單道多層焊電弧增材制造成形研究
2020-07-05 08:46:22孫高超霍玉雙
山東建筑大學學報 2020年3期
孫高超,霍玉雙
(山東建筑大學 材料科學與工程學院,山東 濟南250101)
0 引言
增材制造技術又稱3D打印技術,是通過逐層堆積實現構件無模成形的一種制造技術。隨著研究的深入和技術水平的提高,增材制造技術可應用的范圍也愈加廣泛[1]。電弧增材制造WAAM(Wire and Arc Additive Manufacturing)以電弧為熱源,先將金屬絲材熔化再凝固,在設定的成形路徑上堆敷成形,金屬件由焊縫堆積形成,其化學成分均勻、力學性能好,并具有材料使用率高、成本低等優點[2-4]。
20世紀90年代以來,隨著計算機技術及數字化控制技術的發展,WAAM得到了越來越多國內外學者的重視[5-6]。有關學者對WAAM成形工藝及表面質量進行了研究[7-8]。劉寧[9]研究了單層堆焊工藝參數對成形尺寸的影響,發現焊接電流影響焊縫熔寬,其中余高受送絲速度影響最大,對不同工藝參數下的工件進行測試,發現堆焊成形構件的力學性能具有各向異性。尹玉環等[10]使用非熔化極惰性氣體鎢極保護焊TIG(Tungsten Inert Gas)方法,以5356鋁合金為填充材料進行堆焊實驗,發現合理控制層間溫度可獲得良好的成形效果。焊接線能量對電弧形態、成形件層寬、起弧端凸起及熄弧端塌陷有顯著影響。焊接線能量較大時,堆焊成形件層寬大,起弧端凸起及熄弧端塌陷明顯;焊接線能量降低時,成形件層寬減小,起弧端與熄弧端高度差降低[11]。增材制造成形件的下部顯微硬度明顯高于上部,z軸的屈服強度低于x軸和y軸,但其余力學性能在3個坐標方向基本一致[12]。冷金屬過渡電弧增材制造成形件在垂直方向微觀組織分布不均勻,成形件水平方向拉伸的屈服強度和抗拉強度高于垂直方向,隨送絲速度的增加,枝晶尺寸增大,抗拉強度降低[13]。電弧增材制造已經廣泛地應用于多種材料,如鐵基、鋁基材料以及鋁合金、高溫合金等材料[14-15]。
在電弧增材制造過程中,在相同工藝參數下,增材制造成形過程由于熱輸入累積無法控制,成形穩定性較差,成形精度低。文章通過實驗觀察不同焊接層數下WAAM的成形質量,重點分析不同層數時成形件兩端的流淌情況,實驗結果對實際生產過程產生有了重要的指導意義。
1 設備與方法
為了研究單道多層焊電弧增材制造成形情況,進行了單道多層焊工藝實驗。在相同焊接工藝參數下,研究不同堆焊層數下的成形件成形情況。實驗選用250 mm×60 mm×6 mm的Q235低碳鋼作為基板,焊絲選用直徑為1.2 mm的304不銹鋼,其化學成分見表1,保護氣體為高純氬氣,進行熔化極惰性氣體保護焊MIG(Metal Inert Gas)單道多層堆焊實驗。焊接設備主要包括MIG-350逆變式脈沖MIG/MAG弧焊機、焊接工作臺等,如圖1所示。焊接時采用的工藝參數有:焊接電壓為16 V、焊接電流為110 A、焊接速度為3 mm/s、氣體流量為15 L/min。

表1 基材的化學成分表/%

圖1 焊接設備圖
在焊接工藝實驗前對Q235低碳鋼基板進行表面打磨和熱處理,并對基板進行整體預熱。焊接時采用首尾相接來回焊的焊接方式,即第1層焊道的末端位置作為第2層焊道的起弧端;第2層焊道的熄弧端處作為第3層焊道的起弧端,并以此類推,直至焊接層數達20層。每層焊道采用相同的焊接工藝參數進行焊接實驗,焊接相同長度的焊道,其長度為150 mm,焊完一層,停止5 min后再進行下一層焊道的焊接,即焊道間隔時間為5min。焊接示意圖如圖2所示。觀察不同層數下的單道多層焊焊道的成形及兩端坍塌流淌下落情況,并用線切割工具截取試樣進行分析。
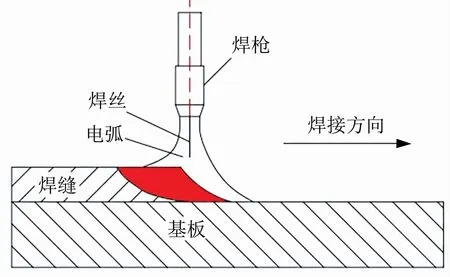
圖2 焊接示意圖
2 結果與分析
在相同焊接工藝參數下進行單道多層焊工藝實驗,對不同堆焊層數下成形件的成形情況進行記錄,單道多層焊焊后的宏觀形貌如圖3所示。可以看到單道多層焊焊道成形良好,說明焊接過程中熔池穩定。在單道多層焊成形件上成形高度存在差距,中間高兩端低。隨著堆焊層數的增加,電弧增材制造成形件的高度逐漸增加,焊道兩端流淌情況越嚴重。不同層數下的單道多層焊成形件,兩端流淌情況各不相同。
圖3(a)為單道5層焊,第1層焊道在第2層焊道的覆蓋下,并不明顯,其中焊接第1層焊道對焊接第2層焊道有預熱的作用,基板溫度升高,第2層焊道熔寬較第1層焊道熔寬增加,對第1層焊道有一定程度的覆蓋。進行單道焊第1層焊接工藝實驗時,焊絲熔化形成熔滴落到基板上,與基板接觸,散熱速度快,熔滴鋪展不開,形成的焊道窄而高;進行單道雙層焊焊接工藝實驗時,采取相同的焊接工藝參數,熔滴只與第1層焊道接觸,焊道窄而高,散熱速度慢,焊道間隔時間相同,熔滴溫度高,易發生流淌,覆蓋了第1層焊道,所以其在成形件上觀察并不明顯;在此基礎上繼續進行單道多層焊工藝實驗,熔滴滴落到焊道上,散熱速度慢,焊道繼續對上一層焊道形成覆蓋,其熔滴接觸面積小,形成的焊道與上層相同。
由圖3(a)~(d)可知,在單道多層焊道兩端,隨焊道層數的增加,極易在焊接起弧端產生大小不一的焊瘤,影響焊道成形質量。在焊接熄弧端,焊接過程結束時,電弧瞬間熄弧會產生弧坑,焊絲熔化形成的熔滴在重力作用下掉落并在慣性作用下吹向熔池后方,即焊接起弧端方向;液體金屬具有一定的流動性,在重力、表面張力、支持力等多種力的綜合作用下,為保持受力平衡,會出現一定程度的流淌,最終導致焊接熄弧端焊道余高逐漸降低,形成一個斜坡。采用來回焊的焊接方式,上一層焊道的熄弧端位置亦是下一層焊道的焊接起弧端。因上一層焊道熄弧端有弧坑產生,焊接下一層焊道時,液體金屬對弧坑進行填充,又因熄弧端的斜坡,起弧端金屬量高于熄弧端,為了保證受力平衡,起弧端發生流淌,形成焊瘤。焊道兩端的流淌現象主要是在多種力的綜合作用下為保持水平方向受力平衡導致的。
成形件高度如圖4所示。圖4(a)~(c)分別為成形件的左端、中間、右端。焊道成形高度隨著焊接層數的增加,呈中間高、兩端低的趨勢。焊接層數越高,中間與兩端的高度差越大。對增材制造成形件高度進行測量,當焊接層數為20層時,成形件中間高度達58 mm,其左、右兩端分別為52、54 mm,兩端與中間高度差距明顯。采用來回焊的焊接方式時,焊接方向為從右往左,即由焊接熄弧端至焊接起弧端,兩者高度差為2 mm,且起弧端成形高度大于熄弧端。在焊接過程中,熔滴在電弧作用下吹向熔池后方,即焊接起弧端與遠離焊接熄弧端的位置,焊接起弧端金屬量高于熄弧端金屬量,且熔滴滴落后發生流動,在焊道兩端發生流淌,所以成形件端部高度表現為起弧端大于熄弧端。采用勻速焊接,其速度相同,焊道兩端發生流淌,故成形件中間高度大于兩端。
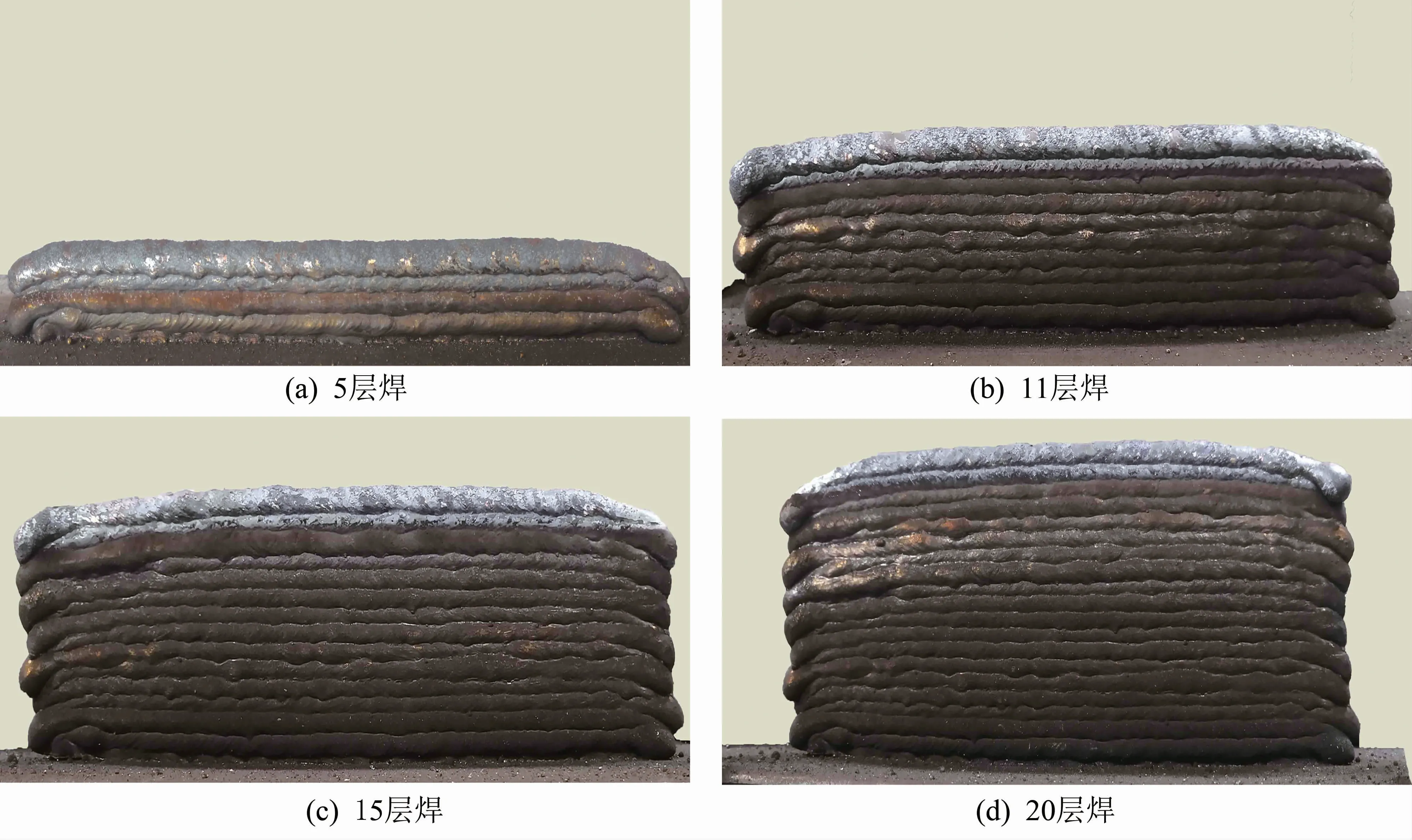
圖3 單道多層焊實驗結果立面圖
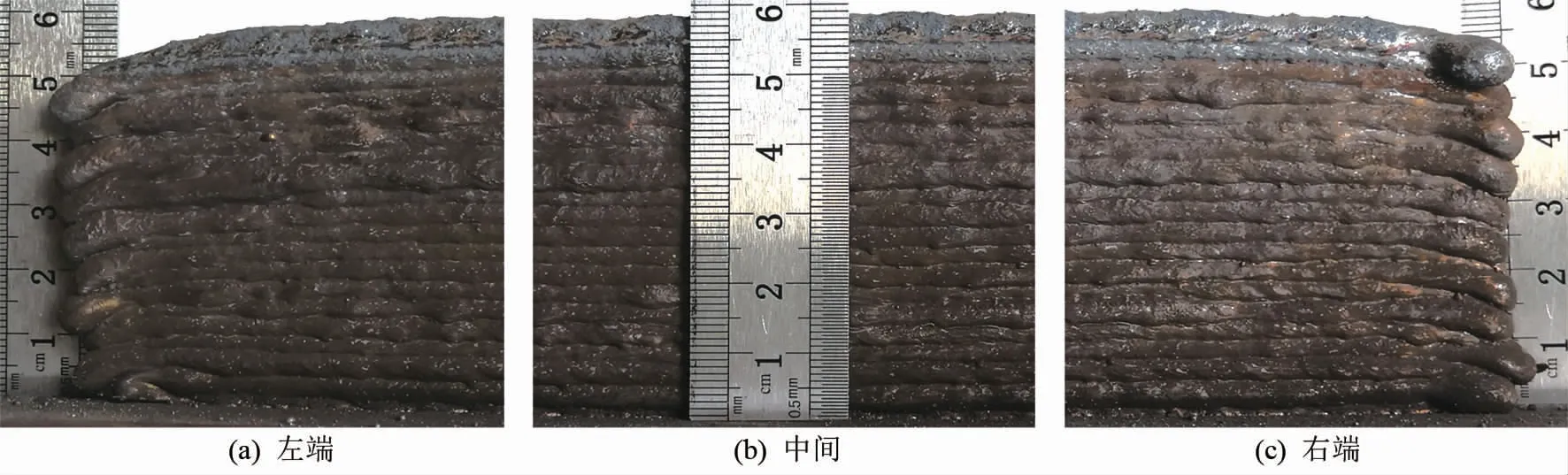
圖4 單道20層焊焊道成形件高度圖
單道3層焊的焊道流淌情況如圖5所示。前兩道焊道頂部成形高度大體相同,無明顯差別。焊接到第3層時,從右往左,焊道端部成形高度較中間相比有明顯降低,高度降低位置長約為15 mm。第1、2、3層焊道余高分別為2、2.8、5 mm,焊道余高隨著焊接層數的增加逐漸增大。進行第2層焊接實驗時,工件溫度高,第2層焊道對第1層焊道有一定的重熔作用,第2層焊道余高大于第1層焊道余高。同理,第3層焊道余高大于第2層。在圖5(a)中,第1層為焊道的熄弧端,第2層是焊道的起弧端,第3層是焊道的熄弧端。在第1層焊道的熄弧端末端位置高度下降,形成斜坡,低于第1層焊道其他位置處的成形高度。在焊道起弧端,焊絲熔化形成熔滴進入熔池,對瞬間熄弧造成的低凹處進行填充,同時發生部分流淌,第2層焊道起弧端成形高度與焊道中間位置處相同。第3層焊道的熄弧端產生的斜坡與第1層相比,坡度稍緩,長度較長。在此基礎上繼續進行焊接工藝實驗,在焊道起弧端容易發生流淌,并產生焊瘤。在實際焊接過程中,焊道金屬在冷卻凝固之前有一定程度的流動,向四周擴散,焊道的實際長度略微高于焊接長度。WAAM在基板堆焊20層時焊接變形如圖6所示。
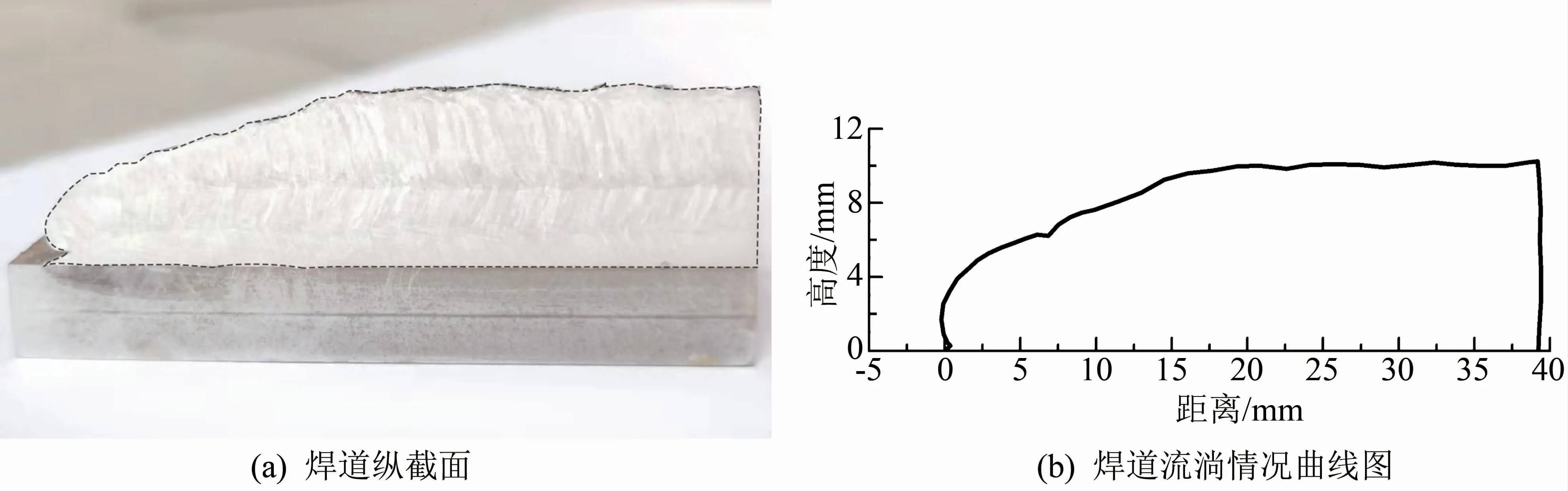
圖5 焊道流淌情況圖

圖6 焊后成形件圖
在基板上進行焊接實驗,焊道在基板上表面進行堆積,冷卻時在長度方向發生變形,基板的兩端均出現了上翹,其最大變形量可達3 mm。在此基礎上繼續進行焊接實驗,變形將進一步加大,對后續實驗產生影響。為降低基板的變形,可以增加基板的厚度來增加其剛度,從而降低基板兩端的變形量,但是基板端部變形的改善會使得焊道端部的流淌更加嚴重,成形件的有效使用長度會進一步降低。
3 結論
通過上述研究,得到以下結論:
(1)在相同焊接工藝參數下,單道多層焊形成的第1層焊道窄而高,被第2層焊道覆蓋,觀察不明顯。WAAM中,隨著焊接層數的增加,成形件兩端出現明顯的流淌坍塌并逐漸加劇,焊道兩端在重力、表面張力、支持力等多種力的作用下,發生流淌主要是由水平方向受力不平衡引起的。
(2)成形件成形高度呈中間高、兩端低的趨勢,且焊道起弧端成形高度大于熄弧端。采用來回焊的焊接方式,相鄰兩層焊道,上層焊道熄弧端低凹位置被下層焊道起弧端液態金屬填充,成形件起弧端端部高度增加。
(3)單道多層焊下一層焊道對上一層焊道有一定的重熔作用。隨焊接層數的增加,焊道高度增加。基板在單道多層焊工藝實驗過程中發生變形。當焊接層數達到20層時,其最大變形量可達3 mm。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
山東冶金(2019年6期)2020-01-06 07:45:54
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
世界農藥(2019年2期)2019-07-13 05:55:12
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
