有限元模擬在金屬特種塑性變形教學理論中的應用研究
2020-06-09 09:50:52張堯成
科教導刊 2020年8期
劉 坡 劉 政* 楊 莉 張堯成
([1]桂林航天工業(yè)學院機械工程學院 廣西·桂林 541004;[2]蘇州托普信息職業(yè)技術學院現(xiàn)代技術學院 江蘇·昆山 215311;[3]常熟理工學院汽車工程學院 江蘇·常熟 215500)
0 緒論
金屬塑性成形原理是材料成型及控制工程專業(yè)開設的重要基礎課程之一,它為后續(xù)的鍛造工藝學、沖壓工藝學及特種塑性成形原理等專業(yè)核心課奠定理論基礎。近年來,許多應用型本科學校開設了特種塑性成形原理,該課程不僅補充常規(guī)塑性工藝,還是常規(guī)塑性工藝有益延續(xù)和發(fā)展,[1]主要涵蓋了超塑性成形、粉末鍛造、擺動碾壓、液壓成形及多點成形等,體現(xiàn)了當今塑性加工領域發(fā)展趨勢。
特種塑性成形包含的塑性加工工藝原理各不相同,但是本質上涉及到金屬塑性成形原理的屈服準則、后繼屈服及增量理論和全量理論。[2]本門課程關于各種成形原理的講解一般較為淺顯,高校教師授課時習慣通過一些特種成形工藝的視頻動畫為學生講解其工藝原理。這種教學方法可以吸引學生興趣,使學生樂于通過一些視頻了解各種塑性成形工藝特點及發(fā)展前沿。不過,如果教師在通過動畫演示時缺乏引導式的解釋,大多數(shù)學生并未深入理解其特種工藝體現(xiàn)的塑性變形理論,看過視頻之后容易短時間會忘記。筆者在授課時除采用視頻動畫演示教學手段之外,借助有限元模擬方法對幾種塑性變形工藝進行了講解,引導學生深入分析塑性變形工況,啟發(fā)學生基于塑性變形理論分析特種塑性成形工藝,鍛煉學生自主探究性學習能力,起到了較好的教學效果。在此試舉例一二,以期提高本課程教學效果,有助于學生更好的掌握幾種特種塑性成形工藝原理及特點。
1 教學案例設計
1.1 基于有限元模擬的包套鐓粗教學案例
鐓粗是金屬塑性變形最為普通的一種變形方式,通常是在兩個平行的平砧之間對坯料進行壓縮,不同的截面、摩擦狀態(tài)及圓棒試樣高徑比對試樣應力狀態(tài)有較大影響,是金屬塑性成形原理或鍛造工藝學課程重要的知識點。[3-6]特種塑性成形課程中介紹了包套鐓粗概念,該名詞對于學生來說較為陌生。筆者結合攻讀碩士期間的包套鐓粗有限元分析工作,在課堂教學中以難變形合金包套鐓粗為例進行了講解。
包套鐓粗是對難變形合金外周施加了軟質鋼套。壓頭下壓時,外周的包套材料對芯部的難變形合金自由變形區(qū)起到了支撐作用,而且鋼套的上下表面也對芯部合金施加了一定壓應力,意味著外部軟質鋼套對芯部合金起到了三向壓應力的作用,如圖1所示。[7]包套鐓粗在一定程度上可以消除芯部合金的組織缺陷,提高芯部合金的塑性變形能力。不過,對于包套和芯部試樣來說,只有具有一定強度和厚度的鋼套在和芯部合金協(xié)調變形情況下,才可以對芯部合金施加三向壓應力,當鋼套強度及厚度發(fā)生變化時,包套將失去支撐作用。圖2為不同壁厚時的模擬結果。包套壁厚較小時,圓周側壁很容易壓彎而向內彎曲,中間部分與芯部坯料接觸,上下端離開坯料,形成了較大間隙。而且,由于壁厚較薄,包套側壁向內彎曲力遠小于芯部材料鼓肚區(qū)域的變形力,側壁未能起到較好的支撐作用,如圖2(a)所示。[7]

圖2 壁厚3mm和8mm時難變形合金包套鐓粗有限元模擬與實驗得到的半剖面輪廓(a)壁厚3mm(b)壁厚8mm
包套壁厚較大時,圓周側壁向內彎曲的變形力增強,一定程度上抵消芯部合金鼓肚區(qū)膨脹變形,相對于小壁厚包套其芯部合金鼓肚現(xiàn)象明顯減弱,包套與芯部試樣協(xié)調變形較好,如圖2(b)所示。[7]通過對比不同壁厚的包套鐓粗結果,可以為學生形象的解釋鐓粗過程中包套作用,并引導學生進一步理解三向壓應力涵義。
1.2 基于有限元模擬的管材內高壓成形教學案例
特種塑性成形課程中介紹了管材內高壓成形,所謂內高壓成形是通過管材內部施加液體壓力和軸向加力補料把管坯壓入模具型腔的成形工藝,[8]該工藝變形原理相對復雜,學生在掌握該成形原理時頗為吃力。本文以三通道液壓脹形為例,采用逐漸遞進的教學方式為學生解釋管材單向壓縮、側向支撐下單向壓縮以及液壓脹形等變形過程。
首先將管材內高壓化繁為簡,僅考慮從管材的單向壓縮變形入手,引導學生思考管材單向壓縮變形(如圖3所示),使學生思考管材單向壓縮與板材單向壓縮的區(qū)別。管材上下端面同樣與壓頭存在摩擦,可知管材上下端面的變形受到抑制,管材中間段為自由變形區(qū),形成了鼓肚,與圓柱實驗鐓粗變形特征類似。
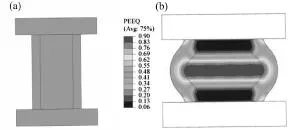
圖3 單向壓縮前后管材剖面示意圖(a)原始形狀(b)壓縮變形后
在解釋了普通管材自由單向壓縮后,可以繼續(xù)增加管材的變形條件。在使管材置于凹模型腔內,對管材外壁施加約束,依靠壓頭下行使管材發(fā)生變形,進一步引導啟發(fā)學生思考處在外部支撐下的變形特點,變形前的模型如圖4所示。分別考慮管材內部無液體壓力和施加液體壓力兩種情況,管材內部液體壓力在有限元軟件中可用均布的壓力代替,無須注入真實液體。[9]圖5為無內部壓力和施加內部液體壓力后的管材變形結果。在無內部液體壓力時,可知管材周向內壁是自由變形區(qū),變形易于向著內壁進行,換句話說該內壁是變形易失穩(wěn)區(qū),所以在管材上下端附近發(fā)生向內彎曲變形,如圖5(a)所示。當管材內部施加液體壓力后,管材內壁受到均勻的壓強,而外壁受到凹模的側向支撐,而且管材上下端面受到壓頭的作用,受到三向壓應力作用。所以隨著壓頭不斷下行,管材高度方向被壓縮,最終結果是管材側壁均勻增厚,如圖5(b),這是三向壓應力狀態(tài)必然發(fā)生的結果。
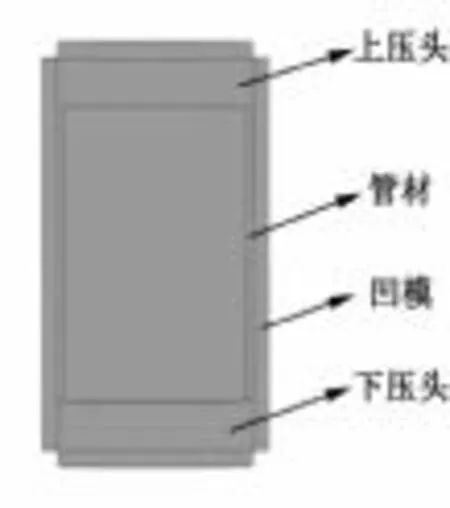
圖4 凹模側向支撐下管材單向壓縮剖面示意圖
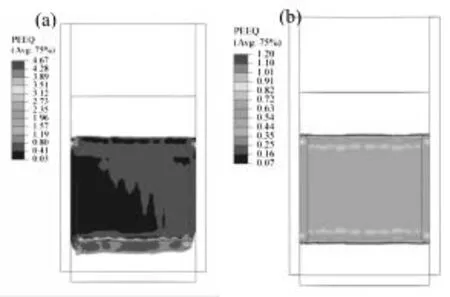
圖5 管材內部無液體壓力和施加液體壓力的變形結果(a)內部未施加壓力(b)內部施加液體壓力
在講解完管材處在三向壓應力狀態(tài)下的變形原理后,可改變凹模形狀為三通道液壓脹形凹模,啟發(fā)學生進一步思考內高壓作用下管材如何在三通道液壓脹形凹模完成變形。圖6為內高壓作用下液壓脹形前后管材變化示意圖。在此,可將管材變形行為與塑性變形中最為顯著的一個原理,即金屬材料在變形過程中總是向著易于發(fā)生變形的方向流動,結合起來進行講解。參考圖6可知,處在通道口的部分直臂區(qū)處在自由變形狀態(tài),該處必然是易于發(fā)生變形區(qū)域,隨著壓頭下行和內部液態(tài)壓力作用下,該部分直臂區(qū)向著通道流動,而最終形成三通管。結合圖3-圖6不同狀態(tài)下的管材變形特征,循序漸進的啟發(fā)學生深入思考管材變形,對于理解和掌握復雜應力狀態(tài)下的內高壓脹形可起到很好的教學效果。
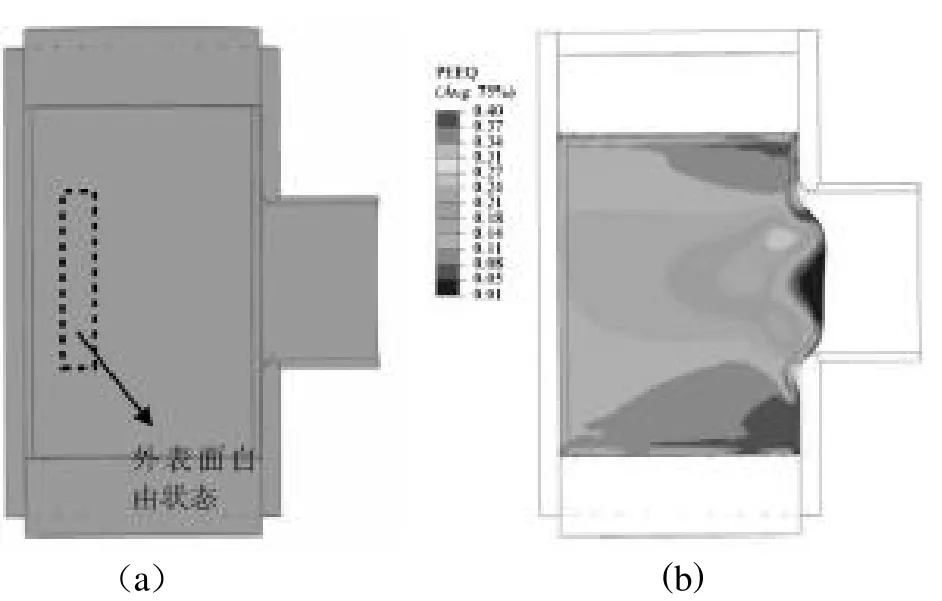
圖6 管材在內高壓作用下三通道脹形前后的形狀變化(a)變形前(b)變形后
2 結論
(1)基于有限元模擬進行了包套鐓粗原理解釋,探討了包套鐓粗過程三向壓應力改善芯部試樣變形質量的成因,利用不同壁厚的包套闡明了包套鐓粗變形協(xié)調的涵義,使學生加深了對包套鐓粗和普通鐓粗的區(qū)別。
(2)基于有限元模擬講解了管材內高壓脹形原理,依次采用管材自由單向壓縮、外壁支撐下管材壓縮變形、內外壁支撐下管材單向壓縮變形及最終管材內高壓脹形彎曲變形循序漸進的啟發(fā)學生思考不同狀態(tài)下的管材變形特征,使學生加深理解管材處在不同應力狀態(tài)的變形行為,培養(yǎng)學生善于思考金屬材料復雜變形工況下變形的能力,通過基于有限元模擬的教學在提高本科生培養(yǎng)質量和主觀學習能動性方面效果顯著。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
作文世界(小學版)(2018年4期)2018-10-16 17:13:34
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
快樂作文·低年級(2016年12期)2017-01-03 20:52:44
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36
快樂作文·低年級(2016年6期)2016-06-24 18:58:40
機械工程師(2015年10期)2015-02-02 01:14:03
機電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18