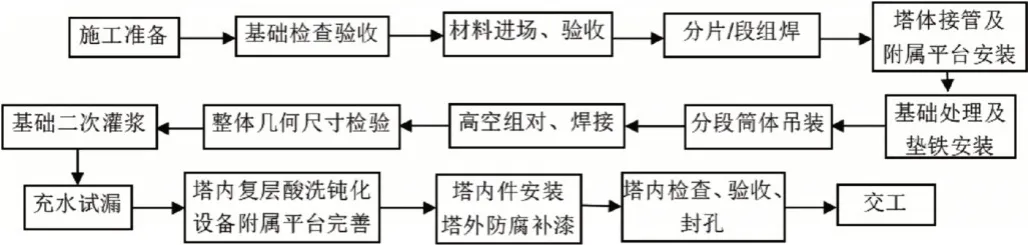
圖1 洗滌塔現場組裝施工流程圖
1.2 組焊所需鋼平臺制作
在煙氣脫硫裝置南側位置作為洗滌塔的分片組焊場地,在此區域平整20*20米正方的場地,平整場地上面鋪100mm厚的碎石子,石子粒徑20~30mm,在碎石上鋪HM350*250型鋼,在型鋼上鋪δ=20mm鋼板找平。
1.3 裙座組焊
洗滌塔裙座為錐形裙座,其錐體外形尺寸為Φ9000*Φ 12940*7000mm,壁厚為36mm,材質為Q345R,裙座在基礎上按下述程序組裝:
(1)在基礎上組對基礎環板,基準環板對接焊縫處采取反變形措施,抵消基礎環板對接焊縫的角變形,保證了基礎環板表面平整度及基礎環的水平度。
(2)以組焊完成的基礎環板為胎具組焊上錐體筒體瓣片。
1.4 下封頭組焊
下封頭分片到貨,需要在現場進行組焊,其外形尺寸為:Φ 9000∕Φ742∕4623mm,材質為Q345R+S31603,下封頭在鋼平臺上按下述程序組裝:
(1)在鋼平臺上劃出組裝基準圓,封頭基準圓直徑Db可按下式確定:Db=Di+n*G∕π,式中:G-對口間隙,一般取2mm;Di-封頭內徑;n-封頭分瓣數量;將基準圓按照封頭的分瓣數n 等分,在距等分線約100mm 處點焊定位板,每個瓣片的定位板不少于二塊。
(2)以定位板和組裝胎具為基準,用工卡具使瓣片緊靠定位板和胎具,并調整對口間隙和錯邊量。
(3)封頭全部組對完畢,經檢驗符合要求并做好記錄后,可根據封頭縱縫的長度和板厚情況,每條縱縫上可適當加2~4個圓弧加固板以減小焊接角變形,經復檢后,辦理工序交接手續,交下一工序進行焊接。
1.5 單節筒體組焊
按照排板圖將同一圈的板片按順序逐塊吊至鋼平臺上的基準圓處進行組對,用弓形卡具調整錯口和間隙,在對口時,應將錯口勻開,防止局部超標,符合要求后,進行定位焊,并做好記錄,最后根據筒節縱縫的長度和板厚情況,每條縱縫上可適當加2~4個圓弧加固板以減小焊接角變形。
1.6 筒節間組焊
根據分段情況,在預制鋼平臺上采用正裝法將單節筒體組焊成段,組對時,在上口內側約每隔1000mm 焊一塊定位板,在對口處每隔1000mm放δ=2~3mm的間隙片一塊,以保證對口間隙。用弓形卡具調整錯口和間隙,在對口時,應將錯口勻開,防止局部超標,符合要求后,進行定位焊,并做好記錄。
1.7 筒體組焊成型后,為防止吊裝變形,應根據具體情況采取“米”字形臨時加固措施,加固件應支撐在圓弧加強板上。
1.8 各段人孔、接管、附屬平臺的組焊
各段組焊完畢后,進行人孔、接管、附屬平臺的組裝,人孔和接管應圖紙規定的方位和標高在殼體上劃線,對于斜交于殼體的接管開孔,應先放樣,做出樣板,經復查無誤后方可開孔。塔器上的墊板和吊裝用的吊耳等其他附件,應按施工方案或圖紙規定的方位和標高在殼體上劃線,經復查無誤后方可焊接。
1.9 分段吊裝
按照吊裝方案所劃分的18 段筒體,從下至上逐段吊裝、就位,在高空進行組焊,其中煙囪段四道高空組焊環焊縫標高分別為70023mm、78265mm、89265mm、100265mm,為避免在百米高空搭拆腳手架,降低高空作業風險,此四道環縫采用“內套活動連接操作平臺框架芯子和外掛活動連接腳手架”法進行高空組焊。這樣既能滿足煙囪段環縫的高空組焊作業,又能進行焊縫的無損檢測作業,為項目反復搭設和拆除腳手架節約了大量的成本。
2 洗滌塔垂直度找正
垂直度測量應在相互垂直的兩個方向進行,測量時從設備的底封頭切線位置向上觀測至所測筒體的頂段(或頂封頭切線)。垂直度應滿足設計要求,一般不大于30mm,當設計無要求時垂直度應不大于H∕1000且不大于50mm。垂直度調整可利用弓形卡具或千斤頂通過調整環縫間隙來實現。
洗滌塔在組裝過程中找正時應考慮陽光照射影響,陽光照射對垂直度觀測影響很大,按“百米高塔找正法”進行:
(1)“理論值初找”,通過塔體找正時筒體陰、陽面的溫差和塔體高度,計算出溫差造成筒體偏斜的理論值,在找正時使筒體偏斜向陰面相等數值;
(2)“實際值復測”,塔體按理論值找正后臨時固定牢固,待第二天日出之前,復測塔體的垂直度,如果垂直度滿足規范要求,即可進行環縫焊接,否則應進行適當調整。
4.3筒體找正后,在環縫外側的筒節上間隔1m~2m均布限位板,并進行定位焊,防止焊接過程影響塔體垂直度;定位焊縫的長度≥30mm、焊腳高度≤6mm,焊縫兩端應便于接弧,否則應修磨出緩坡狀;環縫內口焊接完成后,焊縫的強度可以保證上段筒節不會因為風載和偏心矩造成的垂直度偏斜時,主吊車可以完全卸載、摘鉤,并拆除環縫外側焊接的限位板。
3 結語
洗滌塔殼體從分片到貨、筒體分片組焊、筒節分段組焊、分段吊裝,到整體交工驗收,歷時105天,洗滌塔分段吊裝、空中組焊圓滿完成。通過實踐可知,超高、超重、超大塔在吊車吊裝能力、設備運輸、施工場地等條件受限時,現場分段吊裝、空中組焊方案是可行的,分段數量要結合吊車性能、設備技術參數綜合考慮。洗滌塔分段吊裝、空中組焊的成功,為我們在大型設備的現場組裝方面,積累了豐富的經驗,取得了技術支撐,優化了施工方法,值得推薦應用。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
建材發展導向(2021年6期)2021-06-09 05:57:08
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
電子制作(2018年11期)2018-08-04 03:26:08
制造業自動化(2017年2期)2017-03-20 14:26:13
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:24
