CFRP/鈦合金疊層構件陀螺銑孔方法
2020-06-16 03:27:32高延峰方向恩熊俊肖建華
北京航空航天大學學報 2020年5期
高延峰,方向恩,熊俊,肖建華
(南昌航空大學 航空制造工程學院,南昌330063)
碳纖維增強復合材料(Carbon Fiber Reinforced Polymer,CFRP)與鈦合金的剛度、強度匹配性好,且在電化學方面具有良好的相容性。在飛機制造中,CFRP零件經常和鈦合金零件通過螺栓連接裝配在一起。為了提高連接孔的位置精度,通常將具有裝配關系的零件預先裝夾在一起,然后一次性鉆孔。在傳統的鉆削過程中,鉆頭橫刃的線速度接近于零,橫刃區的材料主要靠擠壓形成切屑[1]。由于此加工工藝制孔過程中軸向力大、溫度高而經常導致CFRP孔壁燒傷及孔出口分層,所以有學者提出改變麻花鉆幾何參數和幾何形狀的加工方法,如鋸鉆[2]、燭芯鉆[2]、偏心鋸鉆[3]和偏心燭芯鉆[4]等。也有學者提出了不同的制孔工藝,如螺旋銑孔、超聲輔助螺旋銑孔、以磨代鉆和傾斜螺旋銑孔等加工工藝。其中螺旋銑孔具有易操作、成本低和制孔質量高等優點,在現代飛行器制造中被廣泛應用。
Fangmann[5]、Denkena[6]和Brinksmeier[7-8]等從螺旋銑孔機理出發,指出螺旋銑孔工藝由立式銑刀側刃的周銑以及底刃的插銑2部分組成,并通過數學推導得出了周銑、插銑產生的未變形切屑的數學表達式以及切屑體積比,結果發現該值和刀具直徑、孔徑有關。經研究發現,周銑、插銑產生的切屑體積比對制孔質量有較大的影響。Denkena等[6,9]采用TiAlN涂層整體硬質合金立銑刀對CFRP/鈦合金疊層材料構件螺旋銑孔工藝進行了研究。陸翠[10]針對CFRP/鈦合金加工性能上的巨大差異探索研究了疊層材料的變參數螺旋銑孔工藝,確定了變參數的最優位置。邵振宇等[11]研究對比了普通鉆削和超聲輔助鉆削2種加工工藝,結果表明超聲輔助鉆削的鉆削力和扭矩分別降低了41.46% ~46.32%和41.61% ~48.94%,可有效緩解CFRP出入口分層、撕裂等損傷。李哲等[12]提出了一種基于新刀刀具(八面鉆)的鈦合金旋轉超聲輔助鉆削技術,結果顯示該加工技術極大地降低了鈦合金出入口毛刺。
雖然螺旋銑孔極大地提高了CFRP/鈦合金疊層構件的制孔質量,但是CFRP的入口剝離、疊層部位燒傷、孔壁被鈦合金切屑刮傷等缺陷常有發生。為了進一步提高CFRP的制孔質量,Tanaka等[13]對陀螺銑孔工藝的制孔原理以及制孔質量進行了研究。發現相對于螺旋銑孔,球頭銑刀在陀螺銑孔工藝下可以極大地提高碳纖維復合材料的制孔質量。吳勇波等[14-16]和方向恩[17]對陀螺銑孔的運動學特性進行了分析,并研究了該工藝下CFRP的制孔質量。
本文在上述基礎上研究了CFRP/鈦合金疊層構件的陀螺銑孔工藝,并研究了切削力的變化規律和孔壁質量的形成機理。
1 陀螺銑孔過程
1.1 陀螺銑孔方式
陀螺銑孔方式如圖1所示。銑刀軸線和孔中心軸線成一夾角θ,銑刀在圍繞自身軸線自轉的同時,圍繞孔中心軸線做圓錐擺動式公轉,并沿孔中心軸線方向進給,從而通過銑削方式完成制孔過程。
圖1中,D為被加工孔的直徑,θ為銑刀傾角,n為銑刀自轉速度,vh為銑刀軸向進給速度,vf為銑刀中心沿螺旋線的進給速度,e為偏心距,ap為螺距,α為螺旋升角。與普通的螺旋銑孔技術相比,該方法銑刀軸線傾斜了一固定角度,銑刀側刃不與已加工表面接觸,可以減少切屑與已加工表面之間的摩擦,同時也避免了銑刀側刃螺旋槽對纖維的向上導向作用引發的CFRP入口剝離,
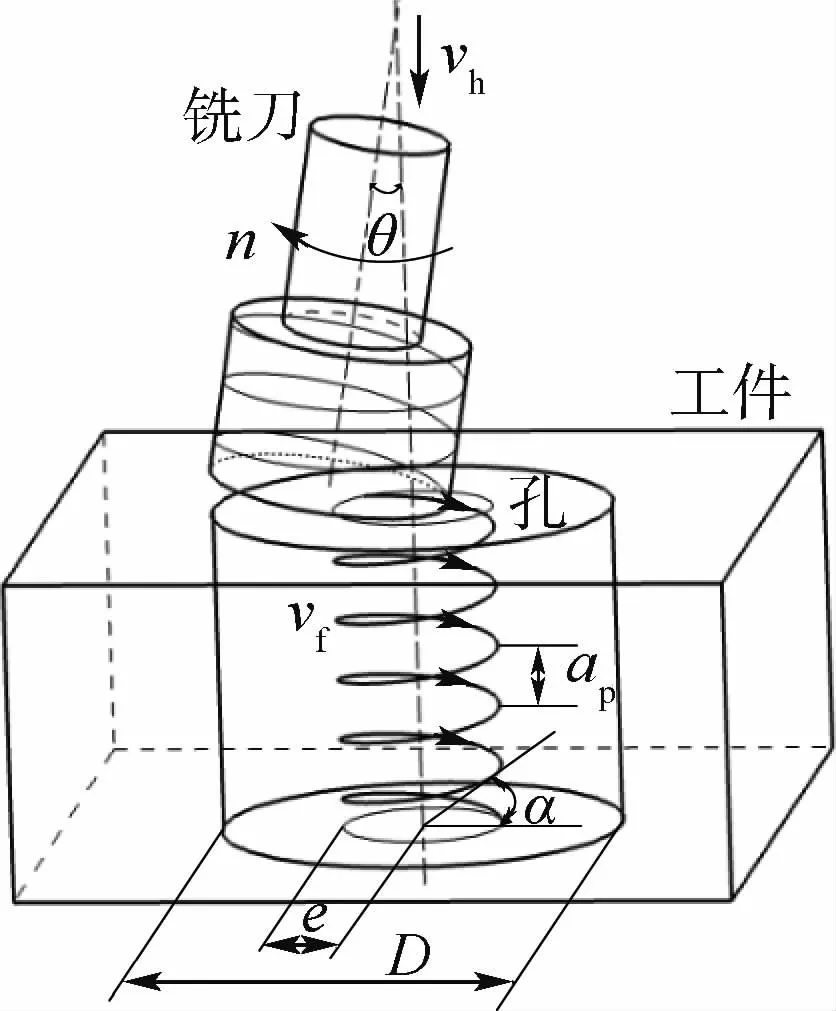
圖1 陀螺銑削制孔Fig.1 Hole-making by tilted orbitalmilling
而且側刃與孔壁之間的空隙可以使高壓冷空氣直接吹至孔底,降低切削溫度,提高制孔質量。
1.2 基本幾何模型
圖2為陀螺銑孔的基本幾何模型,其中,D的大小可由式(1)計算得到:

并且,根據銑刀直徑d,銑刀傾角θ和孔的深度h,可以計算出孔的直徑D應滿足式(2)的不等式:

當e≥(d cosθ)/2時(見圖2(a)),在加工過程中,靠近孔中心軸線附近的材料不會被銑刀所切除。當e<(d cosθ)/2時(見圖2(b)),銑刀公轉軌跡會產生重疊,孔內的材料全部形成切屑并被切除。本文主要對圖2(b)所示的加工條件進行研究,其中,N為公轉速度。

圖2 偏心距對陀螺銑孔的影響Fig.2 Effect of eccentric distance on tilted orbitalmilling
1.3 孔壁形成過程與材料去除速率
根據加工過程中被加工孔截面形狀的變化規律,可以將陀螺銑孔過程表示為以下幾個典型階段,如圖3所示。

圖3 陀螺銑孔過程Fig.3 Process of tilted orbitalm illing
圖3表明,陀螺銑孔從總體上可以大致分成4個典型階段。第1階段(見圖3(a)):從銑刀開始切入工件,到銑刀底刃與孔入口中心點接觸。在這一階段中,銑刀的公轉軌跡在孔的上表面不重疊,工件上形成截面形狀為三角形的環形槽,材料去除速率逐漸增大。第2階段(見圖3(b)):銑刀底刃完全切入被加工孔內,完成孔入口處的切削。在這一階段中,銑刀的公轉軌跡在孔上表面產生重疊,材料去除速率逐漸增大。第3階段(見圖3(c)):銑刀底刃開始切出工件,此時孔底中心的一小部分材料自然脫落。這一階段屬于穩定切削階段,材料去除速率保持不變。第4階段(見圖3(d)):銑刀底刃完全切出工件,整個制孔過程完成。在這一階段中,材料去除速率逐漸減小。
根據圖3所表示的不同加工階段,通過積分即可求得在整個加工過程中材料去除速率隨切削時間的變化規律。本文采用MATLAB軟件計算了陀螺銑孔和普通螺旋銑孔在被加工孔的入口和出口處的材料去除速率,加工參數設定為:被加工孔直徑 10 mm、銑刀直徑 6 mm、公轉速度100 r/m in、自 轉 速度1 000 r/m in、軸 向 進 給 速 度4mm/min,銑刀傾角5°,計算結果如圖4所示。
從圖4可以看出,陀螺銑孔與普通螺旋銑孔在被加工孔的入口和出口處具有截然不同的加工特性。普通螺旋銑孔在刀具公轉一周的時間內即可完成被加工孔入口以及出口處的切削,材料去除速率發生突變。這會帶來切削力的急劇變化,影響加工質量。而陀螺銑孔時,刀具需要公轉多圈才能完成入口和出口處的切削,材料去除速率在孔入口和出口處呈現逐漸變化的趨勢,從而避免了切削力的突變,可以減少CFRP的入口和出口處的材料分層和剝離現象,有助于提高加工質量。

圖4 孔入口與出口處的材料去除速率Fig.4 Material removal rate at entrance and exit of hole
1.4 側刃和底刃切削比例
在陀螺銑孔過程中,銑刀的底刃和側刃同時參與切削。圖5為在半徑Ri的任意圓圓柱側面上刀具底刃銑削和側刃銑削區域的示意圖。可見,在圓柱體側面上刀具底刃和側刃同時參與了切削,而且兩者的切削比例隨著圓柱體半徑Ri的改變而改變。為了求得銑刀側刃和底刃的切削比例,將銑刀和被加工孔沿孔軸線方向進行投影,結果如圖6所示。

圖5 側刃與底刃銑削示意圖Fig.5 Schematic diagram of side-edge and bottom-edgemilling

圖6 銑刀和被加工孔沿孔軸線方向的投影Fig.6 Projection ofmilling cutter and hole along hole axis
在圖6中,由于銑刀傾斜,所以其投影為橢圓形狀。其中,O1和O2分別為被加工孔的中心和銑刀的中心;Ri取值范圍為[0,D/2],該圓弧的周長為URi,該圓弧與銑刀有一交線,即圖中β角所對應的弧長為Umi的一段圓弧。當Ri=D/2時,Umi收縮為一點,在這種情況下銑刀底刃不參與切削,只有銑刀側刃參與切削。當Ri<(d·cosθ)/2-e時,Umi將變成一個圓,此時只有銑刀底刃參與切削,銑刀側刃不參與切削。只有當(d·cosθ)/2-e<Ri<D/2時,銑刀底刃和側刃同時參與切削。
為了計算底刃和側刃切削比例,將Ri圓柱面上的刀具軌跡進行展開,結果如圖7所示。

圖7 在任意圓柱面上的刀具軌跡展開圖Fig.7 Expanded view of tool path on an arbitrary cylindrical surface
圖7中,aa′為刀具底刃與任意圓的交線,其長度為Umi。當銑刀公轉一周時,在以Ri為半徑的圓柱面上銑刀底刃從aa′移動到bb′,沿水平方向的移動距離為URi。由于刀具在公轉的同時,沿孔軸線方向向下進給,所以在孔軸線方向上刀具底刃的移動距離為一個螺距ap。此時銑刀底刃的切削面積為四邊形abdd′所包圍的面積,記為A2i,銑刀側刃切削的面積為四邊形cdc′d′所包圍的面積,記為A1i。假設在以Ri為半徑的圓柱面上,銑刀底刃的切削高度為h2i,銑刀側刃的切削高度為h1i,則ap=h1i+h2i。
根據圖7可得

為了求得銑刀底刃和側刃的切削體積,可以令A1i和A2i沿孔底圓弧的徑向進行積分,設V1為側刃切削體積,則

式中:A1表示的區域如圖7所示,其面積為孔投影圓的面積減去刀具投影所得橢圓的面積,因此:

設V2為底刃切削體積,則

式中:A2表示的區域為圖7中刀具投影所得到的橢圓面積,因此:

所以,銑刀側刃和底刃的切削比例為

式(13)表明,在被加工孔的直徑和銑刀直徑相同的情況下,與普通螺旋銑孔(θ=0)相比,陀螺銑孔時刀具側刃的銑削比例變大。Brinksmeier等[7-8]將底刃銑削等同于鉆削過程,側刃銑削等同于銑削過程。陀螺銑孔方法有效地減小了刀具側刃和底刃的切削比例,使更多的材料通過側刃銑削去除,有助于提高加工質量。
1.5 底刃速度零點
一般認為,在鉆孔過程中由于鉆頭橫刃中心的速度接近于零,此處的材料主要靠擠壓而不是剪切作用被去除,因此產生了較大的軸向力。可見,刀具底刃上的速度零點對制孔質量有較大的影響,為此,研究了陀螺銑孔時刀具底刃上的速度分布。假設m為刀具底刃上的任意一點,其速度分析如圖8所示,φ為銑刀自轉角度。

圖8 刀具底刃上任意一點的速度分析Fig.8 Speed analysis of an arbitrary point on tool bottom edge
圖8中,O2O12為刀具的自轉軸,O1O12為刀具的公轉軸,O′1為O2在O1O12上的垂足。m為刀具底刃上任意一點,其到自轉中心O2的距離為r2。m點以自轉速度n繞自轉中心O2進行自轉,同時自轉中心O2又以公轉速度N繞公轉軸O1O12旋轉。v2為m點繞自轉軸的運動速度,v1為點O2繞公轉軸O1O12的運動速度。不考慮刀具沿孔軸向的進給速度。則m點的速度是v2和v1兩個速度矢量的合成。以O1為坐標原點,建立如圖8所示坐標系O1xyz,則速度v1和v2可表示為

式中:i、j、k分別為平行于x、y、z軸的單位矢量。由于z方向的進給主要對材料產生擠壓作用,而不是剪切作用,所以不考慮z方向的速度。則在速度零點上,x和y方向上的合成速度分別為零,即滿足下列條件:

由于N、e和n都不等于零,因此要使式(16)和式(17)同時成立,則sinφ=0,即:φ=0或φ=π。這表明刀具底刃的速度零點位于O1O2的連線上,為了得到速度零點的位置只需求得r2即可。
當φ=0時,

當φ=π時,

若刀具的自轉方向和公轉方向相同,則式(18)的解為負值,由于r2為m點到O2點的距離,其值不能為負,因此,速度零點位于φ=π上。若刀具的自轉方向與公轉方向相反,則速度零點位于φ=0上。在陀螺銑孔過程中由于刀具的傾斜會在工件上加工出環形槽,若是速度為零的位置恰好落入其中,這樣就可以避免速度零點的影響。由于公轉速度N遠小于自轉速度n,且銑刀傾角θ也比較小,經推導可得刀具底刃速度零點位置到刀具中心的距離與偏心距的關系,即式(20)所示:

圖9為陀螺銑孔時銑刀完全切入工件時的情況。從圖9可見,當刀具的自轉方向和公轉方向

圖9 刀具底刃速度零點的位置Fig.9 Position of zero velocity of tool bottom edge
相同時,即采用逆銑方式,刀具底刃速度零點位于O1和O2兩點之間的連線上。而這一區域正好位于環形槽的上方,所以速度零點附近的刀具底刃并不參與切削過程。而當采用順銑方式時,刀具底刃的速度零點在O2的左側,速度零點參與切削過程。因此,采用逆銑式的陀螺銑孔方法可以巧妙地避免底刃速度零點造成的軸向力過大現象。
2 試驗方案
2.1 試驗系統組成
為了實現陀螺銑孔工藝,設計了如圖10所示的試驗系統。圖10所示的試驗系統主要由機床工作臺、傾斜工作臺、測力儀、旋轉工作臺等組成。傾斜工作臺固定在機床工作臺上,測力儀固定在傾斜工作臺上,旋轉工作臺固定在測力儀上。因此,通過此試驗系統,可達到刀具在自轉的同時又可繞孔中心軸線做圓錐擺動式公轉的目的,可實現陀螺銑孔工藝。其中,刀具的公轉可由旋轉工作臺的旋轉運動提供,而旋轉工作臺的旋轉運動是由控制器輸出脈沖信號到驅動器,而驅動器與步進電機相連,進而驅動步進電機轉動,從而實現旋轉工作臺的轉動。

圖10 陀螺銑孔試驗系統Fig.10 Tilted orbitalmilling test system
加工前,先使用M型硬質合金旋轉銼在旋轉著的工件上畫一個圓,再通過移動其在x、y、z軸方向的坐標使其在旋轉著的工件上畫出一個點,從而可以得到被加工孔的中心,換銑刀之后,再調整銑刀在z軸方向的位置,使得銑刀與被加工工件接觸,最后銑刀沿x軸方向偏移,使得銑刀中心x坐標與被加工孔中心x坐標之間的偏移量為e。加工過程中,同時控制銑刀在x方向的移動速度vx和z方向上的移動速度vz,使其沿孔中心軸線方向運動,從而實現陀螺銑孔,其示意圖如圖11所示。

圖11 陀螺銑孔示意圖Fig.11 Schematic diagram of tilted orbitalmilling
2.2 試驗材料
試驗中所使用的CFRP板材為東麗公司生產的T300C-1000-59C,纖維體積含量70%,密度1.6 g/cm3,抗拉強度3530MPa,拉伸模量230GPa,伸長率1.5%。CFRP板材共有35層組成,其中最上層和最下層纖維采用0°和90°交叉編織,而中間層采用單向鋪層,兩層之間纖維方向呈90°,具體結構如圖12所示。鈦合金板材為工業上常用的Ti6Al4V合金。試驗前對2種材料的接觸面進行處理使材料裝夾時盡可能地避免產生縫隙。
使用XKA175A立式銑床作為加工設備,所使用的刀具為硬質合金四刃立銑刀,銑刀直徑為6mm,刀刃的螺旋角為60°。被加工孔的直徑設定為10mm。銑削方式為逆銑,并采用高壓冷空氣進行冷卻。為了研究陀螺銑孔的加工特性,還進行了相同加工參數下的普通螺旋銑孔試驗。

圖12 CFRP和鈦合金疊層構件Fig.12 CFRP and titanium alloy laminates
3 試驗結果與討論
3.1 制孔軸向力
制孔軸向力是引起CFRP入口剝離和出口分層的主要因素,因此本文主要對陀螺銑孔和普通螺旋銑孔的軸向力進行分析。采用Kistler 9327動態測力儀對制孔軸向力進行測量,采樣頻率設定為1 000 Hz。分別進行了單層CFRP板和CFRP/Ti6Al4V疊層構件制孔試驗,圖13為所測得的制孔軸向力在一次制孔過程中的變化情況。其中,單層CFRP板和CFRP/Ti6Al4V疊層構件的加工參數都設置為:銑刀自轉速度3 500 r/m in、公轉速度200 r/m in、軸向進給速度10mm/min。
從圖13(a)可以看出,普通螺旋銑孔的軸向力在孔入口處有突變現象,這是因為在銑孔入口階段切削體積急劇變大,產生了極大的沖擊力。而這一現象在陀螺銑孔過程中得到了極大的緩解,可以看出陀螺銑孔的入口階段切削力平滑上升,并未發生突變現象。在孔出口階段,普通螺旋銑孔的軸向力比入口處要平緩,這主要是由于隨著厚度的減小,在缺乏有效支撐的情況下CFRP發生了變形,抵消了一部分軸向力。但是這種切削變形更容易引起CFRP的分層現象。而在陀螺銑孔時,出口階段軸向力的變化情況幾乎與入口階段相似,這也使得出口質量和入口質量很容易保持一致。在整個加工過程中,陀螺銑孔的平均軸向力要小于普通螺旋銑孔,這將有助于減少CFRP的分層現象。而且,普通螺旋銑孔時軸向力的波動較大,這主要是由于CFRP由不同方向的碳纖維材料層疊而成,在不同層上銑削時引起了軸向力的大幅波動。而陀螺銑孔時,由于銑刀同時對多層材料進行銑削,其軸向力的波動幅值明顯減小。
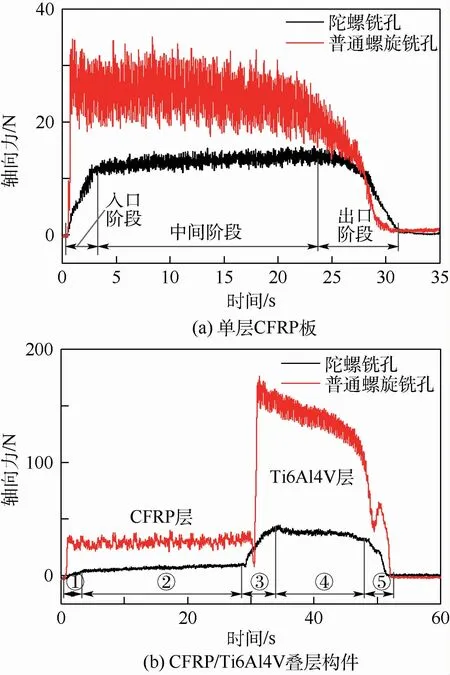
圖13 制孔過程中軸向力的變化Fig.13 Change of thrust force in hole-making process
在圖13(b)中,CFRP/Ti6Al4V疊層構件的制孔過程可以分為5個階段。其中:①孔入口階段;②CFRP層的加工階段;③層間加工階段;④Ti6Al4V合金層的加工階段;⑤孔出口階段。可見,對于疊層材料制孔而言,不論哪種銑孔方式下,在階段①上的軸向力變化情況均與單一CFRP構件相似。而在加工階段②,普通螺旋銑孔時CFRP層上的軸向力基本保持不變,而單一CFRP構件制孔時該階段的軸向力緩慢下降,這說明疊層材料制孔時下層的鈦合金材料對CFRP起到了支撐作用,避免了CFRP的軸向變形。但是在疊層材料之間(階段③),普通螺旋銑孔的軸向力有一個明顯的下降后再迅速上升的過程,這說明普通螺旋銑孔時刀具與材料的接觸條件發生了突變。而在陀螺銑孔方式下,階段③的軸向力平滑上升,并未發生突變,這說明刀具與材料的接觸條件呈漸變過程。而且陀螺銑孔的軸向力明顯小于普通螺旋銑孔。為研究不同加工參數與制孔軸向力間的關系,對CFRP/Ti6Al4V疊層構件進行了普通螺旋銑孔和陀螺銑孔試驗,圖14為銑刀自轉速度和軸向進給速度對制孔軸向力的影響,其中的軸向力為CFRP層和鈦合金層穩定切削階段的平均軸向力。
由圖14(a)可知,在軸向進給速度為10mm/min、公轉速度為200 r/min時,隨銑刀自轉速度的增加,在CFRP層和Ti6Al4V層上陀螺銑孔和普通螺旋銑孔穩定切削階段的平均軸向力都隨之減小,且相比之下,陀螺銑孔比普通螺旋銑孔的軸向力要低。由圖14(b)可知,在銑刀自轉速度為4 000 r/m in、公轉速度為200 r/m in時,隨軸向進給速度的增加,不論是CFRP層還是Ti6Al4V層2種加工方式穩定切削階段的平均軸向力都在增大,且在Ti6Al4V層陀螺銑孔比普通螺旋銑孔的軸向力有明顯的降低。這說明陀螺銑孔工藝能夠有效減小制孔軸向力,有助于提高制孔質量。
3.2 切削溫度
CFRP導熱性差且玻璃化溫度低,鈦合金導熱性差,因此在加工過程中容易產生較高的溫度,使CFRP產生燒傷、熱分解等缺陷,研究制孔過程中的溫度變化則十分必要。本文采用德國歐普士生產的Optris PI 160紅外熱成像儀對制孔過程中的溫度變化情況進行測量。圖15是利用紅外熱像儀測量切削溫度。
在測量溫度時,根據紅外熱像儀所獲得的溫度圖像,提取圖15測量區域中的最高溫度,并分析其隨時間的變化情況。由于最高溫度出現在刀具與工件的接觸點,因此其隨時間的變化情況反映了刀具在不同加工位置的溫度。圖16是CFRP/Ti6Al4V疊層構件制孔過程中溫度測量結果,試驗加工參數為:銑刀自轉速度3 500 r/m in、公轉速度200 r/min、軸向進給速度10mm/min。

圖14 自轉速度與軸向進給速度對軸向力的影響Fig.14 Effect of spindle rotation speed and axial feed speed on thrust force

圖15 切削溫度的測量Fig.15 Measurement of cutting temperature

圖16 制孔過程中溫度的變化Fig.16 Temperature change in hole-making process
由于圖16中的軸向進給速度和圖13(b)的軸向進給速度是一樣的,因此,圖16中5個加工階段的時間與圖13(b)一致。從圖16可見,在階段①:普通螺旋銑孔時溫度急劇上升,而陀螺銑孔時溫度平滑上升。在階段②:普通螺旋銑孔溫度呈現緩慢下降的趨勢,而陀螺銑孔溫度基本保持不變。這主要是因為在這一階段,2種銑孔方式的切削力基本保持不變,但是普通螺旋銑孔時銑刀側面與孔壁接觸,使得紅外熱像儀不能觀察到銑刀底刃,隨著切削深度的增加,銑刀側刃上部的溫度緩慢降低。而陀螺銑孔時,由于孔壁和銑刀側刃之間有間隙,因此測量的最高溫度為刀具底刃與工件接觸點的溫度,由于切削力不變,所以溫度幾乎不變。在階段③:2種銑孔方式下的切削溫度都呈現明顯上升的趨勢,這主要是由于切削鈦合金引起的。在階段④:普通螺旋銑孔時,溫度逐漸升高,直到刀具即將切出材料時達到最高值。這主要是由于鈦合金層的切削力很大,切削過程所產生的熱量大于自然散熱損失的熱量,從而導致溫度不斷累積。陀螺銑孔時,切削力小于普通螺旋銑孔,產生的熱量較少,未發生熱量的累積,所以切削溫度基本保持恒定。在階段⑤:2種銑孔方式下,切削溫度都呈現平滑下降的趨勢。從整個加工過程來看,普通螺旋銑孔的溫度高于陀螺銑孔的溫度。
3.3 孔壁粗糙度
圖17為利用掃描電鏡(SEM)所獲得的2種加工方式下孔壁表面形貌。
從圖17(a)可以看出,在普通螺旋銑孔方式下,CFRP孔壁產生了嚴重的凹陷,且層間出現了明顯的裂紋。這主要是由于普通螺旋銑孔時,單層碳纖維材料受到了較大的剪切應力,在被切斷的同時,使得樹脂基體材料被拉出。從圖17(b)可以看出,在陀螺銑孔方式下,孔壁沒有形成凹坑,且層間也沒有出現分層現象,孔壁質量明顯好于普通螺旋銑孔。對加工后孔壁的表面粗糙度進行了測量,圖18是普通螺旋銑孔和陀螺銑孔在CFRP層、層間過渡部分和鈦合金層的孔壁粗糙度形貌測量結果。
從圖18中可以看出,在CFRP層,陀螺銑孔的孔壁粗糙度要明顯小于普通螺旋銑孔。在CFRP材料和Ti6Al4V材料的過渡層上,孔壁的表面粗糙度急劇增大,但陀螺銑孔方式孔壁粗糙度的增大程度明顯小于普通螺旋銑孔。在Ti6Al4V層,陀螺銑孔的孔壁表面粗糙度要略大于普通螺旋銑孔。

圖17 CFRP層孔壁表面形貌SEM照片Fig.17 SEM photographs of hole wall surface morphology in CFRP layer

圖18 不同部位的孔壁粗糙度形貌測量結果Fig.18 Measurement results of hole wall roughness morphology at different locations
3.4 制孔質量
利用超景深顯微鏡對所加工的孔入口部位(CFRP層)和出口部位(Ti6A l4V層)的微觀形貌進行了觀察,結果如圖19和圖20所示。
從圖19可見,在所加工孔的入口部位(該部位對應的材料為CFRP),普通螺旋銑孔產生了多處明顯的材料剝離現象,且剝離區域的面積很大。而陀螺銑孔時則很少發生材料剝離,且剝離區域的面積也遠小于普通螺旋銑孔。從圖20可見,在所加工孔的出口部位(該部位對應的材料為Ti6A l4V),普通螺旋銑孔有明顯的鈦合金毛刺殘留,而陀螺銑孔則沒有毛刺產生。為了進一步研究孔入口部位CFRP材料的加工質量,利用SEM對孔壁形貌進行了觀察,結果如圖21所示。
從圖21可見,普通螺旋銑孔時,CFRP材料出現了嚴重的層間分離現象,這將會大大降低材料的服役性能。而陀螺銑孔時,并未發現CFRP材料的層間分離現象。為了進一步研究普通螺旋銑和陀螺銑的孔壁形成過程,利用SEM 觀察了CFRP層孔底形貌,如圖22所示。
從圖22(a)可見,普通螺旋銑孔時,孔底主要由兩層CFRP構成,由于碳纖維材料在這兩層上呈90°,當上層材料被切削時,下層材料被剝離,造成分層。從圖22(b)可見,陀螺銑孔時,孔底由3層以上的材料構成,且每層材料均是受到刀具的剪切作用被去除,因此并未產生明顯的分層現象。圖23是孔底和孔壁交接部位的SEM照片。

圖19 孔入口部位(CFRP層)形貌Fig.19 Morphology of hole entrance(CFRP layer)

圖20 孔出口部位(Ti6Al4V層)形貌Fig.20 Morphology of hole outlet(Ti6Al4V layer)
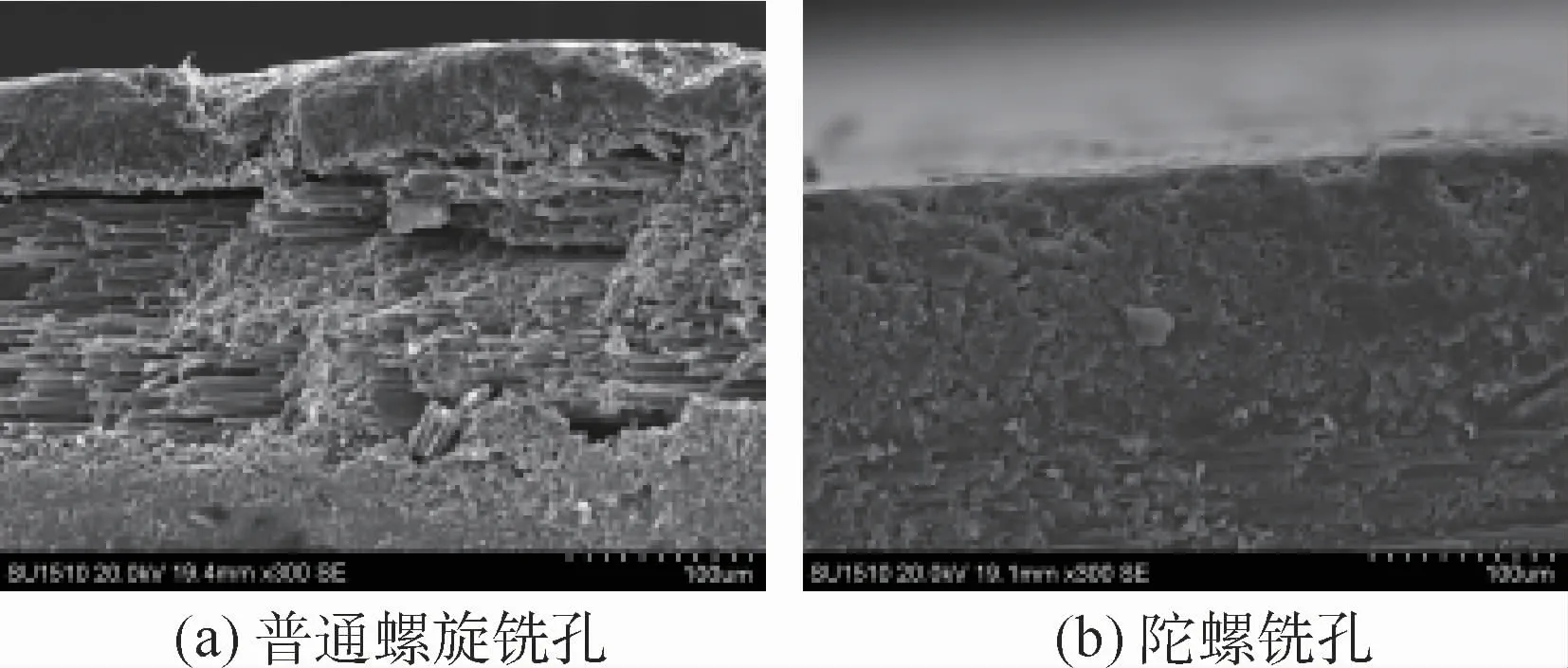
圖21 入口部位孔壁SEM照片Fig.21 SEM photographs of hole wall at entrance
從圖23(a)可見,普通螺旋銑孔時,在孔底和孔壁的交接部位(如圖23(a)的左下角)出現了明顯的材料剝離現象,這將對孔壁質量造成嚴重的影響。而圖23(b)中則沒有出現孔底材料的剝離現象,孔底和孔壁的過渡較為平整。圖24是CFRP層和Ti6Al4V層間孔壁SEM照片。
從圖24(a)可見,采用普通螺旋銑孔時,Ti6Al4V層上黏結了很多樹脂材料和破碎的碳纖維材料。這說明普通螺旋銑孔時在疊層之間產生的較高溫度使得部分CFRP板材樹脂基體熔化,黏結在了Ti6Al4V材料上。圖24(b)中鈦合金表面沒有樹脂材料和碳纖維材料的黏結。而且,在層間過渡部位CFRP材料的孔壁質量也明顯好于普通螺旋銑孔。

圖22 CFRP層孔底SEM照片Fig.22 SEM photographs of hole bottom of CFRP layer

圖23 CFRP材料層孔底側壁部位SEM照片Fig.23 SEM photographs of side wall of hole bottom of CFRPmaterial layer

圖24 CFRP層和Ti6Al4V層間孔壁SEM照片Fig.24 SEM photographs of interlayer hole wall of CFRP and Ti6Al4V
4 結 論
試驗研究了CFRP/鈦合金疊層構件陀螺銑孔過程中的軸向力、切削溫度的變化情況,并對孔壁表面粗糙度和制孔質量進行了分析與測試。結果表明:
1)在同樣的加工參數下,陀螺銑孔過程中的軸向力和切削溫度遠小于普通螺旋銑孔。且在2種材料的過渡部位,陀螺銑孔的軸向力平緩增大,避免了普通螺旋銑孔時的軸向力突變現象。
2)在CFRP層和疊層過渡部位,陀螺銑孔獲得的孔壁表面粗糙度均低于普通螺旋銑孔,在鈦合金層略高于普通螺旋銑孔。
3)對CFRP的孔壁表面形貌進行了SEM 分析,發現普通螺旋銑孔時入口處孔壁發生了明顯的分層、孔底出現了材料撕裂,陀螺銑孔則可獲得較高的孔壁質量。