液壓支架焊接坡口角度減小的優勢研究
2020-06-19 08:52:02畢研石
中國新技術新產品 2020年6期
畢研石
(中煤北京煤礦機械有限責任公司,北京 102400)
煤機行業是重型機械行業,液壓支架在井下采煤扮演著重要角色,主要作用是有效支撐和控制采煤工作面,防止塌方事故的發生。因此液壓支架的工作阻力要求非常大,同時為了降低液壓支架的重量和提高結構強度,保證液壓支架工作阻力滿足礦井生產需求,在焊接材料上多采用高強鋼進行焊接。隨著高強鋼的不斷應用,綜合考慮液壓支架的生產效率、加工成本、結構強度等方面因素,液壓支架的焊接工藝要進行科學的調整。目前在液壓支架結構件生產加工過程中影響焊接性能的主要標準就焊縫質量[1],然而焊接坡口的形式、角度大小等因素又是影響焊縫質量的關鍵因素。所以在液壓支架生產過程中,優化和改進焊接坡口對提高工作效率、改善焊接質量、降低生產成本都顯得尤其重要。
現階段液壓支架的焊接主要分為2種形式,即角焊縫[2]和坡口焊接,支架的結構多為箱體結構,接頭類型多為T型接頭[3],所以對于受力較大的位置多采用坡口填平再以角焊縫的形式來進行焊接。坡口的設計在整個液壓支架的結構中起著舉足輕重的作用[4],坡口較小時,成型系數隨著熱輸入量的增大而減小,易產生熱裂紋,是非常嚴重的焊接缺陷。坡口較大時,焊縫的成型系數增大,但是坡口底部的熔深減小,焊接的工作量增大,焊后的焊接接頭處的殘余應力也會增加,應力的集中會對結構件的整體產生破壞性的影響。因此,坡口的接頭性能是減小坡口角度最優先的考慮的因素,坡口的正確選擇對焊接的效率、生產成本都有著重大的影響[5]。基于此,該文針對液壓支架蓋板和貼板“V”形坡口角度減小優勢進行分析。
1 坡口的定義及作用
1.1 坡口的定義
在進行焊接作業時,要根據設計和工藝要求,在焊件的待焊部位加工成一定的幾何形狀和尺寸的溝槽,叫坡口。
1.2 坡口的作用
坡口主要有3個作用。1)使熱源(電弧或火焰)能夠到達焊縫根部,保證焊縫根部位置能夠焊透。2)便于操作和清理焊渣。3)調整焊縫成型系數,獲得較好的焊縫成型。調節基本金屬與填充金屬比例。
2 坡口的設計原則和選擇原則
2.1 坡口的設計原則
坡口的設計要注意3個原則。1)要經濟實用。在滿足強度要求的前提下,要選擇合理的接頭和坡口,減少焊材的填充量,提高焊接效率。2)要容易加工。設計焊接坡口時,要在滿足焊接要求的前提下,優先選擇易于加工的坡口,例如“V”形坡口和“X”形坡口。其他類型的坡口相對比較難加工。3)要避免缺陷。要盡量選擇合適的坡口形式,合理控制坡口的大小,以避免出現焊接缺陷。例如坡口角度過大,會導致焊接熱輸入量增大,焊件容易變形,再例如坡口鈍邊過高,會導致不能完全熔透焊接部位。
2.2 坡口的選擇原則
為了獲得高質量的焊接接頭,應選擇適當的坡口形式。坡口的選擇主要取決于母材厚度、焊接方法和工藝要求。選擇坡口要遵循4個要求進行選擇。1)坡口的形式和大小要合理,焊接時盡量減少金屬填充量。2)根據焊接需要,選擇合適的坡口形狀,要易于加工生產。3)有利于電焊工進行焊接操作和利于清渣。4)焊后應力和變形要盡可能小。
3 坡口角度和形式
坡口主要是為了保證工件的焊接量,增大焊接熔深,提高焊縫截面的有效厚度,保證能夠焊透焊件的根部,從而保證焊接接頭的質量。坡口的形式分為:“V”形坡口、帶鈍邊單邊“V”形坡口、“I”形坡口、雙“V”形坡口、“Y”形坡口、雙“Y”形坡口等。液壓支架上采用的坡口多為帶鈍邊的“V”形坡口,坡口角度多為45°,有時對接坡口的角度還會達90°左右。
液壓支架結構件上采用的焊接形式通常為多層多道焊接。由于要考慮生產成本、加工效率、焊接質量和工藝要求等,該文研究的液壓支架蓋板和貼板焊接坡口一般采用“V”形坡口,角度一般為45°。采用不同坡口角度時,具體的焊接情況如圖1、圖2所示。
具體有4個焊接要求。1)當坡口為20×45°時,焊接層道為4層10道。2)當坡口為20×40°時,焊接層道為4層10道。3)當坡口為20×35°時,焊接層道為3層6道。4)當坡口為20×30°時,焊接層道為3層6道。
CRSwNP呈現高度異質性特征,臨床表型通常無法洞察疾病本質,而內在型是建立在細胞、分子和免疫機制基礎上的分型,也就是CRSwNP的發病機制。然而,內在型非常復雜,目前研究尚不透徹,通過CRS內在型的探索,可能找到特異性個體病情發展的關鍵因素,即某些特定的生物學分子標識物,以這些標志物為靶標可實現臨床上對于CRSwNP個性化的精準治療[15,17]。
4 焊接坡口減小的效率提高分析
液壓支架蓋板和貼板坡口焊接時,一般都是“V”形坡口,角度為45°。從上述坡口作用、坡口設計原則和選擇原則可知,為了降低成本、滿足需求,坡口大小應合適,要盡量減小填充金屬量。所以在實際生產過程中,液壓支架蓋板和貼板的坡口角度是可以適當減小。隨著坡口角度的減小,焊縫的熔敷金屬也適當減小,其多層多道焊的數量也會減少。當焊接坡口的角度減小到30°時,進行坡口填平的情況下,焊縫的橫截面積減小了42.5%,多層多道焊的道數可減少3~4道,工作效率可提升近1倍。具體效率對比,見表1。
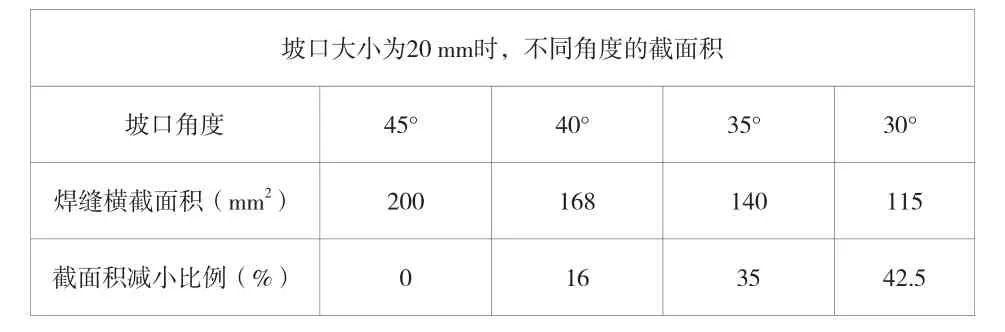
表1 坡口角度減小時焊縫截面積減少比例

圖1 蓋板坡口焊接示意圖

圖2 貼板坡口焊接示意圖
5 坡口減小對焊接強度的影響
5.1 液壓支架焊接形式
液壓支架上的結構件大多為箱體結構,焊接量非常大,所采用的焊接方式多為MAG焊(熔化極氣體保護電弧焊),是采用勻速輸送可熔化的焊絲與工件接觸發生短路,產生電弧來作為熱源迅速熔化焊絲和母材金屬,形成焊縫和熔池的焊接方法。MAG焊有穩定的焊接過程,成型也比較美觀。采用的保護氣體為氬氣和二氧化碳的混合氣體。在焊接過程中使用的焊絲規格多為Φ1.2mm和Φ1.6mm,由于其可以保證焊絲的干伸長,所以在坡口適當減小的情況下也可以很好地保證熔敷率和熔深。
5.2 坡口減小對焊接強度的影響
焊接坡口大小影響著焊接熔深,而焊接熔深是保證焊接強度重要因素之一。在強度方面,如果為蓋板進行坡口焊接,如圖3所示,可見適當減小坡口角度時,鈍邊L不變,保證了坡口的有效深度,不影響焊接熔深。因為影響熔深的直接原因是當焊絲與工件接觸時,發生短路,形成電弧,使焊絲和母材發生熔化。與埋弧焊不同,液壓支架焊接中常用的為Φ1.2 mm和Φ1.6 mm焊絲,焊接時干伸長可達20 mm~25 mm,焊絲的端部可以與坡口的根部接觸,使焊絲在工件的一側發生熔化,不會發生離根部距離較大的情況,因此可以有效地保證熔深。由于焊縫的薄弱位置是熱影響區,焊縫的抗拉強度大于熱影響區的抗拉強度,加大坡口僅增加了工作量,無法增加坡口焊接時的有效深度,所以對焊縫的強度沒有較大影響。而將坡口角度減小后工作量減少了30%~40%,極大地提升了生產效率。如果為貼板進行坡口焊接,如圖4所示,坡口角度減小,深度20保持不變,只是改變頓邊L的大小,但是坡口的有效深度不變。同理,蓋板的坡口焊接與貼板類似,坡口角度減小后工作量也減少了約30%~40%,但是對于焊縫強度沒有多大影響。

圖3 蓋板坡口角度變化
6 坡口減小對焊接應力和變形的影響
6.1 焊接應力和變形
焊接過程是一個先局部加熱,然后再冷卻的過程。焊件在焊接時產生的變形稱為熱變形,焊件冷卻后產生的變形稱為焊接殘余變形,這時焊件中的應力稱為焊接殘余應力。焊接應力包括沿焊縫長度方向的縱向焊接應力、垂直于焊縫長度方向的橫向焊接應力和沿厚度方向的焊接應力。
6.2 坡口減小對焊接應力的影響
對于一些構件截面厚大、焊接節點復雜、拘束度大、鋼材強度級別高以及使用條件惡劣的重要結構,要注意焊接應力的控制。對于焊接應力的控制措施有很多,但是與焊接坡口相關的只有一條,那就是盡量減小焊縫尺寸。焊接內應力是由局部加熱循環而引起的,為此,在滿足設計要求的條件下,不應增加焊縫尺寸和層高,要轉變焊縫越大越安全的觀念。所以控制焊接應力的主要措施就是合理選擇坡口,當坡口角度減小,焊縫尺寸也會隨之減小。所以,焊接坡口的減小有利于控制焊接應力。
6.3 坡口減小對焊接變形的影響
焊接變形與焊縫截面積、焊接熱輸入、焊接方法、焊接接頭形式、焊接層數等均有關系。但是與焊接坡口大小相關的影響因素就是焊縫截面積。焊縫截面積是指熔合線范圍內的金屬面積。焊縫面積越大,冷卻時收縮引起的塑性變形量越大,焊縫面積對縱向、橫向及角變形的影響趨勢是一致的,因此,在板厚相同時,坡口尺寸越大,收縮變形越大。同時,由于焊接坡口選擇不合適,導致焊接變形概率增加。當出現焊接變形后需要進行矯正,焊接變形的矯正費時費工,所以減小焊接坡口角度可以有效控制焊接變形。
7 坡口減小對焊縫外觀質量的影響
7.1 對坡口自身質量的影響
目前,坡口的加工方法主要有機械剪邊、刨邊等加工方式以及碳弧氣刨、氣體切割等方式。一般情況下,液壓支架坡口的加工形式多為氧氣丙烷的氣體切割。坡口加工時使用坡口機進行切割,當坡口角度較大,則坡口橫截面積增大,導致坡口切割量越大,此時無法保證坡口的平面度和切割質量。在進行大坡口切割時,坡口表面易形成火焰切割所產生的溝槽,溝槽內部的氧化物在焊接時易形成氣孔、夾渣等焊接缺陷。而減小坡口角度可以減小坡口橫截面積,減小下料時的切割量,進而降低表面溝槽和氧化物,在節約氣體消耗的同時提升了坡口的切割質量。
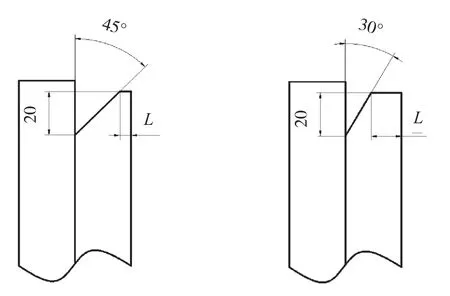
圖4 貼板坡口角度變化
7.2 對焊縫外觀質量的影響
8 對于節約成本的分析
8.1 對于降低電量的分析
通常液壓支架焊接采用MAG焊,焊絲選用Φ1.2 mm規格的情況較多,焊接電流為290 A~350 A,焊接電壓在30 V~40 V,一般電焊機的功率為42 kVA、36 kVA和30 kVA等。就按照一臺電焊機功率30 kVA,選取功率因素為0.8,則電焊機的有功功率為30×0.8=24 kW。如果電焊機的暫載率為75%,每臺電焊機每臺工作16 h,每日耗電量約為24×75%×16=288 kWh。如果坡口角度減小,焊接層道減少4道,每日電能節省約為115 kWh。
8.2 焊絲消耗量的減少
當焊接坡口從45°減小到35°時,焊接時焊縫層道減少,焊縫截面積就會減少42.5%。將會大大減少焊縫的填充量,減少焊絲的消耗。
8.3 對混合氣、氧氣、丙烷氣體的降低分析
當坡口角度減小時,多層多道焊減少,焊絲的填充量也減少,在焊接過程中混合氣的消耗量也會大大降低。同樣在坡口加工過程中,由于坡口角度的減小,坡口的截面積就會減小,坡口的切割量就會降低,用于切割坡口的氧氣、丙烷氣體就會減少。
8.4 對時效要求降低的分析
當坡口角度減小時進行焊接,焊后的金屬填充量減少,焊接殘余應力較小。在時效去應力方面可以適當降低去應力溫度或者時間,有效降低了時效去應力的費用和時間。
9 焊接坡口角度減小的優勢總結
9.1 提高坡口質量
坡口角度減小,坡口橫截面積減小,坡口加工時的切割量減小。坡口表面由于火焰切割所產生的溝槽以及內部的氧化物隨之減少,降低了焊接氣孔、夾渣等焊接缺陷,提高了坡口自身的質量。
9.2 提升焊縫外觀質量
坡口角度減小,蓋面焊縫層道減少,也適當減小了焊縫寬度。在實際焊接過程中由于焊接產生的飛濺和藥皮等也會減少,從而減小焊縫缺陷發生的概率,使得結構件的焊道質量更加可靠。
9.3 提高焊接效率
在保證強度的前提下,多層多道焊接的焊道數量明顯減少,例如上文提到的20×45°坡口相比于20×35°坡口,焊接的層道減少了1層4道,隨著坡口角度的減小,焊縫的截面積減小,熔深保持不變,可節約30%~40%的焊絲量,使得焊接效率得到很大提升。
9.4 降低生產成本
由于減小了坡口角度,就會減少在焊接過程中的金屬填充量,同時減少了多層多道焊,所以電能消耗、焊絲消耗、混合氣消耗都會隨之降低。另外由于坡口角度減小,坡口截面積減小,所以切割量減小,氧氣和丙烷的消耗就會降低。同時,由于減小焊接坡口后應力的減小,也減少時效溫度和時間,降低成本。
9.5 降低焊接應力
結構件的焊接應力是破壞焊道的原因之一,焊接量越大,結構件內部產生的應力也越大,所以結構件在焊后往往需要進行時效處理,防止焊道產生裂紋。而適當地減小坡口后,焊接量減少,有效降低焊接應力。
9.6 降低焊接變形
減小焊接坡口大小,焊縫截面積就會減小,降低焊接金屬填充量,焊縫冷卻時收縮引起的塑性變形量隨之降低,同時降低了焊接變形的矯正工時工費。
9.7 降低在勞動強度
隨著坡口的減小,焊接量是大幅降低,電焊工的勞動強度也隨之降低。
10 結語
根據該文對液壓支架蓋板以及貼板“V”形坡口角度減小的研究,在一般的焊接工藝和質量控制要求下,坡口的角度適當減小是非常可行和高效的。在不影響焊縫強度的情況下,可以有效地降低工作量和工作強度,對坡口的質量、焊縫的外觀質量、焊接效率、節約焊材、節約能源消耗、降低焊接應力和變形等方面都有較大的提升。
猜你喜歡
保健醫苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
模具制造(2019年3期)2019-06-06 02:10:54
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36