合理調整SE設備,降低爆口煙支產生
2020-06-18 03:09:00
福建質量管理 2020年11期
(海南紅塔卷煙有限責任公司 海南 海口 571137)
中國卷煙歷史源遠流長,發展至今日,技術和品種日益成熟,同時伴隨而來的是卷煙市場上各路“英雄豪杰”的激烈競爭。紅塔集團作為中國卷煙的領頭人,肩負著增加國家稅收的重擔,也承受著其他卷煙集團的趕超壓力,因此,紅塔集團正在狠抓產品質量,努力提升市場形象,用“質”去占領“量”的市場。但在實際生產過程中,卻有不少缺陷卷煙產品流入市場,造成很大影響。而這些殘次品中,煙支缺陷常表現為煙支斷殘、爆口、夾膠、漏氣、水松紙泡皺、油污等。據統計數據顯示,2015年市場卷煙缺陷產品中,爆口煙支比重占13%⑵,為卷煙產品煙支缺陷種類中最高,因此,降低或消除爆口煙支出現可以有效控制卷煙產品中缺陷煙支的產生率,從而提高卷煙生產過程中產品合格率。
一、爆口煙支產生原因及危害性
卷煙生產過程中,煙支搭口明顯裂開或將煙支旋轉180度,搭口出現爆開的現象稱為煙支爆口。此類缺陷為煙支卷制過程中常易出現的現象,其產生原因主要有以下幾點:1.卷接機搭口上膠位置太低;2.布帶爛邊或運行不平穩,紙棍軸承損壞,影響卷煙紙上膠不均勻;3.卷接機卷煙紙搭口上膠噴嘴部位的膠塊沒有及時清潔;4.卷接機大壓板未鎖緊或安裝過高;5.電烙鐵與煙支接觸的位置不當或溫度太低;6.煙支漏氣檢測裝置靈敏度設置不當,影響出現漏剔;7.機臺操作人員的首檢及自檢工作沒有認真到位。
在上述7個主要原因中,原因1、3、5是最常造成煙支爆口,且極易讓操作人員在操作設備過程中被忽視,頻繁的停機啟動,讓已經發生爆口的煙支在慢速時跑到輸送通道,如果操作人員不及時將爆口煙支捧出,爆口煙支就將被包裝進入市場,造成嚴重質量事故。2015年7月份,市場反饋重慶卷煙廠生產的紅塔山(硬經典100)出現爆口煙支,為降低市場的不良影響,紅塔集團追回重慶卷煙廠生產的當批次400多大箱產品,直接經濟損失達一千多萬。
二、降低煙支爆口產生的措施及效果
煙支爆口主要出現在煙支搭口處,因此,卷煙紙的厚度也是影響煙支搭接是否良好的一個重要因素,目前公司生產的品牌中,卷煙紙厚度規格有40cu、50cu、60cu三種,厚度越厚,其搭接效果越差;海紅公司目前生產卷煙品牌中,硬盒煙所用卷煙紙厚度比軟盒煙所用卷煙紙厚,且在生產過程中,硬盒機生產時出現煙支爆口現象遠遠高于軟盒機,因此,考慮不同品牌卷煙紙規格差異,本文選用硬盒機B3機組(生產牌號穩定,爆口出現率高),盤紙厚度為50cu的云煙(紫)作為實驗調查對象,具體實施措施如下:
(一)檢查噴膠嘴是否有異物
設備生產運行中,時常出現煙支爆口,然后跑條停機,極易造成爆口煙支流入后續生產工序。這種現象主要因噴膠嘴中有雜質,堵住噴膠孔,使噴嘴供膠不連續,造成卷煙紙搭邊上膠不連續,形成爆口煙。為排除此種情況出現,要求B3卷接操作人員在設備啟動前,將噴膠控制開關旋向手動,用手握住噴膠連桿,手動旋轉2~3圈,觀察噴嘴流出乳膠的形態,是否夾有雜質,如果流出乳膠連續且未有異物出現,則可以復位慢速啟動設備;如果流出乳膠中夾有異物,應先處理噴嘴中異物之后再運行設備。當操作工在啟動設備時,手動檢查噴膠嘴噴膠情況不僅可以減少爆口煙支的出現,更可以讓操作人員發現噴嘴的異常情況,及時掌握設備狀態,避免出現同類故障盲目調整,降低生產效率。
(二)合理調整噴膠嘴位置及噴膠量
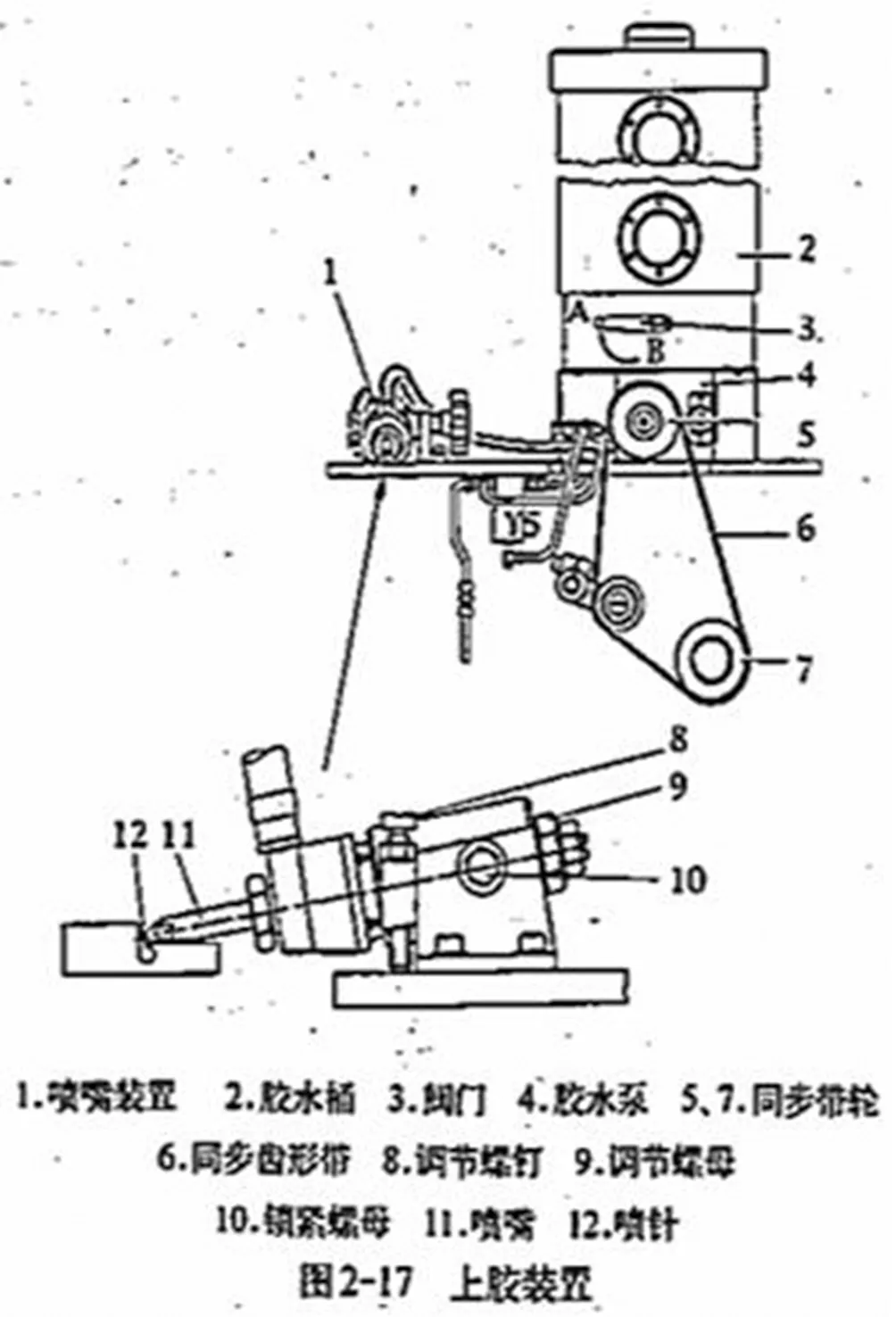
生產過程中,還常出現此種現象:噴膠嘴,卷煙紙位置,電烙鐵接觸位置及溫度都正常,但在運行過程中,慢速時一切正常,一旦加速,爆口煙支就連續出現但不造成停機,放慢速度又回復正常。此種故障現象常常讓操作人員抓耳撓腮,摸不著方向,且在調整過程中會忽視對爆口煙支的剔除,造成爆口煙支流入下道工序。這種情況是因為噴膠嘴位置和噴膠量調整不當引起的,因此,B3卷接機噴膠嘴調整時,如左圖所示:旋轉調節螺母9,將噴膠嘴向外頂,使卷煙紙與小壓板邊緣間隙為0.5mm即可,在旋轉調節螺釘8,使噴膠嘴在自然放下情況下與小壓板面之間間隙為0.5mm;然后調整噴針,手動旋轉出膠旋鈕,檢查噴膠量,使其在旋鈕旋轉一周,噴膠嘴滴出8—9滴膠水即可(1)。
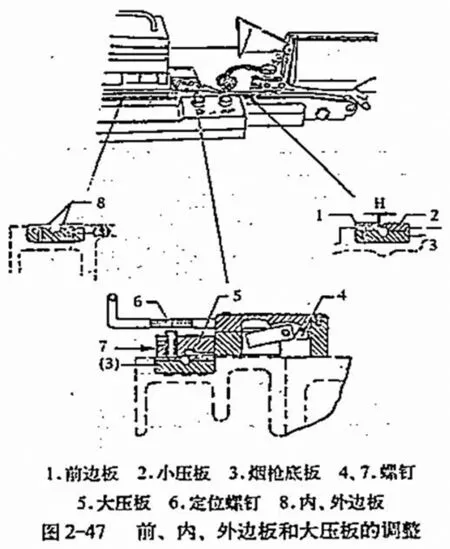
(三)大壓板調整
在生產過程中,大壓板位置過高同樣會引起煙支爆口,因此,大壓板的調整也不容忽視。調查過程中,B3卷接機大壓板的調整如圖2—47所示,大壓板5的圓弧槽應與煙槍底板3的圓弧相吻接。松開螺釘4和7,將定位螺釘6退出,在煙槍通道圓弧槽內放入直徑為煙支直徑+0.2mm的量棒,使大壓板圓弧槽與量棒貼合,然后擰緊螺釘4,擰入定位螺釘6,使其端部與煙槍底板3上端面稍微有點接觸,最后擰緊螺釘7。煙條的直徑可用定位螺釘6來調節,如要加大煙條直徑,則把定位螺釘6擰向“+”號,此時螺釘7應松開,如減小煙支直徑,則把定位螺釘6擰向“—”號(1)。
(四)合理調整烙鐵位置及溫度
噴膠量和噴膠嘴位置調整到位后,減少爆口煙支出現的最關鍵一個環節就是烙鐵溫度和位置,因此,適當調整烙鐵溫度,也可減少爆口煙支的出現。B3卷接機烙鐵調整時,首先將Φ7.8mm的量棒放入煙槍內,壓下前烙鐵,將烙鐵調整到與量棒同軸,再塞入0.2mm的塞尺,調節調整螺母,檢查前后間隙是否一致即可,第二烙鐵調整方法同前烙鐵相同(1)。烙鐵溫度默認值是280度,但在實際操作過程中,默認溫度并不能達到最佳效果,根據每臺設備的性能,烙鐵溫度調整幅度及大小都不盡相同,但是調整趨勢是一致的,原理就是根據不同牌號卷煙紙的厚度來調整烙鐵溫度。卷煙紙厚的情況將烙鐵溫度調高,卷煙紙薄的情況將烙鐵溫度降低,因為在設備運行過程中,如烙鐵溫度過高,會造成黃斑煙支過多的情況出現,如溫度太低,則會造成煙支爆口的情況出現。
(五)效果跟蹤
經過一個月的跟蹤調查,B3卷接機一直保持上述調整位置不變,爆口煙支得到降低,在包裝機下一工序當中抽查成品時沒有發現爆口煙支,效果明顯。
