氫氧發動機C/SiC 復合材料噴管延伸段設計研究
2020-07-02 09:43:34王朝暉王曉麗
載人航天 2020年3期
楊 巖,王朝暉,李 偉,王 松,王曉麗,謝 恒
(1. 北京航天動力研究所,北京100076; 2. 國防科技大學,長沙410073)
1 引言
載人登月及深空探測對上面級氫氧發動機比沖提出了更高的要求。 為提高發動機比沖,必須采用大面積比噴管,但同時會使結構增重,導致發動機推質比下降。 因此,對于先進上面級發動機在增大噴管面積比的同時,需使用耐高溫性能更好和密度更低的噴管材料。
連續碳纖維增韌炭基體(C/C)復合材料和陶瓷基體復合材料(C/SiC)具有耐高溫、抗燒蝕、比強度和比模量高、低密度(1.7 ~2.1 g/cm3,密度僅為金屬材料的20%左右)等優點,正逐步取代傳統金屬材料,成為輕質化結構和防熱結構的主要材料。 對于氫氧發動機大面積比噴管,采用復合材料可使噴管重量大大降低,同時省去了復雜的冷卻結構和冷卻用介質,可同步提高發動機比沖和推質比。
美國RL10B-2 發動機采用大尺寸可延伸C/C 復合材料噴管,從上到下分為A/B/C 三段,A段與推力室連接固定,B/C 段在飛行過程中展開,展開后噴管面積比高達285,出口直徑高達2136 mm,真空比沖466 s,目前已成功通過多次飛行試驗考核[1]。 Vinci 發動機作為另一款先進低溫上面級發動機,同樣采用了大尺寸復合材料噴管方案,與RL10B-2 發動機相同,采用了三段式可延伸噴管,區別在于其A 段采用C/SiC 復合材料替代C/C 復合材料,已通過鑒定級熱試車考核。 近年來,應用于Ariane 6 火箭的Vinci 發動機簡化為兩段噴管,去掉了延伸機構和延伸段噴管,雖然比沖性能略有下降,但結構可靠性大大提高[2-3]。 目前,采用大面積比復合材料噴管已成為先進上面級發動機的標志之一。
國內復合材料噴管主要應用于固體火箭發動機、軌姿控發動機和超燃沖壓發動機上[4-6]。 2018年底,遠征三號上面級5 kN 發動機使用C/SiC 復合材料噴管延伸段成功實現首飛,但其出口直徑僅600 mm。 基于常規火箭上面級發動機的大尺寸輕質C/SiC 復合材料噴管尚未得到工程應用[7-8]。 本文基于某上面級氫氧發動機,對噴管延伸段進行改進優化,旨在提高發動機推質比,提高發動機任務適應性。
2 噴管設計方案
2.1 面積比選擇
根據熱力計算結果,某氫氧發動機噴管延伸段不同面積比處的燃氣溫度如圖1 所示。 從圖中可以看出,面積比20、30、40 處的燃氣溫度分別為1883 K、1717 K、1604 K。 受限于C/SiC 復合材料高溫抗氧化燒蝕性能,入口面積比不宜過小,否則噴管入口法蘭處熱環境過于惡劣,可能引起燒蝕進而影響噴管強度[9]。 但同時入口面積比越小,對發動機的減重效果越明顯。 綜合考慮C/SiC 復合材料耐高溫性能及重量因素,噴管入口面積比取為30;考慮現有高空模擬試車條件,噴管出口面積比取為80。
2.2 型面方案
在傳統的發動機噴管型面設計上,主要采用最大推力噴管型面,使發動機的推力、性能達到最優。
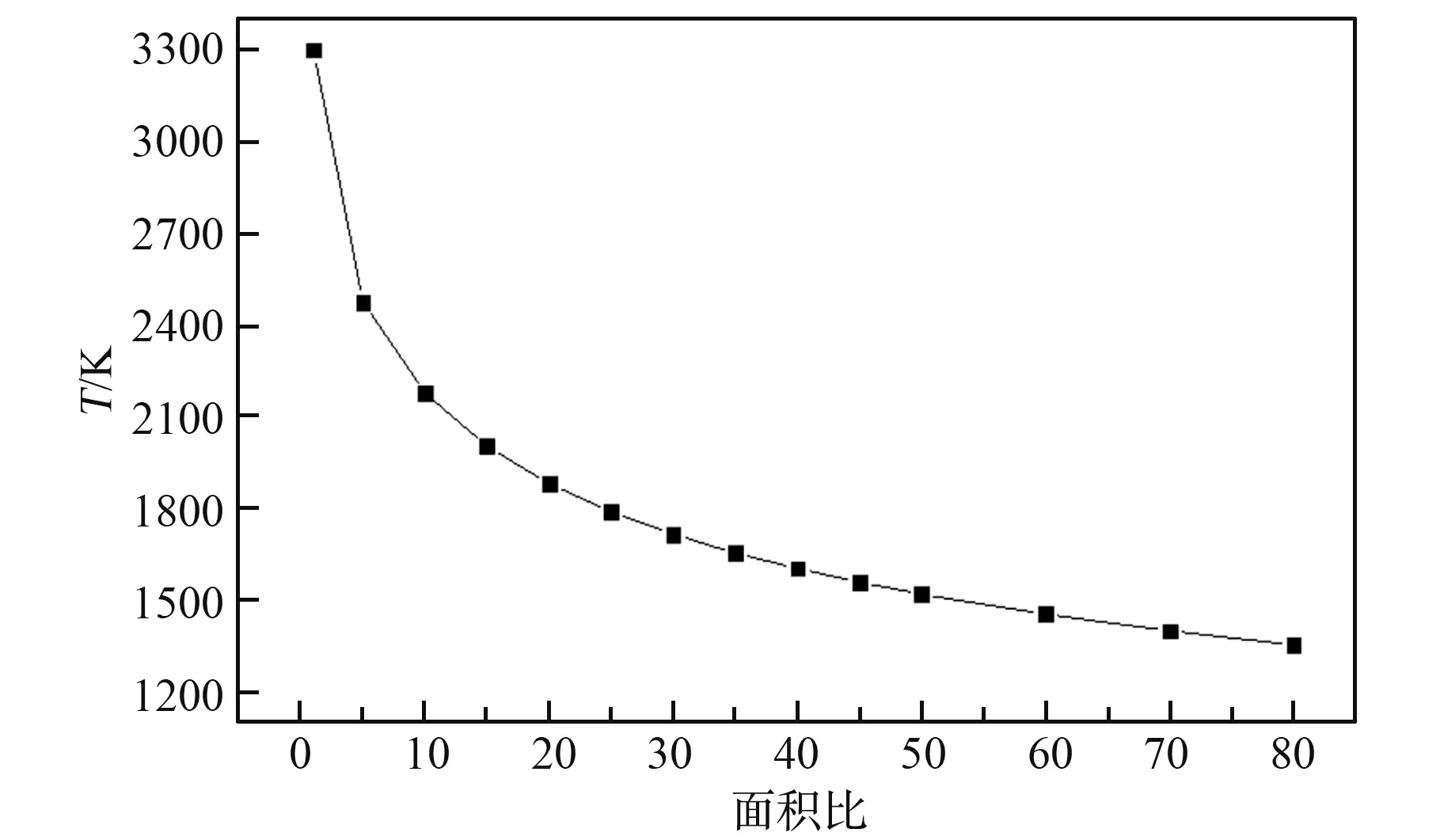
圖1 不同面積比處的燃氣溫度Fig.1 Gas temperature in location of different area ratio
由于該發動機推力室出口面積比僅為7,因此在面積比7~30 之間設計了管束排放冷卻段噴管,采用液氫進行排放冷卻,排放的氫氣對下游的C/SiC 復合材料噴管進行氣膜冷卻。 該段型面仍沿用原最大推力型面。
對于面積比30~80 的C/SiC 復合材料噴管,考慮型面連續性及氣膜冷卻對噴管效率的影響,對該段噴管型面進行了優化,具體做法為:
1) 考慮氣膜冷卻氫的加入,在原最大推力無量綱型面的基礎上,考慮燃氣總流量增加,得到該段噴管原始型面;
2) 考慮氣膜冷卻集合器高度,由管束冷卻段出口直徑加上集合器高度數值,得到C/SiC 復合材料噴管入口直徑,出口則按照面積比80 對應位置確定。
2.3 總體方案
噴管小端與上游管束冷卻段采用法蘭連接,為使預制體成型方便,法蘭對接面與母線垂直。為避免切斷碳纖維,密封面未設計密封槽,利用螺栓預緊力實現密封。 為保證小端連接強度,對噴管小端進行增厚處理,中間段均勻過渡,為避免噴管整體模態過低,在噴管大端通過局部增厚設置環向加強箍。 噴管整體結構示意圖見圖2。
3 噴管生產工藝
3.1 生產工藝流程
C/SiC 復合材料噴管制備工藝流程主要包括芯模成型、預制體成型、纖維預處理、復合、機械加工等。

圖2 C/SiC 噴管結構示意圖Fig.2 Structure diagram of C/SiC nozzle
目前國內外碳纖維預制體成型技術主要包括一維纏繞成型、三維編織成型以及三維針刺成型等技術方案。 一維纏繞成型方案的不足在于所得材料的層間結合強度弱,在發動機燃氣的熱力沖擊載荷作用下,極易發生分層破壞;三維編織成型所得材料強度高,整體性強,但對于大尺寸噴管延伸段而言,其周期長,效率低,成本高;三維針刺成型技術克服了一維纏繞成型層間結合強度弱及三維編織工藝復雜等缺點,但存在最小壁厚的限制,目前國內技術水平成型最小壁厚在4 mm 左右,減重效果不突出。
為進一步實現C/SiC 復合材料噴管輕質化,突出其減重效果,本文中的C/SiC 復合材料噴管預制體成型時采用特殊的偽三維縫合技術,該工藝能有效解決復合材料噴管延伸段三維編織成型工作量大、針刺成型加工難度大等問題,實現復合材料噴管內外表面凈成型,產品最小壁厚可以控制到1.5 mm,相比RL10B-2 發動機復合材料噴管的最小壁厚2.3 mm,產品減重效果更突出。 采用該預制體成型方案的遠征三號上面級發動機噴管已成功通過飛行試驗考核[8]。 致密化工藝則選用液相先驅體浸漬裂解法(PIP 法)。 產品生產過程及各工序產品如圖3 所示。
3.2 力學性能測試
由于復合材料可設計性強,預制體成型以及致密化工藝方案等均對材料力學性能數據有直接影響。 為研究工藝方法對材料力學性能的影響,為后續產品結構模態分析提供支撐,在C/SiC 噴管生產過程中,采用同樣工藝方法生產了隨爐試樣,分別在常溫和1800 K下對隨爐試樣的力學性能進行測試(圖4)。
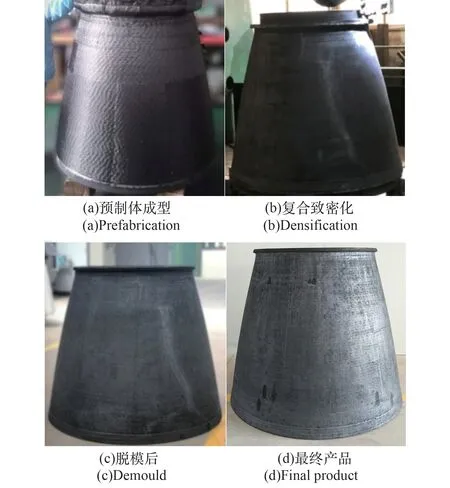
圖3 C/SiC 噴管中間產品Fig.3 Mid-products of C/SiC nozzle
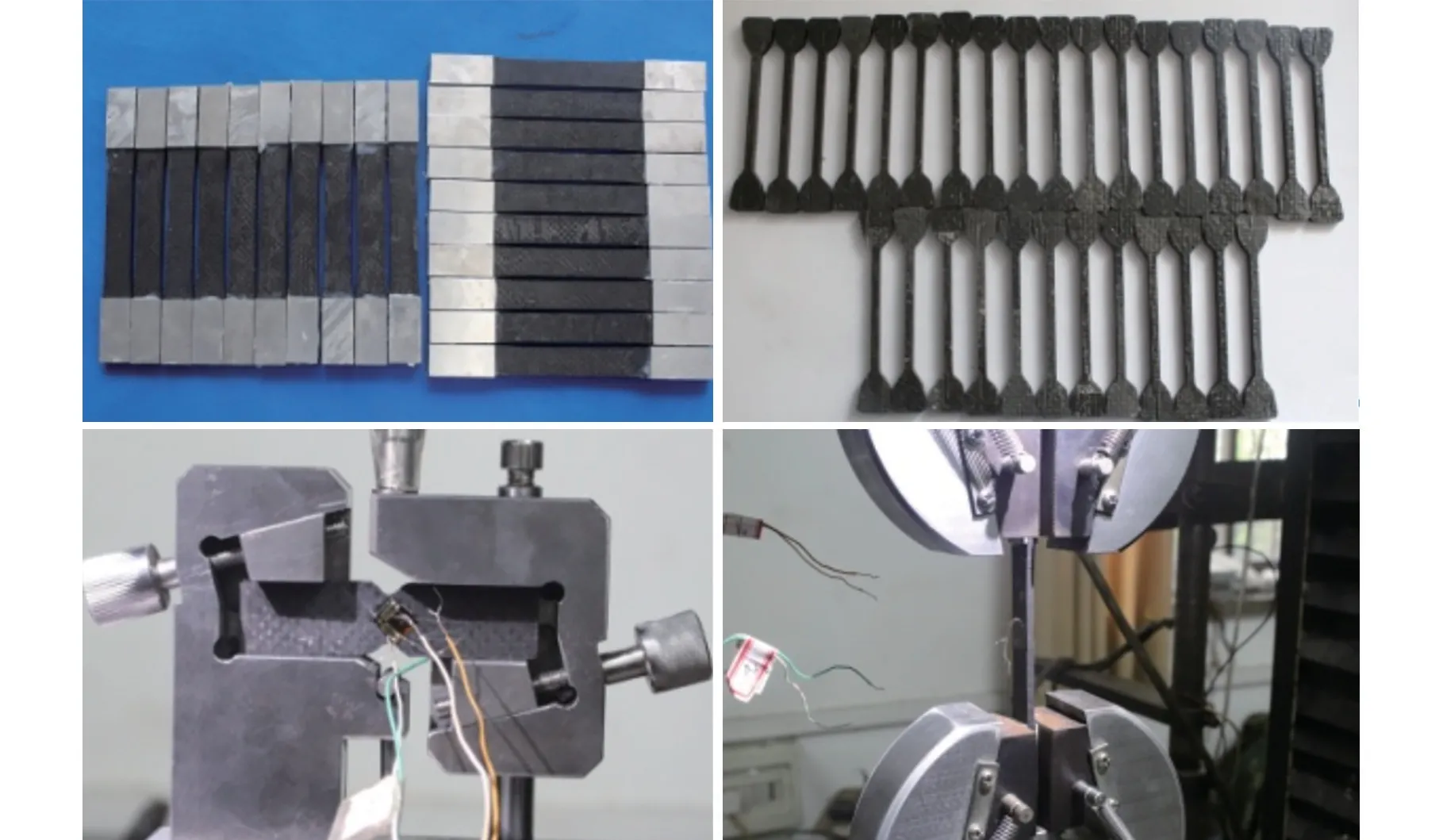
圖4 力學性能測試Fig.4 Test of mechanical properties
常溫力學性能實測值與文獻[10]中復合材料力學性能對比如表1 所示,從表中可以看出:采用偽三維縫合工藝和液相先驅體浸漬裂解生產得到的C/SiC 復合材料彎曲強度和拉伸強度分別為398 MPa 和201 MPa,對應彈性模量分別為66 GPa和70 GPa。 相比文獻中數據,復合材料力學性能得到明顯提高。
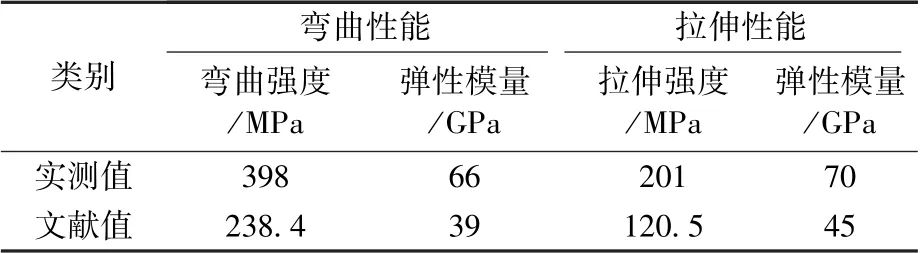
表1 力學性能測試結果Table 1 Results of mechanical property test
4 噴管模態分析
火箭發射和飛行過程中,振動環境極為惡劣。最典型的是長征二號F 捆綁式運載火箭箭體結構縱向振動和液體管路輸送系統的耦合振動(POGO),其模態頻率約為8 Hz[11]。 為避免發動機噴管延伸段結構模態與箭體模態發生耦合共振,在發動機噴管延伸段結構設計時必須對其動力學特性進行充分校核。
通常大尺寸薄壁結構件模態頻率較低,本文設計的C/SiC 復合材料噴管質量僅為18 kg,出口直徑約1060 mm,大端最薄處僅1.5 mm,其動力學穩定性問題更為突出。 為研究其在工作過程中的動力學穩定性,利用有限元分析軟件對設計的C/SiC 復合材料噴管自由模態進行仿真分析。
4.1 模態仿真結果
噴管前六階模態振型如圖5 所示。 從圖中可以看出:一階振型為兩瓣呼吸模態,頻率為26.941 Hz;二階振型為三瓣呼吸模態,頻率為49.158 Hz;三階振型為四瓣呼吸模態,頻率為70.662 Hz;四階振型為五瓣呼吸模態,頻率為101.06 Hz;五階振型為兩瓣呼吸模態,頻率為119.71 Hz,但相比一階模態,主要為小端變形;六階振型為六瓣呼吸模態,頻率為143.19 Hz。 仿真結果得到的最低呼吸頻率為26.941 Hz,可以避開箭體8 Hz 頻率,證明采用本文設計加工的輕質C/SiC 復合材料噴管固有頻率較高。
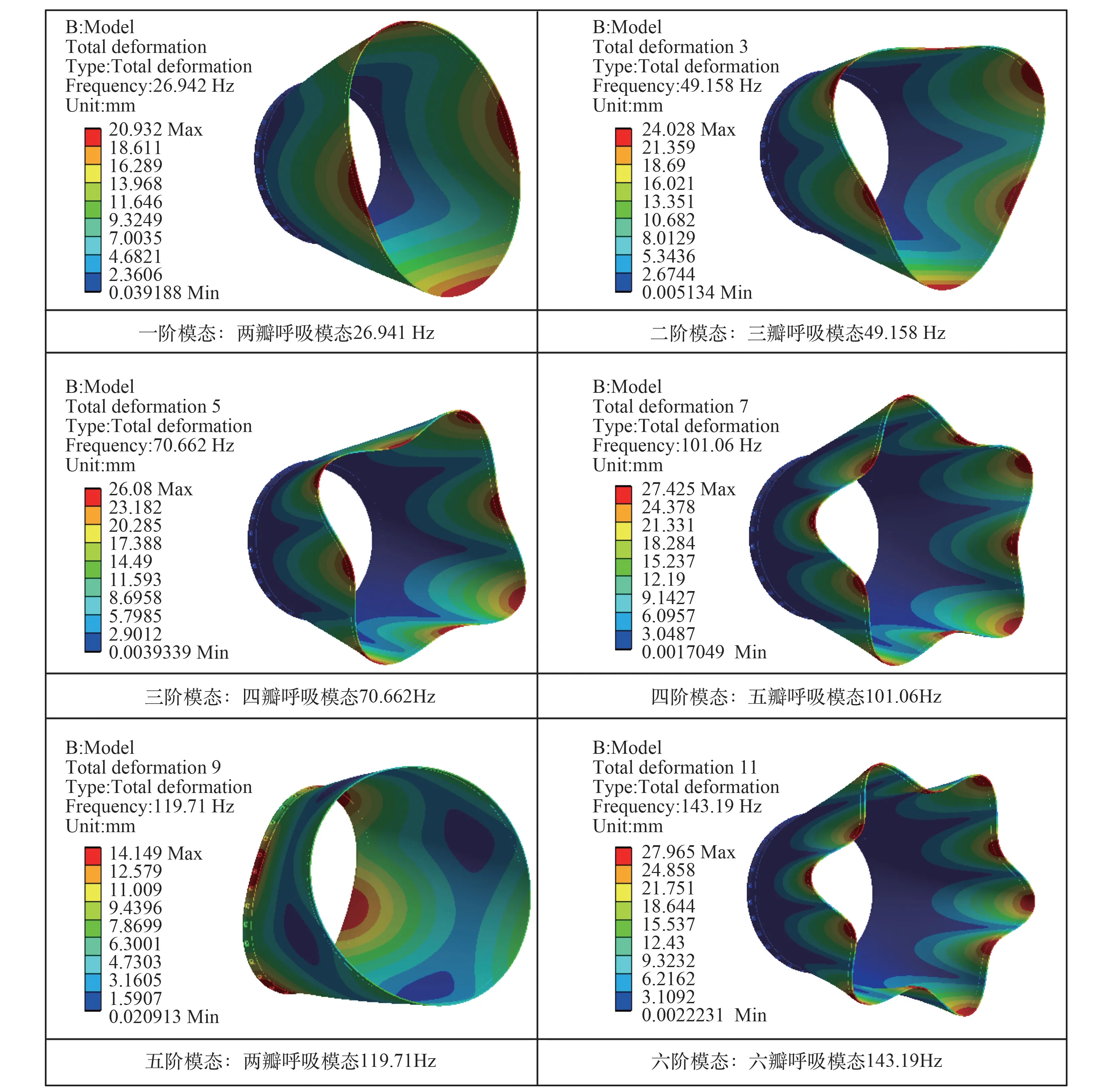
圖5 C/SiC 噴管前六階模態振型Fig.5 The first 6th modal shape of C/SiC nozzle
4.2 材料性能參數對噴管模態的影響
不同預制體成型方案對材料力學性能參數影響較大,根據國內現有技術水平,采用三維針刺成型的材料,其彈性模量約30 GPa,通過改善致密化程度可提高至40 GPa 左右,而國內C/SiC 復合材料研制早期,材料彈性模量僅為17 GPa。 本文中噴管預制體采用偽三維縫合工藝成型,根據力學性能測試結果,其彈性模量達到了70 GPa。
為研究彈性模量對噴管模態頻率的影響,在4.1 節計算的基礎上,僅改變彈性模量,對噴管前六階模態進行計算,計算結果如圖6 所示。 從圖中可以看出,前六階模態頻率均隨彈性模量增加呈現近似線性增長。 當材料彈性模量設置為15 GPa時,計算得到噴管一階模態頻率僅為11.189 Hz,該頻率與箭體結構頻率較近,在飛行中易出現耦合共振風險。 材料彈性模量設置為45 GPa時,計算得到的一階呼吸頻率為20.05 Hz,略高于國內某上面級發動機金屬噴管一階呼吸頻率,該金屬噴管已經過上百次飛行考核。 因此從發動機可靠性角度考慮,對于面積比30 ~80 的上面級氫氧發動機噴管,其基體材料彈性模量建議不低于45 GPa。
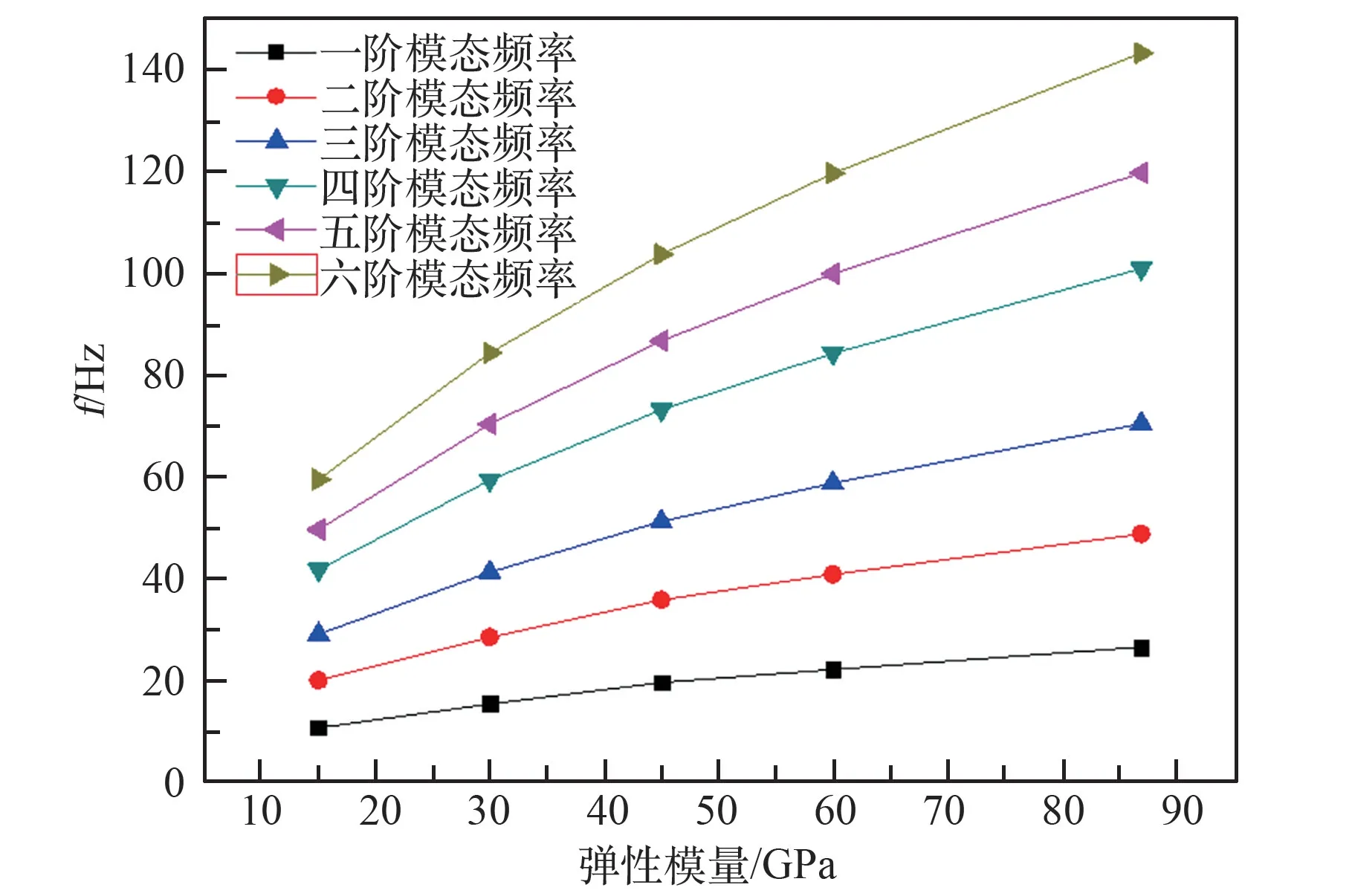
圖6 彈性模量對模態頻率的影響Fig.6 Effect of elastic modulus on modal frequency
通過上述分析認為在C/SiC 復合材料噴管成型工藝上,應盡可能選擇有利于提高材料彈性模量的縫合工藝方案。 如采用三維針刺成型方案,應通過提高材料致密度等方法提高其彈性模量。
4.3 噴管結構形式對模態的影響
為提高發動機可靠性,避免與箭體模態頻率發生耦合共振,在噴管結構設計時應盡可能提高其一階模態頻率。 結合預制體成型工藝,本文在C/SiC 噴管結構設計時考慮采取大端增厚(圖7(a))和大端設置翻邊(圖7(b))2 種方案來增強其動力學穩定性,分別對以上2 種方案進行模態仿真計算,結果見表2 所示。
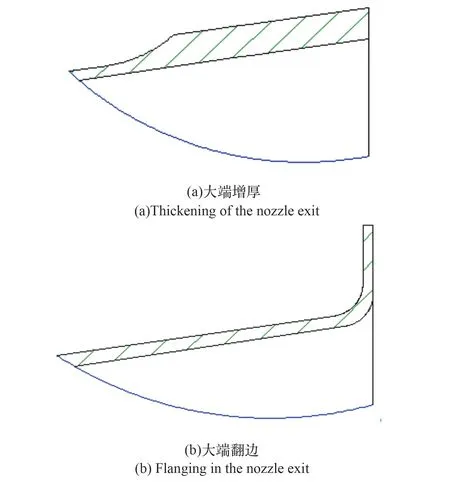
圖7 噴管出口增強方案Fig.7 Reinforcement scheme of nozzle outlet
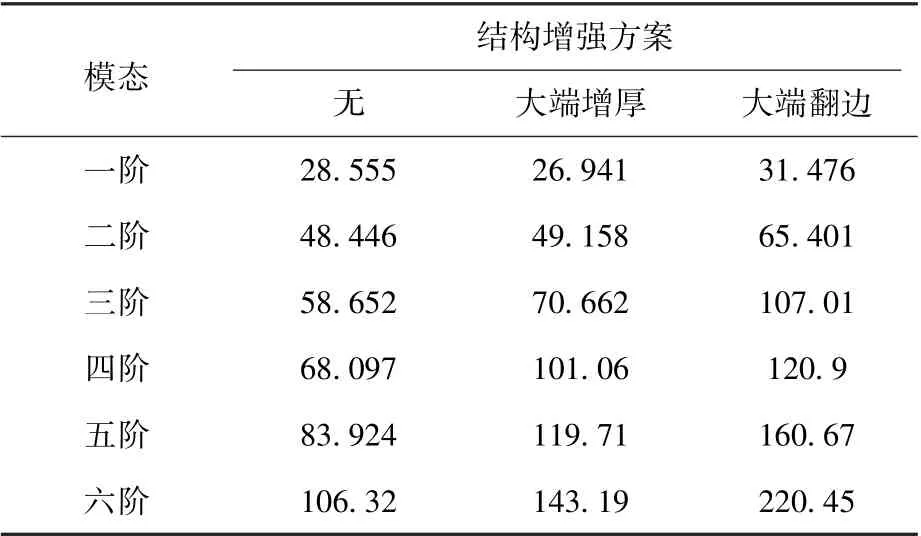
表2 結構增強形式對噴管模態頻率的影響Table 2 Effect of reinforcement scheme on nozzle modal frequency /Hz
從表2 可以看出,對于噴管大端增厚方案,其一階/二階模態頻率基本相當,三~六階模態頻率均得到有效提高,通過大端增厚可提高噴管的三~六階模態頻率;而大端翻邊方案計算得到的各階模態頻率均得到有效提高,其中一階模態頻率提升約3 Hz,效果明顯。
5 結論
1) 結合C/SiC 復合材料噴管預制體及致密化工藝,綜合考慮燃氣熱環境、噴管效率以及結構穩定性,對噴管結構進行了詳細優化設計,設計得到的C/SiC 噴管最小壁厚為1.5 mm,結構質量僅為18 kg,相比螺旋管束式排放冷卻噴管減重約55%;
2) 本文采用偽三維縫合工藝進行預制體成型得到的C/SiC 噴管, 其一階模態頻率為26.941 Hz,與采用三維針刺成型工藝的噴管相比,一階模態頻率得到明顯提高;
3) 材料彈性模量對噴管模態頻率影響較大,大尺寸輕質C/SiC 復合材料噴管成型工藝選擇時,應盡可能選擇有利于提高材料彈性模量的工藝方案;
4) 大端翻邊方案比大端增厚方案得到的噴管一階固有頻率高約5 Hz,改進優化效果明顯。后續對于大尺寸輕質復合材料噴管設計,可以通過翻邊形式來改善其動力學穩定性。
猜你喜歡
民用飛機設計與研究(2019年2期)2019-08-05 01:33:40
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
湖北經濟學院學報·人文社科版(2015年8期)2015-12-29 05:53:07
上海電機學院學報(2015年4期)2015-02-28 14:30:00
汽車與新動力(2015年1期)2015-02-27 12:11:01
應用化工(2014年10期)2014-08-16 13:11:29
計算物理(2014年2期)2014-03-11 17:01:39
無機化學學報(2014年4期)2014-02-28 17:31:11
汽車與新動力(2013年5期)2013-03-11 16:08:17