聚乙烯管道電熔接頭相控陣檢測
2020-06-19 08:52:12王家航
中國新技術新產(chǎn)品 2020年6期
關鍵詞:檢測
班 峰 王家航
(山東濟華燃氣有限公司,山東 濟南 250013)
0 前言
在聚乙烯管道中的電熔接頭中存在的金屬絲信號會直接影響超聲檢測結果,因為金屬絲就在熔合區(qū)的上方,所以一旦熔合區(qū)出現(xiàn)問題就會直接遮住部分入射超聲波。并且熔合區(qū)故障聲程和金屬絲的反射回波的聲程非常接近,這也會導致金屬絲聚乙烯界面不斷重復反射回波,進而降低檢測結果精度,導致無法準確檢測聚乙烯電熔接頭。因此,必須在檢測過程中進行特殊信號處理,通常用超聲聚焦等技術對信號進行處理,從而確保檢測結果的精準度。
1 檢測原理
1.1 相控陣超聲探頭
超聲相控陣檢測技術,在檢測過程中主要是借助電子控制系統(tǒng)換能器陣列中的各個陣元,根據(jù)相應的延遲時間來接收與發(fā)出超聲波,進而實時控制超聲波束在各個陣元件當中的聚焦與偏轉來完成材料無損檢測的一種檢測方式。相控陣可以效仿100種以上的斜聚焦探頭工作,完成動態(tài)聚焦與電子掃描,不需要進行探頭機械運動,檢測速度非常快,將探頭放在一個位置能夠將被檢測物體的完整圖像進行展示,完成自動檢查,同時還可以對形狀復雜的物體進行檢測,較傳統(tǒng)超聲檢測方法有了明顯的提高。
1.2 相控陣偏轉
在對聚乙烯管道電熔接頭進行檢測過程中利用控制探頭晶片的延時就可以轉變波束的偏轉角度。波束偏轉在控制時具有3點特征。1)運用一種探頭能夠從多個角度進行檢測。2)采用一維陣列過程中,只能在一個平面上加強對波束的控制。3)能夠按照不對稱的聚焦檢測法。相控陣的波束在偏轉過程中和每個晶片的陣元數(shù)與寬度都有直接的聯(lián)系,通過使用帶角度的楔塊就能夠轉變相控陣偏轉的角度范圍[1]。
1.3 相控陣聚焦
在對聚乙烯管道中電熔接頭進行檢測的過程中,使用探頭晶片的延時控制可以把波束能量聚焦在工件的某一點,進而可以清楚地體現(xiàn)出那一點處的結構信息。波束聚焦具有4點特征。1)通過改變晶片的延時檢測法,就可以將波束聚集在工件的各個部位。2)在采用一維陣列過程中,只能將波束控制在一個平面上。3)波束聚焦在使用過程中需要遵循對稱的延時法則。4)波束不能在近場區(qū)之外聚焦。
1.4 聚焦形式
動態(tài)深度聚焦、扇形聚焦、深度聚焦、線性環(huán)形聚焦以及靜態(tài)聚焦都屬于相控陣的聚焦方式。想要形成波束的多種多樣的聚焦方法,就需要設計探頭的偏轉角度與楔塊的偏移方向足夠精準,才可以使波束精準地照射在工件上需要檢測的位置[2]。
1.5 線性掃查
線性掃查指的是在不同時段產(chǎn)生不同組的晶片,進而逐漸構成電子掃查。線性掃查還可以稱之為E掃查與電子掃查。通過高頻電脈沖多路進行傳輸,根據(jù)相同的聚焦律與延時律激發(fā)同一組晶片,聲束就會按照恒定角度沿著相控陣探頭長度的方向展開掃描。聚乙烯電熔套筒經(jīng)常使用線性掃查。
1.6 扇形掃查
扇形掃查是通過使用探頭的波束偏轉進行控制。由于每個晶片觸發(fā)的時間存在差別,進而就會出現(xiàn)不同角度的波束偏移。扇形掃查還可以稱之為S掃查。通過陣列中同一種鏡片發(fā)射出來的聲束,可以將某一種聚焦深度控制在掃描范圍中進行移動,對于其他不同的聚焦深度,可以拓展其掃查范圍,扇形掃查區(qū)的大小同樣能夠發(fā)生改變。
2 正常焊接圖像
電熔接頭中的電阻絲在正常焊接的情況下能夠整齊地排列,不會出現(xiàn)明顯的錯位情況。電熔套筒內壁和管材外壁會混合成為一體,熔合面不存在孔洞與間隙[3]。超聲圖可以良好地展現(xiàn)出接頭內容中的具體狀況,除了電阻絲之外,還可以清楚地顯示出內、外冷汗區(qū)頁面和管材當中壁面的圖像信號,在對成像進行掃描時,一根金屬絲不能構成整個影像,而是由上到下,從強度變弱的一串影像,圖1為正常焊接成像。
根據(jù)超聲波理論對以上情況進行深入分析,電熔接頭當中的金屬可以當作是一種反射率的長橫孔,長橫孔的反射面是柱面,當超聲波發(fā)射到柱面時,其反射出的波可以當作從焦軸發(fā)出的柱面波,然后傳輸?shù)教筋^,產(chǎn)生第一處金屬絲影像,超聲波通過聚乙烯金屬絲界面之后,構成透射波,在界面中透射波會出現(xiàn)反射與透射,反射的超聲波還可以重新返回到金屬絲當中,從上一個界面中還可以一次構成反射與投射,透射波傳輸?shù)教筋^,構成第二種金屬絲影像,在不全面考量界面的聚焦和發(fā)散效應時,第二處金屬絲影像的回波聲壓和第一處回波聲壓之間的比值經(jīng)過重復往返,就會構成很多次金屬絲聚乙烯界面的反射回波,然后傳輸?shù)教筋^,構成第三、第四等一串金屬絲影像,直到回波聲壓太小不能出現(xiàn)影像。
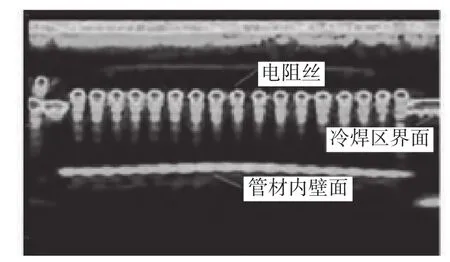
圖1 焊接超聲圖像
3 典型缺項圖像
經(jīng)過金屬絲形成的圖像,包括金屬絲的錯位、排列狀況。金屬絲和特征線之間的距離,能夠間接地體現(xiàn)出電熔接頭的焊接狀況,合理地判斷接頭是不是具有過焊、冷焊等問題。由于超聲波在聚乙烯金屬絲界面沒有形成透射波,從而使金屬絲只有一處影像,金屬絲上表面存在氣隙時,第一次反射形成的信號強度大于界面無氣隙時的信號強度,如圖2 所示。

圖2 氣隙反射圖像
3.1 金屬絲上表面存在氣隙
如果在金屬絲表層出現(xiàn)氣隙時,就好比非均勻介質當中的薄層,因為超聲波在聚乙烯金屬絲界面不能構成透射波,所以金屬絲僅能現(xiàn)實一種影像,金屬絲上表層如果出現(xiàn)氣隙時,第一次反射構成的信號強度高于界面沒有氣隙時的信號強度,按照顏色進行表示。
3.2 冷焊
冷焊在聚乙烯管道接頭中的危險率最高,同時還是當前無損檢測方法中很難找到問題的一種情況。在對電熔焊接接頭進行檢測的過程中,聚乙烯電熔接頭當中包括一條特征線,電阻絲和特征線兩者之間的距離和冷焊程度具有鮮明的對應聯(lián)系。
在研究過程中將型號為DN90與PE80的電熔接頭作為案例,在不同焊接熱量的狀況下,比較金屬絲和特征線的距離,利用軟件能夠檢測出金屬絲和特征線之間的距離,檢測的金屬絲和特征線的距離和輸入的焊接熱量具有相似的線性關系,根據(jù)經(jīng)驗公式計算出的冷焊程度和實際數(shù)值的偏差低于5%,精準度可以滿足工程使用的要求。
3.3 過焊
如果電熔接頭輸入熱量的時間太長就會導致過焊,和虛焊具有相同的性質,過焊不能夠在熔合面上表現(xiàn)出問題,但是如果在過焊時熔接區(qū)受到熱量太多,就會導致熔接區(qū)大多數(shù)的聚乙烯在高溫情況下表現(xiàn)出熔體狀,使聚乙烯熔體出現(xiàn)流動的情況,再加上熔區(qū)當中的壓力不穩(wěn)定,導致電阻絲出現(xiàn)位置偏移,所以憑借金屬絲的錯位狀況能夠合理地判斷電熔接頭是否出現(xiàn)過焊現(xiàn)象。除此之外,與冷焊相同,過焊同樣能夠使用金屬絲與特征線距離進行表示。
3.4 承插不到位
焊接時管材插入管件位置沒有達到焊接前的畫線位置,即插入位置不到位,這樣一部分電阻線不與管材接觸而裸露在空氣中,導致焊接時裸露的電熱絲通電后受熱不均而出現(xiàn)冒煙甚至短路現(xiàn)象,造成焊接失敗。
3.5 單側熔漿外冒
現(xiàn)場檢測時發(fā)現(xiàn)有電熔套筒出現(xiàn)單側熔漿外冒情況,屬于局部過熔現(xiàn)象,后經(jīng)過破壞性實驗驗證,脆性剝離超過1/3熔合面,不合格。可能造成原因為3點。1)刮削不勻,套筒空隙不均導致。2)管材不圓度影響。3)焊接時未使用夾具,受力不勻導致。
4 結論
超聲相控陣技術對聚乙烯管道電熔接頭的檢測取得了良好的效果,對焊頭部位的缺陷如金屬絲表面存在氣隙、冷焊、過焊、承插不到位、單側熔漿外冒均能清晰的表現(xiàn)出來。在此基礎上,山東科捷工程檢測有限公司與山東濟華燃氣有限公司進行合作,對濟華部分聚乙烯管道電熔接頭進行了檢測,通過破壞性實驗做對比,發(fā)現(xiàn)超聲波相控陣檢測對聚乙烯管道電熔接頭有較高的檢出率,取得了良好的效果。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
中學生數(shù)理化·七年級數(shù)學人教版(2019年9期)2019-11-25 07:34:36
中學生數(shù)理化·七年級數(shù)學人教版(2019年9期)2019-11-25 07:34:34
中學生數(shù)理化·七年級數(shù)學人教版(2019年12期)2019-05-21 02:53:50
中學生數(shù)理化·七年級數(shù)學人教版(2019年12期)2019-05-21 02:53:48