壓力表檢定中遇到的常見問題和解決對策
2020-06-15 02:41:06郭莊啟
河南建材 2020年4期
關鍵詞:故障
郭莊啟
漳州市計量所(363000)
壓力表在工業當中的應用非常廣泛,壓力表工作中顯示的是工業設備在生產當中的壓力狀態。相關技術人員要根據壓力表的壓力數據分析工業設備的運行狀態,從而保證穩定的工業生產。但是,壓力表自身也屬于精密儀器,在長時間工作中也會出現指針不穩定、壓力表故障等問題,導致壓力顯示精度失準,影響工作人員的判斷,引發工業生產事故。所以,當前對壓力表檢定工作常見問題的研究非常重要。
1 壓力表檢定的主要內容
1.1 壓力表外觀檢定
壓力表檢定工作中,外觀檢定是非常重要的,也是相對比較簡單的。壓力表外觀直接展現了壓力表是否出現故障問題。壓力表外觀檢定包括以下兩個方面的內容。首先,檢定壓力表主體結構是否出現破損現象,包括壓力表顯示屏是否破損開裂,壓力表指針是否脫離固定及壓力表外觀污漬過多等問題。其次,要對壓力表外觀進行細致的檢查,包括表盤是否出現劃痕、毛刺,零部件是否存在松動現象。壓力表外觀的檢定,能夠讓檢定人員從外觀直接觀察壓力表是否正常,及時解決故障問題,保證壓力表正常工作。
1.2 壓力表指示值檢定
壓力表示值檢定非常關鍵,壓力表示值是壓力表工作的展現。示值校準出現問題,將會導致壓力表準確率下降。在壓力表示值檢定過程中,應該從零位標志開始進行壓力表檢定,因為壓力表在正常大氣狀態下的指針顯示為零。
在零示值檢定工作中,首先將壓力表內腔與大氣相通,按照壓力表正常工作狀態的位置安放壓力表,直接進行目測檢定觀察。如果指針始終保持零位,壓力表則屬于正常狀態。如果指針發生異常偏動,壓力表示值顯示則出現問題,要盡快拆卸壓力表,尋找故障原因。
其次,進行壓力升降檢定壓力表示值,也就是通過增加壓力和減小壓力,觀察壓力表的指針變化情況。需要注意的是,升降壓檢定過程中,要保持壓力升降速度均勻。并且每上升或下降到一定的壓力值時,應該保持耐壓3 min,3 min內指針穩定即可認為壓力表性能良好。另外,為了保證示值檢定更加合理,應該利用標準表進行參照對比。在檢定過程中,將標準壓力表與檢定表壓力保持一致,檢定人員觀察兩者之間的示值差異。檢定過程中,檢定人員應該進行敲擊檢定,對壓力表進行敲擊檢查,輕輕敲擊壓力表查看表針移動量情況。根據表針移動量判斷壓力表是否出現故障,正常情況下,輕敲后壓力表,指針位移量不超過誤差值的1/2。
最后,檢定人員還要進行壓力回程誤差檢定,穩定降壓直至壓力歸零,觀察回程誤差,回程誤差要小于誤差絕對值。
1.3 壓力表零部件的檢定
壓力表零部件檢定主要指的是壓力表的指針檢定。壓力表正常狀態之下指針應該處于靜止狀態,停留在止銷處。而在檢定過程中發現在有壓力狀態或者無壓力狀態下,壓力表指針都不發生位移,則表示壓力表無止銷,也要進一步對壓力表零位置進行檢查。
2 壓力表檢定中常見問題
2.1 壓力表輕敲位移現象
在進行壓力表檢定過程中,要進行輕敲檢定。輕敲檢定是根據壓力表指針輕敲位移的變化情況進行壓力表檢定。如果壓力表指針輕敲位移超過誤差,則認為壓力表出現故障。壓力表指針出現輕敲位移故障原因主要包括:壓力表當中的游絲固定柱不牢固;壓力表工作過程中各齒輪零件之間出現失靈狀態。
2.2 壓力表出現滯針或者跳針現象
壓力表的滯針或跳針現象是壓力表常見的故障問題。壓力表在正常工作狀態下指針運動是勻速變化的,但是如果發生滯針或者跳針,壓力表指針就會出現跳動、顫抖以及靜止不動的狀態。原因包括兩種;首先,壓力表使用時間比較長,使用過程中壓力表內部進入過多灰塵,導致指針或者壓力表各齒輪之間出現磨損或者摩擦力增大,從而引發滯針或者跳針。其次,壓力表內可能有較大的異物進入,或是壓力表軸孔磨損超過限定值,造成壓力表軸與表盤的摩擦力增大,使指針出現停滯現象。
2.3 壓力表誤差固定值問題
壓力表檢定過程中需要與標準壓力表的數值進行對照。壓力表誤差固定值指的就是在升壓或者降壓過程中,檢定壓力表與標準壓力表之間的誤差始終都是固定的數值。其原因很可能是壓力表指針安裝過程中出現誤差引起的。
2.4 壓力表指針不歸零或者指示不固定狀態
壓力表檢定過程中,在某一壓力環境下,壓力表指針顯示發生異常變化,時而偏高,時而偏低,這一現象就是壓力表指針不固定現象。壓力表在零壓力狀態下,壓力表示值顯示異常,不顯示壓力為零,且指針也不歸于零位,則表示壓力表為不歸零異常。
3 壓力表檢定中常見問題的解決措施
3.1 解決壓力表檢定輕敲位移問題
壓力表檢定輕敲位移問題的解決辦法包括兩種;首先,固定壓力表游絲。壓力表游絲由于固定不牢產生松動,使指針位移超過限定值。所以,固定壓力表游絲可以解決輕敲位移問題。打開壓力表裝置后蓋,矯正壓力表中的游絲,清理壓力表當中的灰塵,將游絲位置進行調整固定。調整過程中應該使用17 mm螺絲扳手將游絲和螺絲加緊。其次,在壓力表齒輪添加潤滑油,使齒輪正常工作。
3.2 解決壓力表檢定滯針或者跳針
壓力表跳針是由于壓力表內部污垢影響指針轉動的。所以,在解決指針停滯以及跳針問題時,應該拆卸壓力表,清理壓力表軸與表盤位置的灰塵污垢,保證指針能夠正常轉動[1]。另外,壓力表在長時間工作過程中,內部零部件會損壞,如表盤及游絲等。在指針修正過程中,要注意對磨損相對嚴重的壓力表零件進行更換,保證壓力表正常工作。
3.3 解決壓力表檢定誤差固定值問題
壓力表檢定誤差固定值問題是由于指針安裝不良引起的。針對這一問題,要重新安裝壓力表指針。重新安裝壓力表指針,要將故障壓力表和標準壓力表進行對照,對兩個壓力表施加同樣的壓力,觀察壓力表誤差,并對故障壓力表指針重新安裝,保證同等壓力下故障壓力表指針指示與標準壓力表的指針指示誤差為0,即完成了修理工作。
3.4 壓力表指針不歸零以及指示不固定問題
首先,對于壓力表指示不固定問題的解決辦法就是調節壓力表連桿及扇形齒夾角。當連桿和扇形齒的夾角比較小時,則指針前半部分位移速度快,在后半部位移速度慢[2]。
其次,對于指針不歸零故障,要對壓力表內部進行檢查,包括壓力表各零部件的磨損程度,對磨損程度較大的零件進行更換。檢查壓力表游絲的彈性程度、控制程度及位置,發現異常時要及時進行調整指針回歸正常。
4 優化壓力表檢定工作的有效策略
4.1 提高壓力表檢定人員的專業能力
在壓力表檢定和維修工作中,檢定人員是直接的工作實施者,與壓力表檢定工作質量有直接的關系。所以,提升檢定人員的工作能力是優化壓力表檢定工作的主要策略。一方面,要提高檢定人員的責任意識,重視壓力表檢定工作。如工作單位可以制訂壓力表定期檢定制度,設計檢定人員分班次、分組別進行各設備壓力表檢定,并作好檢定記錄。明確落實壓力表檢定工作責任,提升檢定人員的工作意識。另一方面,要加強壓力表檢定人員的學習,提升檢定和維修技能。如工作單位可以定期舉辦壓力表檢定培訓班,學習操作規范及新技術,提升檢定工作質量。
4.2 熟練掌握壓力表檢定技術
可以從壓力表檢定技術中入手,要求檢定人員熟練掌握壓力表檢定技術,提升檢定質量。如掌握壓力表誤差估讀技術,了解不同精確等級的最大誤差,詳見表1。
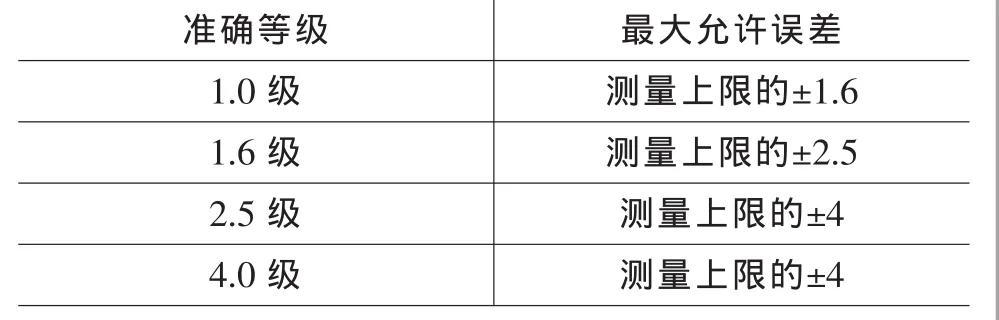
表1 不同精確等級的最大誤差表
5 結語
文章闡述了壓力表檢定中出現的滯針或跳針、誤差值固定、指針不歸零及輕敲位移等現象,提出了具體的解決方法和當前壓力表檢定的措施。
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
