活性劑對(duì)船用鋼A-TIG對(duì)焊焊接角變形的影響
2020-07-04 12:17:10崔丁鸞張立志朱麗萍石南輝黃貴朗
科學(xué)與財(cái)富 2020年15期
崔丁鸞 張立志 朱麗萍 石南輝 黃貴朗
摘 要:活性劑配方是A-TIG焊接的關(guān)鍵,本文通過單因素試驗(yàn)分析研究不同單一成分活性劑種類對(duì)焊接熔寬、熔深及表面成形的影響,結(jié)合復(fù)合活性劑中Cr2O3及SiO2含量變化對(duì)焊縫成形的影響規(guī)律,通過正交實(shí)驗(yàn)獲得適用于E36船用鋼的活性焊劑配方。研究表明,僅使用單一成分活性劑時(shí),使用氧化物型活性劑與使用鹵化物型活性劑相比,可以獲得更大的焊縫熔深,其中Cr2O3對(duì)焊縫熔深影響最大;在焊接電流為170A,焊接速度為100mm/min工況下,使用復(fù)合型活性焊接焊縫熔深可達(dá)5mm以上,表面成形良好。
關(guān)鍵詞:活性焊劑;焊縫熔深;表面成形
1 前言
活性劑鎢極惰性氣體氬弧焊是在鎢極惰性氣體氬弧焊的基礎(chǔ)上,在待焊工件表面涂覆一層由氧化物、氟化物、氯化物等組成的活性劑的焊接方法,其不但具有常規(guī)TIG焊焊接質(zhì)量好、電弧穩(wěn)定、無飛濺、焊縫成型美觀等優(yōu)點(diǎn),同時(shí)焊縫熔深相比常規(guī)TIG增加了一至三倍,使正反兩面焊接更趨合理,大幅減少了焊接成本,提高了焊接效率。該技術(shù)可應(yīng)用在壓力容器、船舶、汽車航天航空、化工等領(lǐng)域的不銹鋼、碳鋼、低合金鋼等黑色金屬及鋁合金、鈦合金、鎂合金等有色金屬的焊接中[1 2]。A-TIG焊技術(shù)最早由烏克蘭巴頓研究所于1960s年在鈦合金的焊接中提出[3],在1990s年趨于成熟[4]。目前盡管國內(nèi)外針對(duì)部分牌號(hào)的低碳鋼、不銹鋼、鋁合金、鈦合金、鎂合金等金屬已成功研發(fā)出相應(yīng)的活性焊劑,但廣泛的工業(yè)推廣仍然受限[5-8]。國內(nèi)外針對(duì)A-TIG焊的研究主要集中在工藝因素、活性劑成分對(duì)熔深、熔深增加機(jī)理的影響及焊縫組織與性能的影響上[6、8、9],而對(duì)于A-TIG焊接對(duì)焊縫焊接變形的研究極少,而焊縫的焊接變形監(jiān)控是船舶建造過程中非常重要生產(chǎn)任務(wù)。因此,本文針對(duì)一種常用的船用鋼EH36,分析研究不同單一成分活性劑、復(fù)活成分活性劑對(duì)焊縫平板對(duì)接角變形的影響,從而為該技術(shù)在船舶行業(yè)的進(jìn)一步工業(yè)推廣應(yīng)用提供技術(shù)支持。
2 試驗(yàn)條件及方法
2.1 試驗(yàn)材料及規(guī)格
試驗(yàn)采用EH36船用鋼,其化學(xué)成分及力學(xué)性能如表1所示。
試驗(yàn)所用活性劑原料均為化學(xué)純度原料,所涂覆的活性劑為丙酮與活性劑原料混合物。氬氣為工業(yè)純度99.99%氬氣。平板對(duì)焊試件的尺寸為200 mm×100 mm×6 mm,主要評(píng)價(jià)指標(biāo)為焊接角變形量。
2.2 試驗(yàn)設(shè)備及方法
試驗(yàn)裝置如圖1 所示,主要由工作平臺(tái),自動(dòng)焊接小車,焊機(jī)組成,吹氬裝置構(gòu)成。TIG 焊機(jī)采用北京時(shí)代科技股份有限公司生產(chǎn)的WSE-315交直流TIG弧焊機(jī),自動(dòng)焊接小車為金泰割焊公司生產(chǎn)的CG1-30直擺式焊接小車。
焊前對(duì)焊道2cm范圍進(jìn)行拋光去銹,并涂覆上相應(yīng)活性劑,活性劑涂覆量以遮蓋住母材金屬光澤為宜,待所涂覆活性劑內(nèi)丙酮基本揮發(fā)后再開始實(shí)施焊接操作。本試驗(yàn)焊接方法采用活性劑鎢極氬弧焊(A-TIG),其工藝參數(shù)如表2所示。
3 試驗(yàn)結(jié)果與討論
3.1單一活性劑A-TIG焊角變形的影響
本試驗(yàn)首先選取了幾種常用的單一活性劑進(jìn)行焊接試驗(yàn),分別為:Al2O3、MnO2、TiO2、ZnO、SiO2、NaCl。圖2為無活性劑的TIG焊與添加不同單一活性劑的A-TIG焊的焊縫表面成形對(duì)比。涂敷SiO2的A-TIG焊和未涂敷活性劑的TIG焊焊縫表面相似;涂敷MnO2、NaCl的A-TIG焊焊縫表面魚鱗紋明顯,余高較小,但NaCl脫渣較困難;涂敷Al2O3的A-TIG焊焊縫表面出現(xiàn)少量氣孔及凹陷缺陷;而涂敷TiO2和ZnO的A-TIG焊焊縫表面成形坑洼,有明顯余高。
圖3為不同活性劑對(duì)焊縫對(duì)接角變形量的影響。由圖3可見,涂敷單一活性劑種類對(duì)焊接角變形量產(chǎn)生不同程度的影響,無活性劑的普通TIG焊焊后變形量是2.06°,MnO2和SiO2使涂敷活性劑變形量增大更多,其余四種使焊后變形量減少,其中TiO2焊后變形改善效果最明顯,在沒有添加活性劑的基礎(chǔ)上減少了變形量將近2/3,可見,TiO2對(duì)減小焊后變形有較顯著作用。而活性劑Al2O3、ZnO、NaCl雖然對(duì)焊后變形的影響不如活性劑TiO2的明顯,但也相對(duì)于不添加活性劑的焊后變形量改善了0.57~0.78°左右。
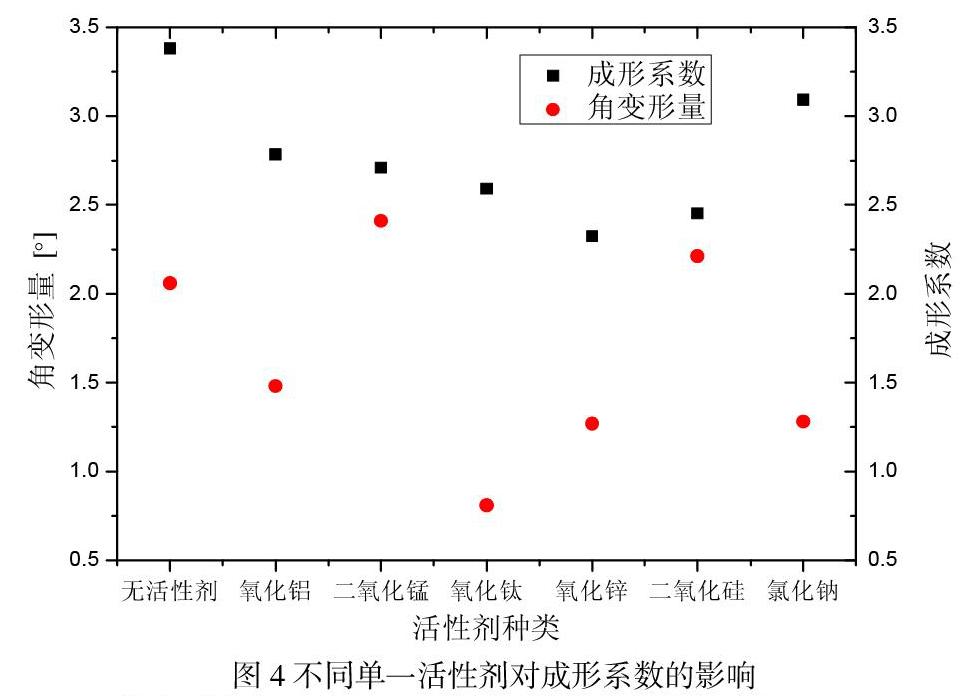
對(duì)上述焊件焊縫按照標(biāo)準(zhǔn)GB/T 226-1991進(jìn)行低倍宏觀檢驗(yàn)后,使用不同單一活性劑條件下的焊縫的熔深變化情況如圖4所示。通常認(rèn)為,對(duì)于平板對(duì)焊,角變形的產(chǎn)生主要是因?yàn)楹缚p表面部分凝固收縮以及熱收縮大于下焊縫底部[10],角變形量與焊縫成形系數(shù)存在相關(guān)性,然而,從圖4可見,對(duì)于A-TIG焊接,平板對(duì)接的角變形與焊縫成形系數(shù)相關(guān)性較低,使用MnO2及SiO2兩種單一活性劑相對(duì)其他活性劑情況下產(chǎn)生了較大的角變形。Char及Eagar在研究埋弧焊焊劑時(shí)發(fā)現(xiàn)指出,MnO及SiO2兩種氧化物相對(duì)其他氧化物在高溫下的穩(wěn)定性最差[11],使得大量的Si或Mn在熔池表面流失并生成相應(yīng)的Si/Mn及氧蒸汽。本試驗(yàn)中,使用MnO2及SiO2產(chǎn)生的較大角變形量可能與其高溫穩(wěn)定性較差有關(guān)。
3.2復(fù)合型活性劑對(duì)A-TIG平板對(duì)焊焊后變形的影響
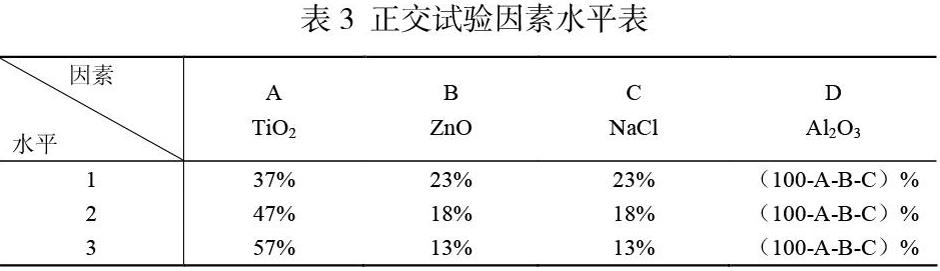
為進(jìn)一步獲得變形控制較好的復(fù)合型活性劑配方,從上述六種活性劑中選用了四種變形量較小的單一活性劑作為復(fù)合活性劑原料,其分別是TiO2、ZnO、NaCl和Al2O3。根據(jù)單一活性劑A-TIG焊焊后變形的權(quán)重,在上述4中因素中設(shè)計(jì)了三水平,如表3所示。
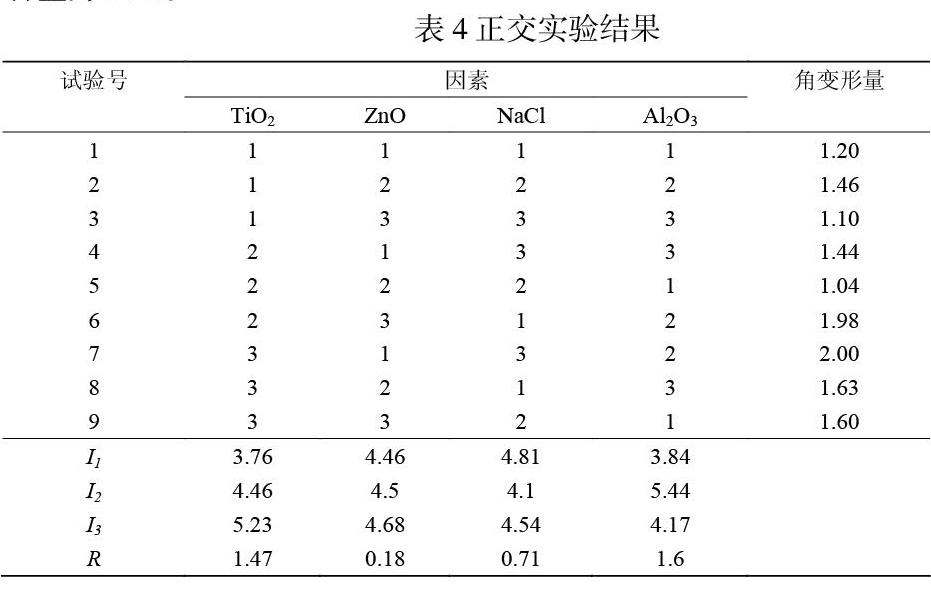
本次試驗(yàn)采用四因素三水平正交表,根據(jù)正交表與各因素的水平配比,共有九種配方,表頭設(shè)計(jì)及相應(yīng)試驗(yàn)結(jié)果如表4所示。其中,i為水平,Ii為正交表所在列中水平相同的試驗(yàn)結(jié)果和的平均值,R為所在列的極差值。由正交實(shí)驗(yàn)表各因素列進(jìn)行極差分析可得, A、B、C、D四個(gè)因素中,A和D因素的R值較大,說明這兩個(gè)因素在選定范圍內(nèi),指標(biāo)焊后變形量對(duì)A和D因素的含量變化較敏感。而B因素的R值幾乎接近于零,說明B因素含量變化對(duì)焊后變形量幾乎沒有影響,且焊后變形量大,因此可將B因素設(shè)為誤差列考慮。通過以上分析可得,在選定的成分范圍內(nèi),A因素的“1”水平、C因素的“2”水平、D因素的“1”水平、B因素為誤差列的配方為較優(yōu)組合,即TiO2含量為37%,ZnO含量為28%,NaCl含量為18%,Al2O3含量為17%。
4 小結(jié)
(1)涂覆不同單一活性劑的表面成形質(zhì)量依次為MnO2、NaCl、SiO2、Al2O3、TiO2、ZnO。其中,涂覆NaCl脫渣較困難,涂覆Al2O3的焊縫表面易出現(xiàn)氣孔及凹陷缺陷。
(2) 使用不同種活性劑對(duì)焊后變形產(chǎn)生不同程度的影響,相對(duì)未使用活性劑的情況下,TiO2、ZnO、NaCl、Al2O3活性劑使焊后變形量減小,SiO2、MnO2活性劑使焊后變形量增大。
(3)A-TIG平板對(duì)接焊接角變形量與焊縫成形系數(shù)相關(guān)性較低,原因可能與活性劑成分的高溫穩(wěn)定性有關(guān)。
(4)通過正交試驗(yàn),確定復(fù)合型活性劑的最佳配方TiO2、ZnO、NaCl和Al2O3的含量分別是37%、28%、18%和17%。
參考文獻(xiàn):
[1] 黃本生,楊江,尹文鋒,陳鵬,朱瑤,李佳宸. A-TIG焊研究進(jìn)展及前景展望[J]. 材料導(dǎo)報(bào)A:綜述篇,2016, 30 VOL2 P76-80.
[2] 張瑞華. 活性焊接法及熔深增加機(jī)理[M]. 2005, 蘭州理工大學(xué),蘭州。
[3] B.E. Paton. The weldability steels that have been refined by remelting[J]. Automatic Welding. 1974, 27(6):1-4.
[4] T. Paskell, C. Lundin. GTAW Flux Increases Welding and metal Fabrication, 1996,64(1):11-17.
[5] 袁政偉. 不銹鋼A-TIG焊應(yīng)用工藝試驗(yàn)研究[M].2014, 蘭州理工大學(xué)。
[6] 樊丁, 黃勇, 張瑞華, 馬保榮. 均勻設(shè)計(jì)法在鋁合金A-TIG 活性劑配方研制中的應(yīng)用[J]. 甘肅工業(yè)大學(xué)學(xué)報(bào),2003, 29(2),p5-7.
[7] 熊亮同? 周志剛 董占貴。TA15 鈦合金A TIG 焊試驗(yàn)分析。焊接學(xué)報(bào)。2006,27(4).P 49-52.
[8] 馬翔,張兆棟,劉黎明,劉景和。單一及復(fù)合氧化物活性劑對(duì)鎂合金A-TIG焊的影響。焊接學(xué)報(bào) 2007. 28(9) p39-42.
[9] K. Devendranath Ramkumar, Shubham Singh, Joshy Chellathu George . Effect of pulse density and the number of shots on hardness andtensile strength of laser shock peened, activated flux TIG welds of AISI347[J]. Journal of Manufacturing Processes. 2017, 28, 295-308.
[10] SINDO KOU, 焊接冶金學(xué). 1987.
[11] Chai, C.S., and Eagar, T. W., Slag Metal Reactions in Binary CaF2-Metal Oxide Welding Fluxes 。Weld. J., 61: 229-232, 1982.
項(xiàng)目基金:北部灣大學(xué)大學(xué)生創(chuàng)新創(chuàng)業(yè)訓(xùn)練計(jì)劃項(xiàng)目(201811607065)
