工藝因素對(duì)銅-鋁-銅復(fù)合板界面結(jié)合的影響*
2020-06-10 02:33:56黃宏軍李雪琪左曉姣鄭文濤袁曉光
黃宏軍,李雪琪,左曉姣,鄭文濤,袁曉光
(沈陽(yáng)工業(yè)大學(xué) 材料科學(xué)與工程學(xué)院,沈陽(yáng) 110870)
軋制以其成本低,效率高,設(shè)備簡(jiǎn)單等優(yōu)點(diǎn),成為一種大規(guī)模生產(chǎn)金屬層狀復(fù)合材料的制備加工方法.對(duì)于軋制復(fù)合法而言,復(fù)合是借助變形工序?qū)崿F(xiàn)的,復(fù)合材料之間的結(jié)合為機(jī)械結(jié)合,結(jié)合強(qiáng)度有限,因此,復(fù)合界面結(jié)合強(qiáng)度成為這類復(fù)合工藝成敗的關(guān)鍵[1-7].由于銅鋁均為韌性材料,變形復(fù)合時(shí)兩種材料的結(jié)合相對(duì)困難,即使軋制已使其初步結(jié)合,這種機(jī)械結(jié)合的強(qiáng)度也較低,必須經(jīng)過(guò)后續(xù)熱處理,即通過(guò)擴(kuò)散使結(jié)合形式由機(jī)械結(jié)合變?yōu)橐苯鸾Y(jié)合[8-12].機(jī)械結(jié)合的狀況對(duì)最終復(fù)合板的結(jié)合強(qiáng)度具有直接影響,因此,深入研究軋制工藝對(duì)復(fù)合效果的影響有利于進(jìn)一步提高復(fù)合板材質(zhì)量.在銅-鋁-銅軋制復(fù)合過(guò)程中,壓下率、預(yù)處理及銅鋁層厚度等工藝參數(shù)均會(huì)影響機(jī)械結(jié)合效果,因而軋制復(fù)合工藝參數(shù)對(duì)銅鋁復(fù)合板的最終質(zhì)量起到?jīng)Q定性作用.本文主要研究了壓下率和軋前處理對(duì)復(fù)合效果的影響,以期獲得質(zhì)量性能優(yōu)越的銅鋁復(fù)合板材.
1 材料和方法
實(shí)驗(yàn)所用銅帶和鋁板是工業(yè)純銅和電工鋁.軋制復(fù)合所用的銅、鋁材料牌號(hào)分別為TU1和1050,其化學(xué)成分分別如表1、2所示.

表1 純銅TU1的化學(xué)成分(w)

表2 純鋁1050的化學(xué)成分(w)
為了研究銅鋁板厚度變化對(duì)復(fù)合效果的影響,采用厚度為12 mm的鋁板分別與0.5、0.8、1 mm厚銅帶冷軋復(fù)合.鋁板和銅帶的寬度均為60 mm.采用軋輥直徑為180 mm的兩輥軋機(jī)進(jìn)行軋制復(fù)合.首先對(duì)銅帶和鋁板接觸表面進(jìn)行處理,采用銅刷打磨去除氧化膜后進(jìn)行冷軋復(fù)合.為了研究軋制前處理對(duì)復(fù)合效果的影響,以0.5 mm厚銅帶和12 mm厚鋁板為研究對(duì)象,分別采用不同的軋制前處理工藝進(jìn)行對(duì)比研究.軋制前處理工藝包括:對(duì)鋁板和銅帶進(jìn)行軟化退火熱處理;在刷拭處理前對(duì)鋁板和銅帶進(jìn)行酸堿洗;在軋制復(fù)合前對(duì)鋁板和銅帶接觸表面利用銅刷進(jìn)行刷拭處理.本文涉及到的具體軋制前處理工藝包括:軋制前熱處理+酸堿洗+刷拭處理(正常處理)、軋制前未刷拭、軋制前未熱處理和軋制前未酸堿洗處理四種.實(shí)驗(yàn)中需要測(cè)定復(fù)合板的剝切力,從而研究軋制前處理工藝因素對(duì)軋制復(fù)合質(zhì)量的影響.
2 結(jié)果和分析
2.1 壓下率的影響
在銅鋁冷軋復(fù)合過(guò)程中壓下率對(duì)銅鋁復(fù)合效果具有很大影響,壓下率是銅鋁能否復(fù)合及復(fù)合效果好壞的關(guān)鍵.當(dāng)壓下率大于50%時(shí),銅鋁界面可以實(shí)現(xiàn)復(fù)合.壓下率越大,冷軋復(fù)合需要的軋制力越大,對(duì)軋制設(shè)備的噸位要求越高.同時(shí)壓下率越大,銅鋁組元的變形量越大,若材料本身的性能滿足不了變形需求,則會(huì)出現(xiàn)復(fù)合材料破裂等問(wèn)題.因此,銅鋁復(fù)合軋制過(guò)程的軋制壓下率應(yīng)處于50%~75%之間.
圖1為當(dāng)銅帶厚度分別為0.5、0.8、1 mm時(shí)總壓下率與組元壓下率的關(guān)系.由圖1a可見(jiàn),當(dāng)銅帶厚度為1 mm時(shí),隨著總壓下率的增加,鋁組元的壓下率隨之增加,而銅組元的壓下率卻隨之減小,說(shuō)明銅鋁之間的變形量變化趨勢(shì)不同,鋁組元的變形大于銅組元,而銅鋁變形趨勢(shì)不一致則不利于銅鋁界面的結(jié)合.由圖1b可見(jiàn),當(dāng)銅帶厚度為0.8 mm時(shí),隨著總壓下率的增加,銅鋁組元的壓下率都呈現(xiàn)增加趨勢(shì),但銅帶的增加趨勢(shì)大于鋁板,表明銅鋁組元變形趨勢(shì)不同步,且壓下率的變化會(huì)影響冷軋復(fù)合質(zhì)量.由圖1c可見(jiàn),當(dāng)銅帶厚度為0.5 mm時(shí),隨著總壓下率的增加,銅鋁組元的壓下率也隨之增加,且銅鋁組元的壓下率變化曲線斜率相近,表明二者增加趨勢(shì)較為同步,總壓下率變化對(duì)銅鋁組元變形協(xié)調(diào)性影響較小,因而有利于界面結(jié)合.

圖1 不同銅帶厚度下總壓下率與組元壓下率的關(guān)系
Fig.1 Relationship among total reduction rate and component reduction rate under different thickness of copper strips
對(duì)比不同厚度銅帶條件下的復(fù)合壓下率可知,當(dāng)鋁板厚度固定為12 mm時(shí),隨著銅鋁厚度比的逐漸變小,銅鋁組元的壓下率隨著總壓下率的增加而逐漸接近,這一規(guī)律可作為銅、鋁組元厚度設(shè)計(jì)的參考.當(dāng)銅鋁的壓下率比較接近且具有相近的變化趨勢(shì)時(shí),可以減小變形過(guò)程中組元之間的相對(duì)位移,有利于提高銅鋁復(fù)合板的結(jié)合效果.
為了進(jìn)一步研究銅、鋁組元厚度對(duì)復(fù)合效果的影響,對(duì)銅鋁復(fù)合板進(jìn)行了剝切力測(cè)試.為了測(cè)試銅鋁復(fù)合板的剝切力,將復(fù)合板切割成寬度為20 mm的板條形狀,將銅帶和鋁板接觸面在外力作用下進(jìn)行分層,將銅帶和鋁板夾持在拉伸機(jī)的壓頭上測(cè)試剝離力.圖2為不同銅帶厚度復(fù)合板的單位寬度剝切力同壓下率的關(guān)系.由圖2可見(jiàn),隨著壓下率的增大,復(fù)合板的剝切力隨之增大,特別是當(dāng)壓下率大于70%后,剝切力增加幅度更為明顯.當(dāng)鋁板厚度為12 mm、銅帶厚度為1 mm且壓下率為60%時(shí),復(fù)合板的單位寬度剝切力約為0.5 N,而當(dāng)壓下率達(dá)到75%時(shí),復(fù)合板的單位寬度剝切力達(dá)到了3.05 N.當(dāng)鋁板厚度為12 mm、銅帶厚度為0.8 mm且壓下率為60%時(shí),復(fù)合板的單位寬度剝切力約為0.5 N,當(dāng)壓下率達(dá)到75%時(shí),復(fù)合板的單位寬度剝切力達(dá)到了3.95 N.當(dāng)鋁板厚度為12.0 mm、銅帶厚度為0.5 mm且壓下率為60%時(shí),復(fù)合板的單位寬度剝切力約為1 N,當(dāng)壓下率達(dá)到75%時(shí),復(fù)合板的單位寬度剝切力達(dá)到了7.25 N.
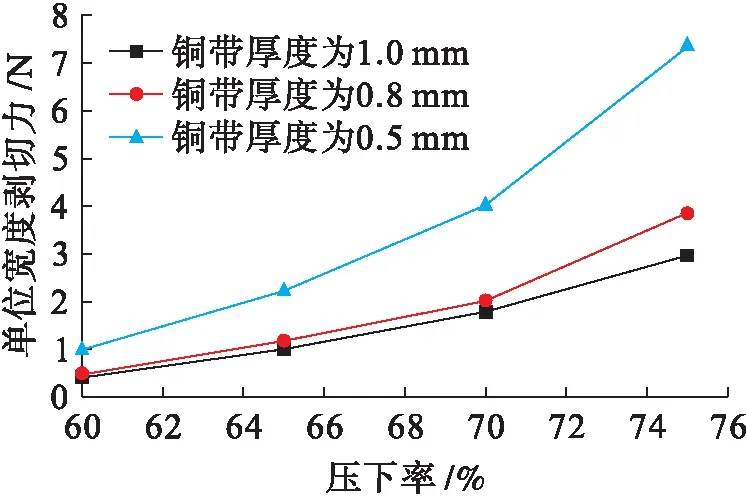
圖2 不同銅帶厚度下復(fù)合板的剝切力與壓下率的關(guān)系
Fig.2 Relationship between peeling force and total reduction rate of composite plate under different thickness of copper strips
對(duì)比銅帶厚度對(duì)剝切力的影響可知,當(dāng)壓下率約為60%時(shí),復(fù)合板的剝切力隨銅帶厚度減小而增加的趨勢(shì)不明顯;而當(dāng)壓下率約為75%時(shí),復(fù)合板的剝切力隨銅帶減小而增加的趨勢(shì)最明顯,從銅帶厚度為1 mm時(shí)的3.05 N增加到了銅帶厚度為0.5 mm時(shí)的7.25 N.
不同厚度銅帶軋制復(fù)合組元的變形協(xié)調(diào)性和剝切力測(cè)試結(jié)果表明,銅鋁組元的厚度比對(duì)軋制復(fù)合具有明顯影響.在軋制復(fù)合設(shè)備一定的前提下,銅鋁厚度比存在一個(gè)最佳值,在這個(gè)值附近,銅鋁的軋制復(fù)合效果最好.在試驗(yàn)所用軋制設(shè)備條件下,當(dāng)銅鋁厚度比為0.06時(shí),軋制復(fù)合效果最佳.當(dāng)銅鋁厚度比繼續(xù)減小時(shí),復(fù)合效果與銅鋁厚度比為0.06時(shí)的情況相差不大,但由于表面銅帶層較薄,銅層被撕裂的趨勢(shì)增大.
2.2 軋前表面處理的影響
圖3為不同軋制前處理工藝對(duì)復(fù)合板工藝剝切力的影響.由圖3可見(jiàn),對(duì)銅鋁軋制復(fù)合效果影響最大的是刷拭處理,未經(jīng)刷拭工藝處理制備的復(fù)合板剝切力最低,即使壓下率達(dá)到75%,單位寬度剝切力也僅為1 N,當(dāng)壓下率小于65%時(shí),基本不能實(shí)現(xiàn)復(fù)合.銅鋁軋制前熱處理對(duì)復(fù)合效果的影響也較大,經(jīng)過(guò)軟化處理后,銅鋁組元為軟態(tài)時(shí)的復(fù)合效果好于銅鋁組元為硬態(tài)時(shí)的情況,復(fù)合板的剝切強(qiáng)度比未經(jīng)熱處理時(shí)約提高了70%~120%.根據(jù)粘結(jié)能量學(xué)說(shuō)可知,金屬原子間如要達(dá)到相互鍵合必須克服一定的能量限,當(dāng)兩個(gè)多晶體金屬表面純凈接觸并受到壓擠時(shí),由于多晶體的取向呈統(tǒng)計(jì)分布,因而首先在某些接觸處的結(jié)晶鍵方向偶然吻合,或者由于能量起伏的原因,在高能處突破能量限而形成金屬鍵,從而產(chǎn)生粘結(jié)并實(shí)現(xiàn)點(diǎn)結(jié)合.當(dāng)銅和鋁均為軟狀態(tài)時(shí),其抗拉強(qiáng)度相差不是很大,在進(jìn)行復(fù)合時(shí)不會(huì)使大量能量消耗在鋁層的塑性變形上,從而使得鋁層原子和銅層原子獲得的能量較小,而在變形過(guò)程中使大部分能量集中到結(jié)合面上,使更多的接觸點(diǎn)獲得較大應(yīng)力,即獲得較多能量并形成金屬鍵,出現(xiàn)較多點(diǎn)結(jié)合.當(dāng)銅鋁均為硬狀態(tài)時(shí),由于兩者的彈性回復(fù)都對(duì)復(fù)合界面的分層起著破壞作用,使得復(fù)合效果較差.軋制前處理工藝中最小影響因素為酸堿洗處理,考慮到酸堿處理對(duì)環(huán)境的不利影響,當(dāng)不進(jìn)行酸堿處理也能夠滿足性能要求時(shí),可以選擇軟化退火后直接刷拭處理,然后進(jìn)行軋制復(fù)合.

圖3 不同處理?xiàng)l件下復(fù)合板的剝切力與壓下率的關(guān)系
Fig.3 Relationship between peeling force and total reduction rate of composite plate under different treatment conditions
2.3 銅鋁界面結(jié)合與退火的影響
對(duì)采用12 mm厚鋁板和0.5 mm厚銅帶且壓下率為70%時(shí)制備的銅鋁復(fù)合板界面進(jìn)行觀察,其界面形貌如圖4所示.由圖4可見(jiàn),銅鋁復(fù)合界面在軋制態(tài)已經(jīng)形成了一個(gè)白色互擴(kuò)散區(qū)域,這是因?yàn)檐堉七^(guò)程中的大變形產(chǎn)生了軋制熱,銅鋁元素利用軋制熱產(chǎn)生了相互擴(kuò)散.
采用250 ℃退火處理,退火時(shí)間設(shè)定為2、20和50 h,進(jìn)一步觀察退火對(duì)銅鋁復(fù)合界面層的影響.不同退火工藝下銅鋁復(fù)合界面形貌如圖5所示.由圖5可見(jiàn),在250 ℃下熱處理2 h后,銅鋁復(fù)合界面未形成明顯擴(kuò)散層,這與軋制態(tài)銅鋁復(fù)合界面形貌相近,但互擴(kuò)散距離小幅增加(見(jiàn)圖5a).在250 ℃下熱處理20 h后,銅鋁復(fù)合界面形成了連續(xù)擴(kuò)散層,擴(kuò)散層厚度增加(見(jiàn)圖5b).在250 ℃下熱處理50 h后,銅鋁復(fù)合界面出現(xiàn)了雙擴(kuò)散層,其中靠近銅層的擴(kuò)散層不連續(xù),同時(shí)擴(kuò)散層厚度進(jìn)一步明顯增加(見(jiàn)圖5c).
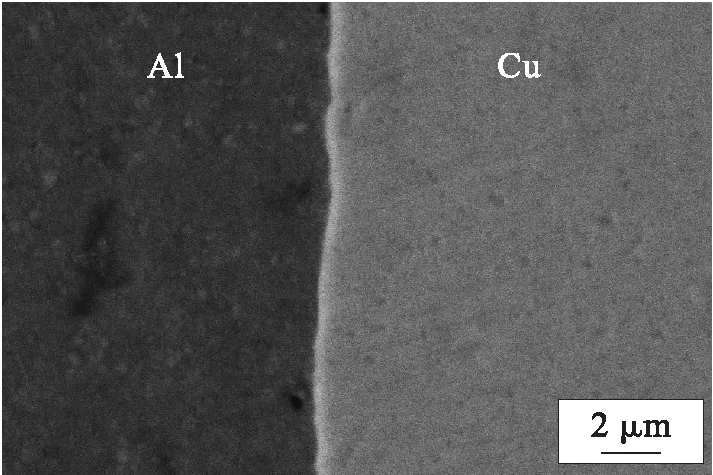
圖4 軋制態(tài)復(fù)合板界面形貌
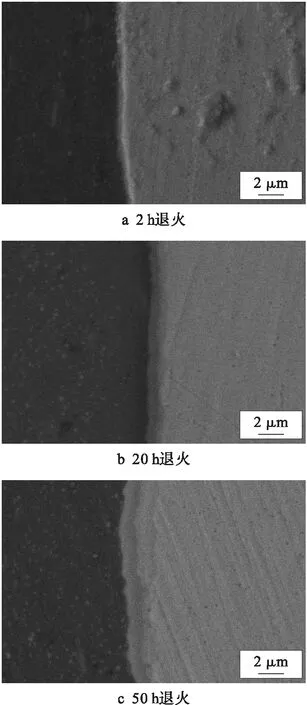
圖5 250 ℃退火下復(fù)合板界面形貌
3 結(jié) 論
采用冷軋復(fù)合工藝制備了銅鋁銅復(fù)合板,針對(duì)軋制復(fù)合壓下率和前處理工藝對(duì)復(fù)合效果的影響進(jìn)行了分析,得出如下結(jié)論:
1)隨著銅鋁厚度比的逐漸變小,銅鋁組元的壓下率隨著總壓下率的增加而逐漸接近.當(dāng)鋁板厚度為12 mm、銅鋁厚度比為0.06時(shí),軋制復(fù)合效果最佳.
2)隨著軋制壓下率的增大,銅鋁復(fù)合板的剝切力增大;當(dāng)壓下率大于70%后,剝切力增加幅度更為明顯.
3)銅鋁軋制復(fù)合的軋前處理中,刷拭處理對(duì)復(fù)合效果影響最大,銅鋁軟化退火熱處理次之,酸堿洗處理的影響最小.
4)軋制態(tài)銅鋁復(fù)合板結(jié)合界面出現(xiàn)了元素互擴(kuò)散.在250 ℃下熱處理20 h后,銅鋁復(fù)合板界面形成了明顯擴(kuò)散層;在250 ℃下熱處理50 h后,銅鋁復(fù)合界面出現(xiàn)了雙擴(kuò)散層;擴(kuò)散層厚度隨退火時(shí)間的增加而增加.
猜你喜歡
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2022年3期)2022-03-16 05:55:08
中老年保健(2021年12期)2021-11-30 02:58:01
當(dāng)代陜西(2021年2期)2021-03-29 07:41:24
當(dāng)代陜西(2020年13期)2020-08-24 08:22:02
攝影之友(影像視覺(jué))(2019年2期)2019-03-05 08:27:14
中華詩(shī)詞(2018年11期)2018-03-26 06:41:34
制造技術(shù)與機(jī)床(2017年5期)2018-01-19 02:49:17
濰坊學(xué)院學(xué)報(bào)(2016年2期)2016-12-01 13:00:11
Coco薇(2016年8期)2016-10-09 02:11:50
中國(guó)塑料(2016年3期)2016-06-15 20:30:00
