紅外皮秒加工FPC覆蓋膜的工藝研究
2020-06-18 03:09:02
福建質量管理 2020年11期
關鍵詞:影響
(深圳技師學院 廣東 深圳 518000)
柔性線路板(FPC,Flexible Printed Circuit)以其重量輕、配線密度高、厚度薄等特點,被廣泛應用于電子產品中。FPC表面有一層樹酯薄膜,起到線路保護和阻焊等的作用,是FPC產品重要的組成部分,因其主要成分為聚酰亞氨(Polyimide,PI),故在該領域又被稱之為PI覆蓋膜,它是一種分子主鏈上含有酰亞胺環狀結構的耐高溫聚合物,在高溫下具有突出的介電性能、機械性能、耐輻射性能和耐磨性能等,被廣泛應用于航空、兵器、電子、電器等精密電子領域。
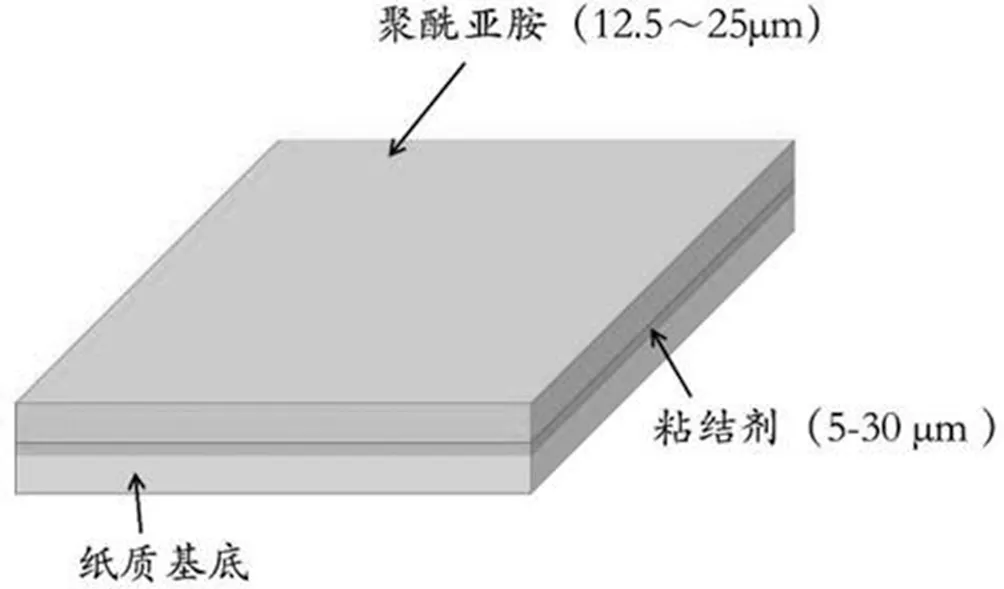
圖1 FPC覆蓋膜的結構
在FPC中,覆蓋膜的作用如下:
(1)保護銅箔不暴露在空氣中,避免銅箔的氧化;
(2)為后續的表面處理進行覆蓋,如不需要鍍金的區域用PI覆蓋起來;
(3)在后續的表面貼裝工序中,阻焊作用。
因此,在工業生產中要求對覆蓋膜相應的位置進行窗口切割,同時不同電子線路所要求的覆蓋膜切割窗口的尺寸和類型都不一樣。目前FPC覆蓋膜大批量生產所采用的工藝為傳統沖壓方法,該工藝存在精度低、耗費人力物力,且加工環境粉塵和噪音污染較大等問題。利用激光進行PI覆蓋膜切割,不僅切割精度高,還可省去高額的模具費用,產品合格率亦高,能夠大大降低生產成本,提高產品質量;激光采用的是無接觸式加工,如激光光源的選型以及工藝方法得當,則不會對加工材料造成如模切方式產生的拉伸變形、壓傷等損傷;因激光的聚焦光斑僅有幾十微米,能夠實現高密度線路和微孔的加工,這一優勢正迎合了電路設計的發展步伐,是PI覆蓋膜開窗最理想的加工工具。
激光切割材料有兩種實現方式,一種是光化學原理,利用激光單光子能量達到或超過材料化學鍵鍵能,通過打斷材料某些化學鍵來實現切割,紫外激光切割PI覆蓋膜則用的是這種原理。
另一種是光物理原理,即當一定能量的激光照射在材料上時,一部分激光光子會被材料分子吸收,材料分子吸收了激光光子,其能級將發生躍遷,稱之為分子運動。
而材料的分子運動將產生熱,即將吸收的光能轉化為熱能,當材料分子的熱能聚集達到其氣化閾值時,材料分子將脫離原來的位置,使分子鏈斷裂,最終將材料在激光吸收位置分割為兩個部分,從而實現激光對材料的切割。
1064nm紅外波長激光的單光子能量約1.2EV,小于大多數材料的化學鍵鍵能,因此紅外波長激光加工材料的機理一般為光物理原理。
本文利用1064nm紅外皮秒脈沖激光對FPC覆蓋膜進行燒蝕實驗,研究了工藝參數對覆蓋膜去除過程中的熱影響區的影響,得到最優的工藝參數。通過優化切割參數來提高切割質量,從而為皮秒激光切割覆蓋膜學術研究與工業應用提供參考。
實驗中采用的切割系統如圖2所示,系統采用美國光波公司的紅外皮秒激光器,通過三維掃描振鏡實現Z方向自動聚焦,使用負壓吸附覆蓋膜,實驗采用金相顯微鏡觀察熱影響區。
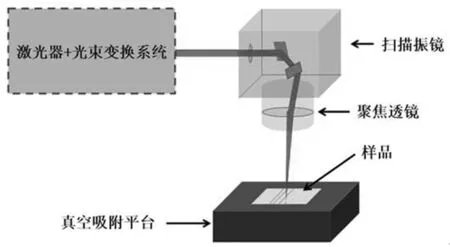
圖2 紅外皮秒激光切割機結構
切割系統使用的激光波長為1064nm,脈寬為7ps,最大平均功率為45W,重復頻率為60KHZ-1MHz,通過三維掃描振鏡聚焦后光斑直徑為50um,振鏡最高掃描速度為20m/s。
實驗方法如圖3所示,將FPC覆蓋膜置于激光焦平面上,分別研究平均功率、掃描速度、重復頻率對熱影響區的影響。

圖3 覆蓋膜切割示意圖
一、平均功率對切縫寬度的影響
圖4是當重復頻率為80KHz、掃描速度為200mm/s時,平均功率與切縫寬度的關系。由表1可以看出,當平均功率增加時,切縫寬度逐漸變大。由于在重復頻率、掃描速度不變時,隨著平均功率的增加,單脈沖能量也增大,達到材料燒蝕閾值的能量也更多,去除材料后剩余的能量也越多,導致能量的積累越多,使得熱損傷相應的增加,從而熱影響區增大。觀察切割后的覆蓋膜,發現本臺激光器的最低功率已經能將覆蓋膜切透,所以,選擇10%的功率進行切割即可。
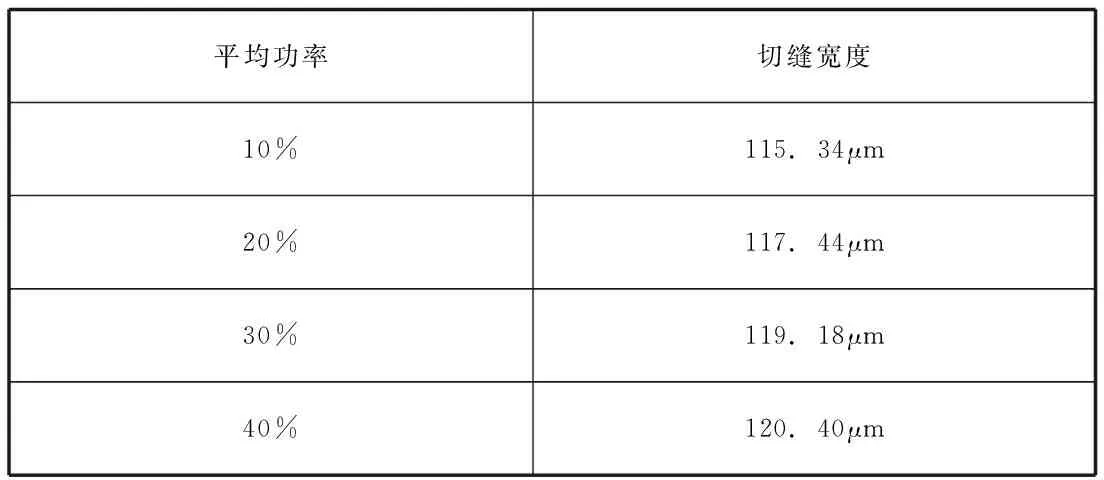
表1 切縫寬度跟平均功率的對應關系

圖4功率10% 重頻:80KHZ,速度:200mm/s
二、重復頻率對熱影響區的影響
圖5是平均功率為40w、掃描速度為250mm/s時,重復頻率與切割寬度的關系,在表2中,重復頻率為60KHz-360KHZ時切割寬度隨著重復頻率的變大先變大后變小。主要是因為在平均功率、掃描速度不變時,隨著頻率的增加,相鄰脈沖的時間越短,積累的熱量也越多,使得熱損傷相應的增加,從而熱影響區增大。當頻率增加到一定值時,隨著頻率增加,單脈沖能量減少,使得熱損傷減小。
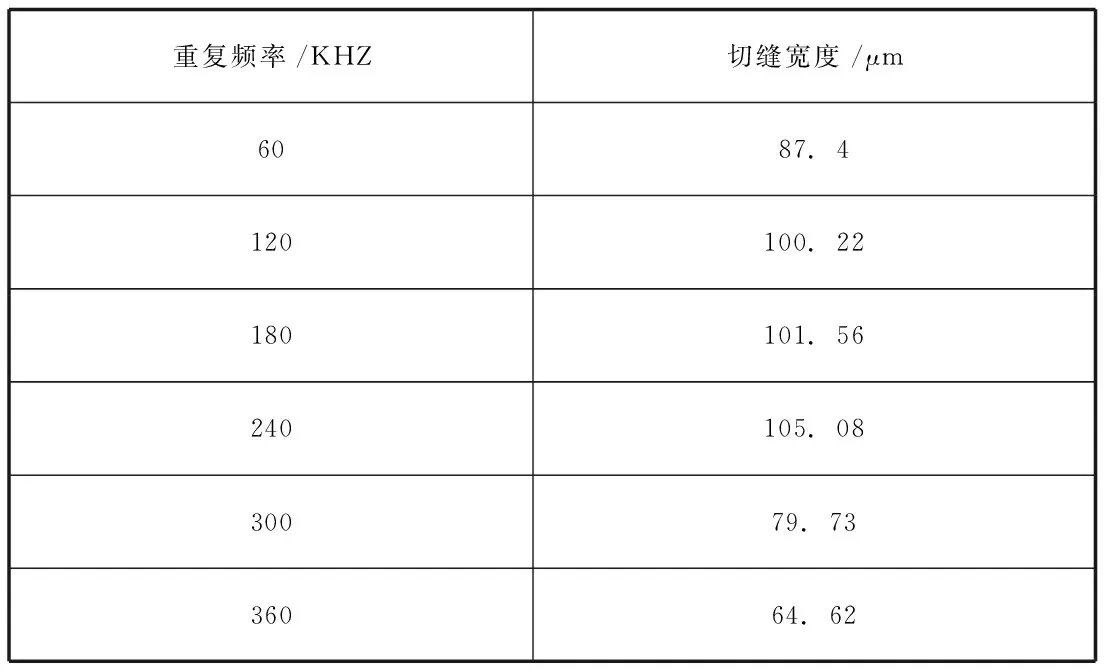
表2 切縫寬度跟重復頻率的對應關系

圖5功率40% 重頻:360KHZ,速度:250mm/s
三、掃描速度對熱影響區的影響
圖6是在平均功率為40%、重復頻率為120KHz時,掃描速度與切割寬度的關系。由表3可知,隨著掃描速度的增大,切割寬度變小,熱影響區減小。這主要是因為在掃描速度較低時,單位時間內獲得的能量大,在掃描過程中累積熱量多,導致嚴重的熱損傷,表現出熱影響區由表3可知,當掃描速度為350mm/s時,此時熱影響區最小。
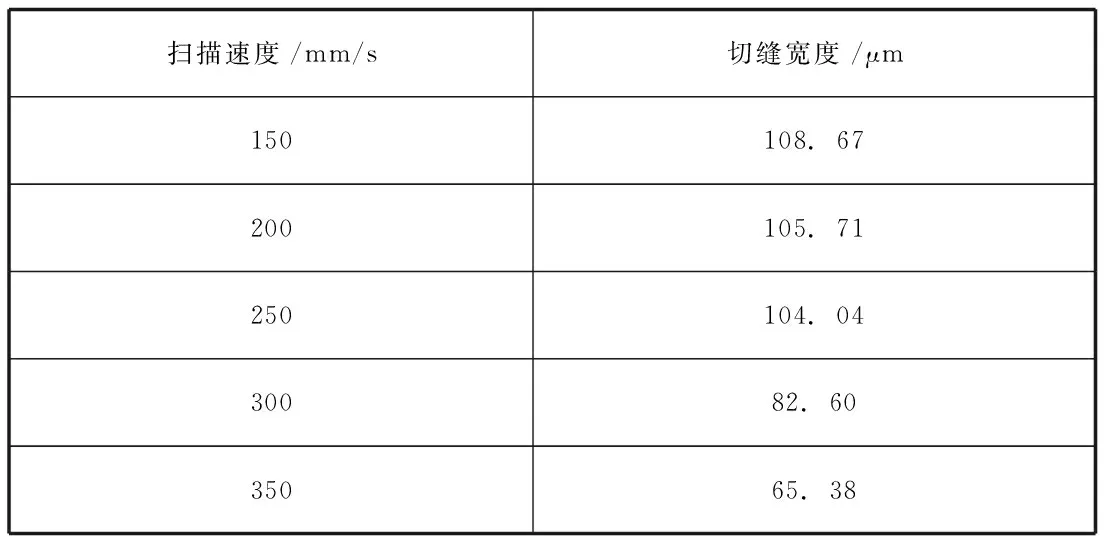
表3 切縫寬度跟掃描速度的對應關系

圖6功率40% 重頻:120KHZ,速度:350mm/s
結論
(1)皮秒激光切割覆蓋膜時,隨著平均功率的增加,熱影響區逐漸增大;
(2)重復頻率為360KHz時,熱影響區最小,熱影響區隨著重復頻率的增加先增大后減小;
(3)熱影響區隨著掃描速度的增大逐漸減小,當掃描速度為350mm/s時,熱影響區達到最小值;
(4)優化后的工藝參數為平均功率4.5w、重復頻率360KHz、掃描速度350mm/s。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經濟·中國直銷(2016年3期)2016-02-27 16:15:49
現代檢驗醫學雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學低年級版)(2011年3期)2011-01-01 00:00:00
