淺談船舶軸系的安裝與校中
2020-06-29 07:35:28趙曉東
中國科技縱橫 2020年4期
趙曉東
摘 要:船舶軸系是船舶動力裝置中重要組成部分之一。其作用是將主機發出的功率傳遞給螺旋槳;并將螺旋槳產生的推力通過軸系和推力軸承傳遞給船體,進而推動船舶前進或后退。軸系的組成主要包括:推力軸、中間軸、尾軸及各軸承,尾軸管及密封裝置等。海船的軸系重量大,長度長,對軸系的制造、校中與安裝有較高的技術要求,本文通過理論知識和船廠的實踐并選擇實例對軸系安裝、校中等進行分析。
關鍵詞:船舶;軸系鏜孔;安裝;校中
0引言
船舶軸系是船舶推進裝置中的核心組成部分之一。在船舶建造、修理過程中,軸系的安裝、校中極為重要,其質量的好壞將導致船舶推進系統能否正常運行,甚至影響到船舶航行的安全性與可靠性,因此對軸系的安裝、校中尤其重要。
1 實船案例概況
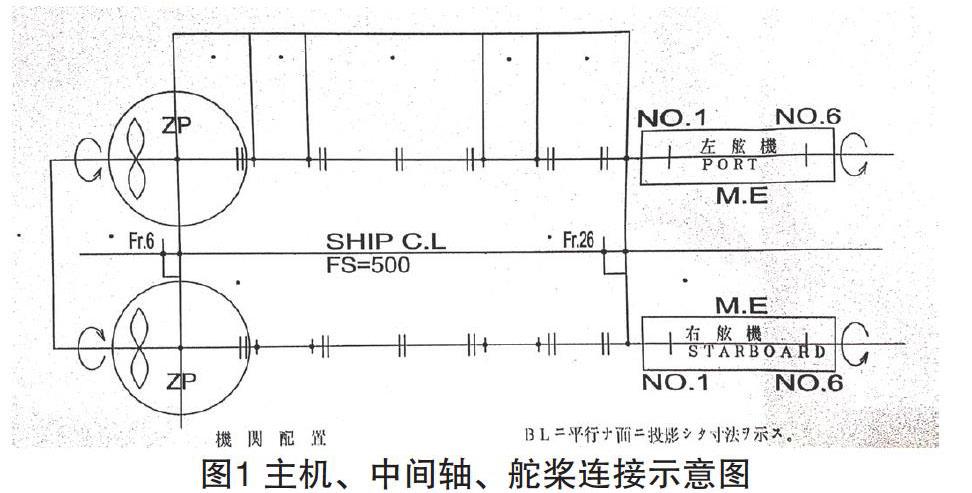
本文以3676KW拖輪為例,概述了船舶軸系的安裝、校中技術等。
該船軸系的布置如下(如圖1):本船采用雙機雙軸系設計,機艙在船舶中部,發動機與尾軸之間以中間軸連接。此軸系裝置中,尾軸、中間軸及主機曲軸之間用法蘭聯軸節連成一體。中間軸有兩個滑動軸承支撐,尾軸裝于尾軸管中。尾軸管的前端固定在橫艙壁上,尾部固定在船體尾柱孔中。該船采用新瀉ZP全回轉式舵槳。
2 軸系的安裝與校中
在拖輪建造過程中,軸系的安裝工作步驟如下:首先是在造船船體中確定其軸系和舵系的中心線位置(俗稱軸、舵系拉線),然后進行軸系的鏜孔作業,對相關零部件的加工和車間裝配,然后是在船臺現場對軸系及附件的安裝和配對,最后進行軸系校中和裝配。
2.1 軸、舵系拉線
進行軸、舵系拉線工作的前提是:造船進度已經推進到船體大合攏結束之后,船體在船臺上的各支撐良好可靠;在船舶軸、舵系布置區域內,主甲板以下的焊接和矯正工作已結束,船上所有沖擊性和振動性的作業施工已停止;船體的各輔助拉攀與支撐也已拆除;所有的艙室及油水柜都已經經焊縫檢驗及水密實驗合格;施工和質檢人員熟悉有關軸技術文件和工藝,并準備好各種施工工具和測量工具。
拉線工作分粗拉線、精拉線兩步。粗拉線的步驟如下:
(1)拉線前,在艉管通過的船體橫肋板上開拉線孔,根據拉線中心線開孔。在前壁和后壁開孔分別設復板,船上安裝。
(2)實船復核尾軸長度,數據提供至內場確定尾管長度。按圖紙整體焊接尾管,并精加工至規定尺寸,環縫焊結合處須經預熱焊接后保溫2小時,焊后做無損探傷和水壓試驗。
(3)將尾管自尾向首穿入,穿裝軸轂至圖紙要求位置,依次安裝后軸轂及支架、中間軸轂及支架,利用找正工具根據拉線鋼線現場支撐,校正并焊接。
(4)根據主機及減速齒輪箱安裝圖,依次確定齒輪箱和主機固定墊片位置,經交驗合格后方可焊接。
(5)確定中間軸長度,沿軸線測量舵槳中心點至主機軸端的實際長度,根據軸系布置圖和尾管裝置總圖,計算出實際長度與理論長度的差值,計算出中間軸的實際長度,經檢驗員認可提供給內場加工。
精拉線時,舵系拉線與軸系拉線同步進行,技術要求相同。該船舵系與軸系在#0距基線1800毫米相交并互相垂直,軸系與舵系的中心線相交度應不大于2毫米,兩線垂直度不大于0.5毫米。
2.2 軸系零件的加工
整船的軸系加工,是通過對尾軸、中間推力軸、聯軸器等各零部件分別進行精確加工,然后用鉸配螺栓把各部件連接組裝而完成的。
所有軸系鑄件在加工前均應檢驗合格,并按圖紙及相關工藝加工到位,檢驗合格。最后,按船臺實測提供的數據對中間軸的尺寸進行加工,兩端法蘭分別與液壓聯軸器和齒輪箱輸出法蘭同鉸螺孔,并按照實測數據配置鉸孔螺栓。
通常在尾軸工作軸頸處采用紅裝工藝,將銅套安裝在尾軸軸頸上,這不僅可以防止海水腐蝕尾軸,延長其使用壽命,在后期使用中還可以對磨損的銅套進行車床加工,或局部拆換。對于尾軸的非工作軸頸處,也需包環氧樹脂,以防止海水腐蝕。
研配螺旋槳錐孔,是在車間將螺旋槳軸架起,以軸尾端的椎體為基準,研配螺旋槳孔,使二者的結合面達到規范要求,經過反復研配并檢測合格后,做好二者之間的標記,等待裝船。
2.3 軸系的安裝和配對
2.3.1尾軸管及其附件的安裝
主機安裝完成后,根據主機的位置找出軸系中心線,用激光光靶找出導流罩的中心,從而確定軸系中心線,據此中心線安裝導流罩。
尾軸管裝船前,檢查清理確保內部的干凈光滑。在尾軸管吊裝到達安裝位置時,在其前端裝上前密封,在法蘭上安裝墊片,并涂抹密封膠,再將尾軸管用手拉葫蘆調平之后進行安裝到位,安裝螺栓只是用來預緊定位,切記不可過緊。
尾管裝置中設有油潤滑(或水潤滑)的尾軸密封裝置。本船安裝的是油潤滑的金屬環式密封裝置,其首部密封的作用是封油,使其不漏入船內,尾部密封則擔負著封水和封油的雙重任務。此密封裝置的制造及安裝精度較高,待尾軸安裝完畢后,須進行油壓試驗,泵油壓力為軸系中心線至船舶重載水線間距離的1.5倍水壓(一般不大于0.1MPa),保持壓力五分鐘不應有滑油滲漏。
2.3.2軸系及其附件的安裝
將軸系的各分段及附件運至船臺現場安裝,首先將軸轂內的雜質等清吹干凈。先逐一安裝軸承座,再采取冷裝法安裝軸承,裝好軸承壓蓋。從尾端向首端穿裝尾軸,軸承與軸徑接觸部分涂油以減少摩擦。
尾軸穿好后,安裝前密封裝置。再安裝中間軸及尾軸的各液壓聯軸器及防護罩。
2.3.3軸系的配對
所謂軸系配對,就是指將軸系的各軸段置于同一直線上,檢測并矯正其同軸度符合要求,然后鉸鏜法蘭上的螺栓孔,并配置相應的螺栓、固緊等一系列工作的總稱。這項工作的關鍵,就是對法蘭螺栓孔的鉆鉸和螺栓的配置,以及軸的對接工藝。
軸的對接和配對工藝流程為:
(1)在兩軸法蘭連接處裝入臨時螺栓,用塞尺檢查法蘭結合面及兩法蘭外圓平齊度,兩組數值均在允許范圍內,則認為兩法蘭基本同心。
(2)在法蘭結合處和一條軸的中間位置分別安裝百分表,轉動軸系以檢查兩軸的法蘭結合處偏移量(即曲折值)是否在允許范圍內,則認為兩軸同軸度符合要求。如曲折值超標,則必須刮削法蘭面來消除曲折,并重新裝配檢測。
(3)對接工作完成后,可進行鉸孔工作。此時,保持全部臨時螺栓上緊狀態,先拆去其中1至3個臨時螺栓,分步鉸孔作業[1]。
(4)每一組螺栓、螺孔鉸配完成后,分別進行裝配,換掉臨時螺栓。
2.4 軸系的校中
船舶軸系在運轉中承受著復雜的應力和負荷,為了保證軸系長期安全可靠的運轉,首先是在設計時要保證軸系具有足夠的強度及剛度,其次在軸系安裝時也要保證各軸段合理的位置、狀態,使軸系各段內的應力及各軸承上的負荷均處在合理范圍內。除此以外,軸系校中質量的好壞,也起著至關重要的作用。所謂軸系校中,是指按一定的要求和方法,將軸系敷設成某種狀態,其全部軸承上的負荷及各軸段內的應力數值都處在允許范圍內,從而保證軸系安全性和可靠性。
按照原理,可以將軸系校中劃分為三類:(1)按直線校中原理校中:A按法蘭上嚴格規定的偏中值校中;B按法蘭上計算允許偏中值校中;C用光學儀器校中;D用樣軸校中。(2)按軸承上允許負荷,用測力計校中。(3)按軸承上合理負荷進行校中。
在本船建造過程中,軸系采用直線校中原理進行校中,按法蘭上嚴格規定的偏中值校中。
軸系校中工作,應在船體密封性試驗及軸系安裝驗收合格后,停止船上敲擊和強烈震動的作業,停止移動船上的重大設備并均衡壓載,并在無日光直接照射的情況下才能進行。船舶下水前對軸系進行臨時固定,待下水后,使船體在自由漂浮狀態下,調整船舶為正浮狀態,使螺旋槳葉不露出水面,拆除軸系設備的臨時固定裝置,脫開主機齒輪箱的所有外接管路的接口,再進行軸系的校中工作。
首先,檢測機艙后壁到液壓聯軸節的距離,確認其值應與下水前一致。從船尾向船首依次進行軸系校中:校正液壓聯軸器法蘭,再校正齒輪箱輸出法蘭與主機飛輪。即以艉軸系為基準校正齒輪箱,再以齒輪為基準校正主機。對于已經與液壓聯軸節安裝成一體的尾軸自由放置在尾管內,會因受重力影響中段下垂,在進行校中時要注意檢查并排除撓度影響。
然后,對于中間軸,在兩端距法蘭端面1/5處設置臨時支撐定位,然后采用直尺法找正[1],調整中間臨時支撐的位置,使尾軸與中間軸法蘭滿足規范要求[2]。
最后,對軸系各軸段的聯軸器和法蘭,以及中間軸承、齒輪箱和主機的安裝底座依次進行安裝固定。
3 結語
近幾年,世界各國的造船技術取得了日新月異的發展,同時在海船向大型化、無人化方向的發展過程中,對船舶軸系的制造加工、安裝調試也提出了更高要求,我們在造船工藝改進的道路上還有很長的路要走。在今后的造船實踐和理論研究中,我將繼續努力進取,不斷改進工藝和嘗試更多研究,為我國造船和海運事業的發展出力獻策!
參考文獻
[1] 許寶森.船舶動力裝置與安裝[M].北京:人民交通出版社,2007.
[2] 姚壽廣.船舶動力裝置[M].北京:北京國防工業出版社,2006.
猜你喜歡
艦船科學技術(2022年14期)2022-09-22 03:07:40
艦船科學技術(2022年2期)2022-03-29 01:12:44
小哥白尼(趣味科學)(2019年10期)2020-01-18 09:16:22
船舶標準化工程師(2019年4期)2019-07-24 07:21:12
中國船檢(2017年3期)2017-05-18 11:33:09
中國科技博覽(2016年19期)2016-10-19 11:48:32
科技視界(2016年21期)2016-10-17 16:27:45
科學與財富(2016年28期)2016-10-14 23:13:11
科學與財富(2016年28期)2016-10-14 22:24:44
科學與財富(2016年28期)2016-10-14 18:56:48
