
TD6000-30鋼筋網(wǎng)片柔性制造生產(chǎn)線安裝
2020-06-10 07:25:17胡愛萍
裝備維修技術(shù) 2020年25期
關(guān)鍵詞:安裝
胡愛萍

摘 要:鋼筋網(wǎng)片柔性制造生產(chǎn)線是國內(nèi)首臺(tái)超大尺寸鋼筋網(wǎng)片整體成型專用裝備,在國內(nèi)屬于首臺(tái)套,安裝過程無先例可循。設(shè)備整機(jī)尺寸大、零部件較多,安裝組織難度大,本文主要針對(duì)該型設(shè)備首次安裝相關(guān)要點(diǎn)進(jìn)行說明。
關(guān)鍵詞:鋼筋網(wǎng)片;柔性制造生產(chǎn)線;安裝
1 設(shè)備簡介
TD6000-30鋼筋網(wǎng)片柔性制造生產(chǎn)線是國內(nèi)首臺(tái)超大尺寸鋼筋網(wǎng)片整體成型專用裝備,基于“工業(yè)化流水線生產(chǎn)、裝配化施工、智能化控制”理念與廠家聯(lián)合研制。生產(chǎn)線長72m,寬14.5m,高4m,包含箍筋原材下料機(jī)構(gòu)、長箍筋布料初定位機(jī)構(gòu)、箍筋牽引及焊接龍門機(jī)構(gòu)、主筋布料龍門機(jī)構(gòu)、主筋補(bǔ)料龍門機(jī)構(gòu)、一次平面折彎機(jī)構(gòu)、二次立體彎折機(jī)構(gòu)等七大組成部分,如圖1所示。該生產(chǎn)線具有箍筋無人下料、主筋自動(dòng)布料、機(jī)械手自動(dòng)焊接和綁扎、鋼筋網(wǎng)片空間立體彎折等關(guān)鍵功能,能夠在毫米級(jí)精度上實(shí)現(xiàn)超大尺寸橋塔鋼筋網(wǎng)片整體自動(dòng)化成型。
2 安裝背景
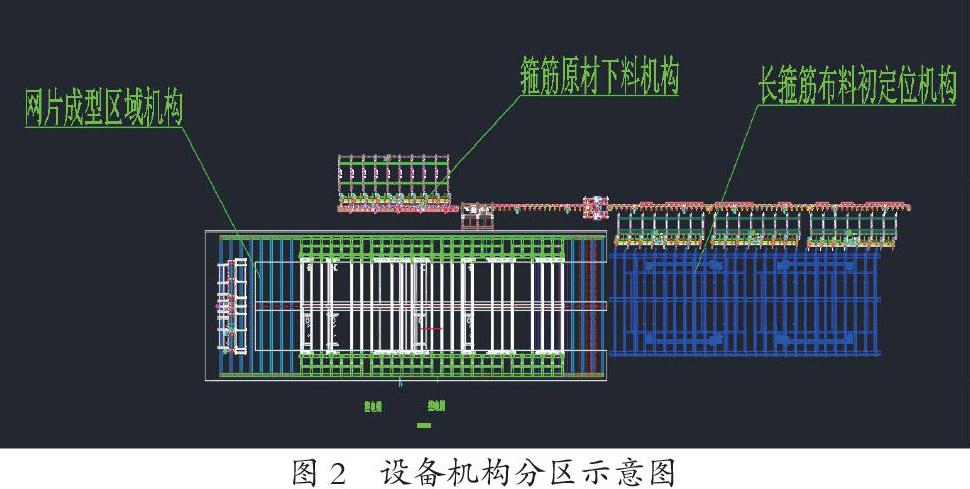
2.1設(shè)備整機(jī)尺寸大,受限于廠房內(nèi)存放設(shè)備零部件空間不足且發(fā)運(yùn)時(shí)間集中在春節(jié)前夕,為保證設(shè)備到場進(jìn)度,原發(fā)貨順序?yàn)椋壕W(wǎng)片成型區(qū)域機(jī)構(gòu)、長箍筋儲(chǔ)料機(jī)構(gòu)、箍筋原材下料,調(diào)整為隨拆隨發(fā),因此在安裝過程中會(huì)出現(xiàn)因部件無法配合安裝影響現(xiàn)場進(jìn)度;
2.2生產(chǎn)線為新研發(fā)設(shè)備,結(jié)構(gòu)復(fù)雜,尺寸大、零件眾多,安裝復(fù)雜,無先例可循;
2.3設(shè)備上的龍門行走軌道對(duì)地基要求高,為保證設(shè)備正常使用,需對(duì)安裝地面進(jìn)行地基處理;
3 安裝思路
設(shè)備可分為三大板塊,為最大化提高工作效率,采用多點(diǎn)、同步作業(yè),故主體思路如下:
3.1設(shè)備分為三大板塊,零部件較多,占用場地空間大,確定合理的安裝順序尤為重要,此外要結(jié)合現(xiàn)場設(shè)備零部件進(jìn)場情況,因此本次安裝順序?yàn)殚L箍筋儲(chǔ)料機(jī)構(gòu)——網(wǎng)片成型區(qū)域機(jī)構(gòu)——箍筋原材下料機(jī)構(gòu);
3.2設(shè)備整機(jī)運(yùn)轉(zhuǎn)為流水線作業(yè),各機(jī)構(gòu)需相互配合,因此安裝時(shí)對(duì)各機(jī)構(gòu)的相對(duì)位置要求較為嚴(yán)格,為保證設(shè)備安裝完成后達(dá)到好的工作性能狀態(tài),可根據(jù)設(shè)備外部尺寸及結(jié)構(gòu),提前在安裝場地內(nèi)劃線標(biāo)定;
3.3鋼筋集中配送中心所處區(qū)域地基存在不均勻沉降,安裝地面起伏不平,而設(shè)備第三部分龍門機(jī)構(gòu)對(duì)地基要求較高(±5mm內(nèi)),因此需對(duì)安裝區(qū)域做找平處理及加固處理;
3.4設(shè)備為新研設(shè)備,因此在進(jìn)場前需對(duì)安裝人員進(jìn)行詳細(xì)交底,根據(jù)對(duì)設(shè)備整體安裝的規(guī)劃;在每日安裝前宣講安裝注意事項(xiàng)及任務(wù)布置,便于人員快速適應(yīng)安裝工作;
3.5設(shè)備在發(fā)運(yùn)過程中,為保證運(yùn)輸?shù)慕?jīng)濟(jì)性,對(duì)部分機(jī)構(gòu)進(jìn)行了拆解,為保證現(xiàn)場安裝進(jìn)度,在發(fā)運(yùn)前與廠家協(xié)商對(duì)接,及時(shí)掌握設(shè)備具體發(fā)運(yùn)情況,針對(duì)被拆解的機(jī)構(gòu),可安排專人同步對(duì)其進(jìn)行預(yù)拼裝,再做整體吊裝,盡可能做到同步、多點(diǎn)作業(yè);
3.6已進(jìn)場的設(shè)備零部件,根據(jù)現(xiàn)場安裝順序,提前對(duì)零部件進(jìn)行清點(diǎn),規(guī)劃合適的擺放位置,持續(xù)跟蹤未到零部件清單及到場時(shí)間,合理規(guī)劃卸貨位置,做到桁車吊裝不交叉,吊裝、搬運(yùn)距離短;
3.7設(shè)備占地尺寸大,可采取兩邊同步對(duì)中進(jìn)行安裝,兩臺(tái)桁車安全距離設(shè)定為1.5m,滿足現(xiàn)場同步作業(yè)條件,可極大縮短安裝時(shí)間;
3.8針對(duì)網(wǎng)片成型區(qū)域機(jī)構(gòu)中的龍門機(jī)構(gòu),安裝前先行測(cè)量并記錄好軌道處標(biāo)高,同時(shí)注意觀察下方調(diào)整軌道高度的螺栓有效旋擰長度及壓板兩側(cè)頂絲機(jī)構(gòu)有效調(diào)整距離,以便在軌道調(diào)節(jié)時(shí)有充足的調(diào)節(jié)余量;
3.9針對(duì)后期龍門軌道的日常維護(hù)保養(yǎng),設(shè)定永久觀測(cè)點(diǎn)便于對(duì)軌道標(biāo)高、線性的監(jiān)控,觀測(cè)點(diǎn)的設(shè)定應(yīng)充分考慮三臺(tái)龍門機(jī)構(gòu)對(duì)視線的影響;
4 機(jī)具準(zhǔn)備要點(diǎn)
4.1設(shè)備各部件主要連接方式為螺栓連接,除正常需要準(zhǔn)備的扳手、內(nèi)六角之外,為提高裝配進(jìn)度,故還需準(zhǔn)備電動(dòng)扳手加以輔助;
4.2設(shè)備零部件多以鋼結(jié)構(gòu)件為主,重量大,人工搬運(yùn)耗時(shí)耗力甚至無法挪動(dòng),故需配備桁車及相關(guān)工索具,設(shè)備占地面積大,可考慮采取兩臺(tái)桁車同步進(jìn)行安裝作業(yè);
4.3設(shè)備部分零部件在運(yùn)輸途中可能存在輕微變形,給對(duì)接、安裝帶來困難,可準(zhǔn)備氣割、焊接相關(guān)工具等輔助進(jìn)行安裝;
4.4設(shè)備安裝精度較高,針對(duì)部分地面不平,可采用局部塞墊的形式加以找平,故需提前準(zhǔn)備一定數(shù)量的不同厚度的鋼板以備塞墊;
4.5設(shè)備運(yùn)行時(shí)震動(dòng)較大,當(dāng)設(shè)備各部分安裝到預(yù)定位置時(shí),為避免后續(xù)各機(jī)構(gòu)相對(duì)位置發(fā)生變化,影響各機(jī)構(gòu)相互配合,因此需對(duì)設(shè)備機(jī)腳進(jìn)行固定,擬采用膨脹螺栓固定方式,需提前備好沖擊鉆;
5 地基處理
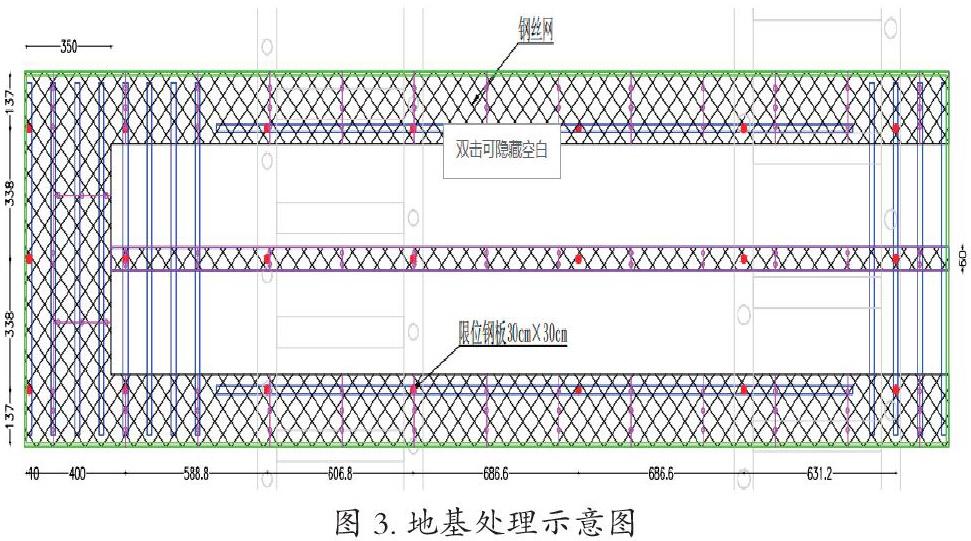
設(shè)備第三部分龍門機(jī)構(gòu)對(duì)軌道精度要求較高,會(huì)同工程部查看現(xiàn)場地形,了解鋼筋加工中心原地基處理方案,進(jìn)而制定處理方案,現(xiàn)場對(duì)設(shè)備擺放、占位進(jìn)行了劃線標(biāo)定,測(cè)量了地面的平整度;分析測(cè)量所得的地面平整度數(shù)據(jù),選取相對(duì)位置最高點(diǎn)作為基礎(chǔ)標(biāo)高,擬采用灌注壓漿料對(duì)地基進(jìn)行找平處理,壓漿料的好處在于澆注方便快捷,無需人工找平。
流程如下:測(cè)量放點(diǎn)劃線—地面鑿毛—鋪設(shè)鋼筋網(wǎng)片—安裝限位鋼板(測(cè)量確定鋼板處于同一水平面)—關(guān)模板—澆注灌漿料—噴淋養(yǎng)護(hù)—拆卸模板。
6 安裝工作
6.1長箍筋布料初定位機(jī)構(gòu)安裝
該機(jī)構(gòu)由底梁、輸送機(jī)構(gòu)和托起機(jī)構(gòu)組成。底梁平鋪在地面,用于支撐整個(gè)機(jī)構(gòu)。輸送機(jī)構(gòu)包括機(jī)架、傳動(dòng)軸、輸送鏈條等;機(jī)架為機(jī)構(gòu)的框架,用于支撐各部分;傳動(dòng)軸安裝在機(jī)架上,傳動(dòng)軸上裝有鏈輪,通過電機(jī)驅(qū)動(dòng)鏈輪帶動(dòng)整個(gè)轉(zhuǎn)動(dòng)軸轉(zhuǎn)動(dòng)使其帶動(dòng)各機(jī)架上的輸送鏈條,實(shí)現(xiàn)輸送鋼筋的功能。
安裝時(shí)按照從下而上,由里而外的順序進(jìn)行組織,即:底梁——升降電機(jī)—升降電機(jī)機(jī)架—升降架—托輥——機(jī)架—輸送鏈條—傳動(dòng)軸,但受限于零部件未如期到場,實(shí)際安裝順序?yàn)榈琢骸惦姍C(jī)—升降電機(jī)機(jī)架—電機(jī)架—托輥—輸送鏈條—傳動(dòng)軸。
將該部分機(jī)構(gòu)最下方三根底梁按照劃線布置擺放到位,其每根底梁由三根9m長工字鋼組成,通過螺栓連接為整體,安裝過程中無需對(duì)連接螺栓終擰,需待橫梁安裝到位后方可緊固,否則不便于調(diào)整底梁線形。底梁鋪設(shè)完畢后將四臺(tái)升降機(jī)吊裝就位,對(duì)于地面不平處采用鋼板局部塞墊的方式做找平處理,受限于橫梁、升降電機(jī)機(jī)架未進(jìn)場,根據(jù)現(xiàn)場已到配件情況及發(fā)運(yùn)情況動(dòng)態(tài)跟蹤,對(duì)已到部件進(jìn)行分類并擺放至預(yù)定安裝位置。同時(shí)考慮先行安裝機(jī)架對(duì)升降電機(jī)橫梁安裝的影響,升降機(jī)機(jī)架橫梁重量約200kg,可采用人工搬運(yùn)至指定位置進(jìn)行安裝,故可先行安裝機(jī)架,節(jié)約安裝時(shí)間。
橫梁安裝就位后,調(diào)節(jié)底梁線形并終擰連接螺栓,4人一組配合桁車,從設(shè)備兩端向中安裝機(jī)架,為便于后期調(diào)整輸送鏈條的同步性,螺栓無需終擰。機(jī)架安裝到位后,人工抬運(yùn)升降機(jī)連接橫梁至升降機(jī)處進(jìn)行安裝,該處橫梁為整體框架結(jié)構(gòu),在未整體拼裝完成前需在下方塞墊保證對(duì)位準(zhǔn)確,對(duì)位調(diào)整后連接為整體框架,然后將升降托輥安裝在連接橫梁上。最后對(duì)機(jī)架位置進(jìn)行調(diào)整,各獨(dú)立機(jī)架兩端處于一條直線后用傳動(dòng)軸將其連接為一個(gè)整體。在對(duì)鏈條位置調(diào)整的同時(shí)抽調(diào)部分人員對(duì)第三部分地基處理后的模板進(jìn)行拆除轉(zhuǎn)運(yùn),為第三部分機(jī)構(gòu)安裝提前做準(zhǔn)備。
6.2網(wǎng)片成型區(qū)域機(jī)構(gòu)安裝
網(wǎng)片成型區(qū)域機(jī)構(gòu)主要由以下部分組成:牽引、焊接龍門、補(bǔ)料龍門、布料龍門、主筋自動(dòng)上料機(jī)構(gòu)、一次平面彎曲機(jī)構(gòu)、二次立體彎曲機(jī)構(gòu)。底梁平鋪在地面上用于承擔(dān)載荷,軌道內(nèi)側(cè)區(qū)域安裝有四臺(tái)二次立體彎曲機(jī)構(gòu),在其上方安裝有一次平面彎折機(jī)構(gòu),由于折彎機(jī)構(gòu)在空間上的影響,龍門軌道通過立柱固定在底梁外側(cè)上方以備龍門行走,主筋自動(dòng)上料機(jī)構(gòu)安裝在端部配合補(bǔ)料龍門進(jìn)行主筋輸送工作。
安裝時(shí)按照從下而上的順序進(jìn)行安裝:軌道底梁—彎網(wǎng)機(jī)底梁—二次立體折彎機(jī)構(gòu)—一次折彎機(jī)構(gòu)—軌道立柱—軌道梁—龍門機(jī)構(gòu)—主筋自動(dòng)上料機(jī)構(gòu)(注:一次折彎機(jī)構(gòu)與軌道立柱、軌道梁可同步安裝)
在安裝過程中,受限于軌道底梁未能如期進(jìn)場,現(xiàn)場決定先行將軌道立柱與軌道梁進(jìn)行預(yù)拼裝,預(yù)拼裝時(shí)螺栓無需終擰,便于后期調(diào)整軌道線性,拼裝完成后放置于劃線位置外側(cè)。底梁到場后,根據(jù)劃線位置,采用兩臺(tái)桁車同步從兩側(cè)進(jìn)行拼裝,拼裝完成后需用全站儀測(cè)量軌道底梁標(biāo)高,對(duì)偏差較大的地方做局部塞墊,以使軌道底梁各處偏差控制在5mm以內(nèi)。為保證吊裝作業(yè)安全,底梁安裝完成后將兩臺(tái)液壓站、操作平臺(tái)先行吊裝至預(yù)定位置。然后再將四臺(tái)彎網(wǎng)機(jī)按預(yù)定位置吊裝到位,至此轉(zhuǎn)入上部機(jī)構(gòu)安裝。
一次平面折彎機(jī)構(gòu)分為立柱、斜撐、折彎定位架。立柱重量較大,人工搬運(yùn)耗時(shí)耗力,故采用桁車吊裝、人工輔助定位的形式進(jìn)行安裝。斜撐則由人工提前搬運(yùn)至安裝位置,在立柱安裝時(shí)同步安裝斜撐,安裝過程中無需終擰固定螺栓。兩臺(tái)桁車從兩側(cè)向中對(duì)折彎定位架進(jìn)行安裝,折彎定位架安裝完成后方可緊固固定螺栓,至此完成一次平面折彎機(jī)構(gòu)的安裝工作。然后將軌道立柱與軌道梁吊裝就位,立柱與軌道底梁的螺栓需調(diào)節(jié)完軌道精度后方可終擰。安裝完成后再對(duì)連接橫梁進(jìn)行安裝。至此完成下部結(jié)構(gòu)安裝,利用全站儀測(cè)量軌道線性,兩側(cè)軌道平行度控制在±5mm以內(nèi)后方可緊固立柱螺栓,調(diào)節(jié)完成后再次對(duì)軌道各處標(biāo)高進(jìn)行測(cè)量,利用軌道下方的螺栓、調(diào)整軌道高差在±5mm以內(nèi)。
三臺(tái)龍門機(jī)構(gòu)行走距離長,因此采用拖鏈形式供電,在軌道兩側(cè)安裝有專用線槽。安裝方法為:一臺(tái)桁車吊裝龍門框架,另一臺(tái)桁車配合吊裝拖鏈,人工輔助使拖鏈進(jìn)入線槽。按照這種方式依次完成牽引、焊接龍門、布料龍門、補(bǔ)料龍門的安裝工作。補(bǔ)料龍門安裝完成后方可將主筋自動(dòng)上料機(jī)構(gòu)初步擺放就位。主筋自動(dòng)上料機(jī)構(gòu)下方地腳螺栓無需緊固,便于后期調(diào)試。
6.3箍筋原材下料機(jī)構(gòu)安裝
箍筋原材下料機(jī)構(gòu)機(jī)構(gòu)其主要由以下機(jī)構(gòu)組成:原材上料裝置、階梯上料裝置、對(duì)焊入料裝置、對(duì)焊主機(jī)、切斷入料裝置、切斷入料裝置、切斷主機(jī)、后輸送定尺裝置、鏈?zhǔn)剿土涎b置、階梯上料裝置組成。
在運(yùn)輸至場內(nèi)時(shí),各部分裝置除箍筋原材儲(chǔ)料裝置未被獨(dú)立拆解,因此先行對(duì)箍筋原材儲(chǔ)料裝置進(jìn)行拼裝,利用在安裝箍筋儲(chǔ)料機(jī)構(gòu)的間歇時(shí)間,對(duì)箍筋原材儲(chǔ)料裝置進(jìn)行拼裝,拼裝方法為先將片式鏈條架通過連接橫梁拼裝為整個(gè)架體,再安裝電機(jī)、鏈條、氣管等附屬零部件。
在第二部分機(jī)構(gòu)安裝完成后,利用桁車將三臺(tái)步進(jìn)出料裝置吊裝就位至畫線位置,就位后注意調(diào)整出料裝置的高度,對(duì)其地面不平處做局部塞墊。安裝完成后依次安裝鏈?zhǔn)剿土涎b置、后輸送定尺裝置。然后等待第三部分機(jī)構(gòu)軌道立柱安裝完成后進(jìn)行剩余機(jī)構(gòu)安裝。安裝時(shí)嚴(yán)格按照擺放示意圖進(jìn)行安裝即可,安裝順序?yàn)椋呵袛嘀鳈C(jī)、切斷入料裝置、對(duì)焊主機(jī)、對(duì)焊入料裝置、步進(jìn)上料裝置、原材上料裝置。采用這樣的安裝順序在于利用箍筋步進(jìn)出料裝置與第二部分機(jī)構(gòu)存在相對(duì)位置配合,需作為基礎(chǔ)定位從而便于調(diào)整其它裝置位置。
7 結(jié)束語
TD6000-30鋼筋網(wǎng)片柔性制造生產(chǎn)線本次安裝歷時(shí)15天,較生產(chǎn)廠家預(yù)定安裝完成時(shí)間節(jié)約一月有余,減少了人力資源投入,縮短了安裝時(shí)間,節(jié)約了設(shè)備安裝安裝成本,促進(jìn)了設(shè)備的早日投產(chǎn),通過本次安裝,總結(jié)如下:
7.1針對(duì)大型設(shè)備,零部件復(fù)雜眾多,廠家發(fā)運(yùn)時(shí)優(yōu)先考慮發(fā)運(yùn)的經(jīng)濟(jì)性,因此在設(shè)備進(jìn)場前做好與廠家溝通工作,隨時(shí)掌握發(fā)運(yùn)具體信息,從而提高安裝效率;
7.2安裝前充分了解設(shè)備構(gòu)造,掌握設(shè)備各機(jī)構(gòu)運(yùn)轉(zhuǎn)時(shí)相對(duì)配合關(guān)系,制定正確的安裝順序,避免反復(fù)調(diào)節(jié)各機(jī)構(gòu)相對(duì)位置;
7.3安裝前充分了解設(shè)備的安裝難點(diǎn),對(duì)其實(shí)施重點(diǎn)分析,從其結(jié)構(gòu)上、環(huán)境因素、常見安裝方法入手,理清安裝思路;
7.4對(duì)于大型、復(fù)合型設(shè)備,結(jié)合設(shè)備整機(jī)構(gòu)造,化整為零,充分考慮裝配式理念,擴(kuò)大安裝作業(yè)面,從而提高安裝效率;
7.5設(shè)備安裝工作應(yīng)充分考量后期維護(hù)保養(yǎng)的便宜性,要有大局觀,做到超前管控,從而為設(shè)備后續(xù)的穩(wěn)定運(yùn)行奠定基礎(chǔ);
(江蘇省鎮(zhèn)江水利局諫壁抽水站管理處,江蘇 鎮(zhèn)江212006)
猜你喜歡
中國科技縱橫(2016年17期)2016-11-30 22:06:25
中小企業(yè)管理與科技·上旬刊(2016年11期)2016-11-28 21:20:38
農(nóng)機(jī)使用與維修(2016年10期)2016-11-10 09:58:44
農(nóng)機(jī)使用與維修(2016年10期)2016-11-10 09:58:00
農(nóng)機(jī)使用與維修(2016年10期)2016-11-10 09:56:36
中國科技博覽(2016年19期)2016-10-19 11:48:32
科技視界(2016年21期)2016-10-17 16:27:45
科學(xué)與財(cái)富(2016年28期)2016-10-14 23:13:11
科學(xué)與財(cái)富(2016年28期)2016-10-14 22:24:44
科學(xué)與財(cái)富(2016年28期)2016-10-14 18:56:48
