基于物聯網技術的智能黑板擦
2020-06-18 03:09:04
福建質量管理 2020年11期
關鍵詞:單片機
(華北水利水電大學電力學院 河南 鄭州 450000)
黑板擦廣泛使用于諸多領域,但平時使用的人工黑板擦費時費力、粉塵飛揚、危害使用者的身體健康。為解決以上問題,本文設計了智能黑板擦。該設計可自動擦除粉筆痕跡,省時省力,同時降低了粉塵飄散對使用者身體健康的危害。
一、系統的總體設計
本文設計的是由直流電動機驅動的履帶式黑板擦,電機電樞電壓經整流器變壓整流、PWM直流降壓斬波電路調制后,控制電機轉速;采用藍牙模塊將無線終端與單片機控制系統無線連接,實現無線終端控制繼電器的功能,利用反轉電路控制電機正反轉,經傳動裝置控制黑板擦的移動,通過超聲波測距模塊反饋黑板擦的位置,工作異常時及時制動。總體設計系統框架如圖1所示。
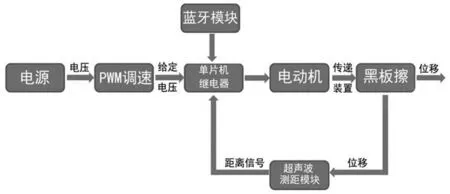
圖1 系統總體設計圖
二、系統的機械設計
(一)傳動裝置機械設計。傳動裝置由齒輪、傳動軸、軸承、鏈條和鏈輪組成。智能黑板擦由直流電動機提供動力,齒輪與鏈輪焊接于傳動軸,鏈輪咬合焊接于黑板擦的鏈條,完成電動機與黑板擦之間的動力傳輸。
(二)黑板擦結構設計。黑板擦由擦除材料、儲粉盒、靜電吸附裝置、毛刷組成。工作時,黑板擦的擦除面豎直工作,黑板上的粉塵豎直掉落于黑板擦下方的儲粉盒中;黑板擦背部的靜電吸附裝置,更好地清除履帶上殘留的粉塵,保證了后續的擦除效果;裝置周圍安裝密集毛刷,確保工作時產生的粉塵封閉于裝置之內,減少粉塵擴散。
三、系統的電路設計
系統控制電路由PWM直流降壓斬波電路、單片機、藍牙模塊、超聲波測距模塊以及繼電器組成。
(一)PWM調速裝置的設計。電樞電流為I,電樞電路總電阻為R,每極磁通為Φ,電動機參數為Ke時直流電動機的穩態轉速為:
直流電動機的調速方法有改變勵磁磁通、改變電樞回路電阻以及改變電樞電壓三種。本裝置利用PWM技術產生占空比可調的方波,控制直流斬波降壓電路的輸出電壓。
調速原理計算如下:電壓變化周期為T,一個周期內高電平持續時間為t1,低電平持續時間為t2時占空比D為:
總電壓為U0時,電樞電壓平均值U為:
U=DU0
(二)單片機。本裝置的控制系統以單片機作為控制核心調整黑板擦的工作狀態,工作時,單片機運行相關程序,根據藍牙模塊接收的信息和超聲波模塊反饋的黑板擦運動情況,共同調整黑板擦的工作狀態。
(三)繼電器模塊。單片機額定輸出電壓、電流有限,不足以控制大功率的電機,且內部芯片易在電機起動時受損,利用繼電器將控制電路與主電路分開。
(四)超聲波測距模塊。單片機利用聲音傳播速度和超聲波測距模塊反饋信號時間差,計算出黑板擦到前方障礙物的距離。其具體工作過程如下所示:1.模塊工作,單片機給模塊Trig引腳一個高電平信號,模塊觸發,發送8個方波,單片機開始計時并自動檢測返回信號。本單片機采用12M晶振,每過12個方波計數1。則計數器每計數一次,相當于時間
2.當超聲波碰到障礙物后信號返回,通過ECHO引腳返回單片機一個高電平中斷,停止計數,并將十六位二進制數轉換為十進制數,
T1=TH0×256+TL0
由
得出黑板擦與邊界的距離S,單位:厘米。
3.當所得距離S臨近黑板擦長度或零,即代表黑板擦離邊界距離過近,繼電器斷開,黑板擦停止運動。
(五)控制電路工作過程。單片機接收藍牙信號,控制繼電器;超聲波測距模塊作為反饋環節,時刻反饋黑板擦的位置信息,在黑板擦即將接觸障礙物或者即將到達邊界時,給單片機反饋信號,單片機響應中斷,黑板擦工作停止。
主電路由變壓整流電路、PWM直流降壓斬波電路、繼電器、直流永磁電機組成。電機電壓由變壓整流電路、PWM直流降壓斬波電路共同調節,實現對黑板擦的調速。兩個繼電器的通斷改變電機電樞電壓方向實現調向。
(六)系統部件的選取。根據智能黑板擦需求的功能選擇以下電子器件。1.給定裝置:藍牙模塊(BT08B),射頻通信,低功耗,工作電壓為DC3.6~6V。2.控制器:單片機(STM89C51),進行運算處理,工作電壓5V。3.執行機構:繼電器,主控電路分離,系統更加安全,穩定,工作電壓5V。4.被控對象:(1)直流電機,額定電壓12V,額定電流5A,功率35W,轉速200r/min;(2)黑板擦。5.反饋環節:超聲波測距模塊(US-100),給控制器反饋黑板擦位置信息,異常時及時制動,工作電壓為DC2.4~5.5V。
四、結束語
本文設計了一種擁有擦除粉塵、收集粉塵、調速、無線智能控制功能的智能黑板擦。藍牙模塊、單片機、繼電器組成無線控制系統,超聲波測距模塊作為反饋環節。黑板擦采用履帶式結構,提高工作效率。履帶背后的靜電吸附裝置和外殼上的吸塵裝置保證了工作的質量,避免粉塵外漏造成環境污染。
猜你喜歡
電子制作(2019年13期)2020-01-14 03:15:28
電子制作(2019年15期)2019-08-27 01:12:10
電子制作(2019年11期)2019-07-04 00:34:48
電子制作(2019年9期)2019-05-30 09:42:02
電子制作(2018年12期)2018-08-01 00:48:04
電子制作(2017年9期)2017-04-17 03:00:53
電子制作(2017年19期)2017-02-02 07:08:27
電子制作(2016年21期)2016-05-17 03:52:51
電子設計工程(2015年15期)2015-02-27 12:07:30
電子設計工程(2015年8期)2015-02-27 12:05:36
