掘進機截齒性能研究
2020-07-06 05:52:18
裝備機械 2020年2期
三一重型裝備有限公司 沈陽 110027
1 研究背景
懸臂式掘進機是用于截割、破碎巖石的采掘設備,截齒在截割頭旋轉、鉆進或擺動的作用下進行巖石破碎[1-2]。截齒在工作過程中,要承受較大的壓應力、剪切應力和沖擊負荷。隨著工作時間的增加,截齒溫度升高,會產生軟化的問題。在巖石硬度較大的工況下,截齒磨損更加嚴重。因此,截齒是整個設備中最容易受損的重要零件[3-5]。截齒的失效形式主要有合金頭脫落、崩刃、磨損,以及刀桿彎曲、斷裂等[6-7]。截齒性能的好壞、使用壽命的長短直接影響掘進機的工作效率和可靠性,同時也決定著掘進機的使用經濟性[8]。
當前,掘進硬巖化已經成為一種趨勢,對截齒性能的要求也越來越高[9]。截齒結構如圖1所示。截齒一般由合金鋼齒體和硬質合金頭釬焊而成,其使用性能取決于齒體的材質、硬質合金的性能和釬焊接頭的質量[10]。
為了進一步提升截齒質量,延長截齒使用壽命,使其能更好地適用于巖石硬度較高的工況,筆者在齒體材質、硬質合金性能及釬焊質量相同的條件下,進行合金頭直徑、合金頭埋深及齒頭增加耐磨層對截齒性能影響的研究。

圖1 截齒結構
2 截割試驗
2.1 試驗準備
為了驗證合金頭直徑、合金頭埋深及齒頭增加耐磨層對截齒性能的影響,筆者制作了五種不同的截齒,具體參數見表1。其中,JC1截齒為正常的硬巖截齒,在工作中表現正常,其它四種截齒以JC1截齒為參照,進行參數調整。

表1 試驗截齒參數
2.2 試驗工況
針對硬巖截齒所適用工況,選定試驗地點為貴州某高鐵隧道的一處施工段。該施工段巖質均勻,硬度在f8與f9之間。隧道使用STR260H隧道掘進機進行臺階法施工,試驗時正在進行上臺階掘進。隧道的上臺階截面為拱形,長度為13 m,最高處為5.4 m,截面面積為52.74 m2。每掘進1.8 m進行支護,截割巖石體積為94.92 m2。
2.3 試驗方法
試驗分五次進行,用每種截齒向前掘進1.8 m。因為巖石比較均勻,所以暫不考慮巖石變化對試驗數據的影響[11]。分別記錄工作時間長度、更換截齒的數量,然后進行數據分析。
2.4 試驗結果
通過截割試驗得到工作時長和截齒消耗數量,見表2。
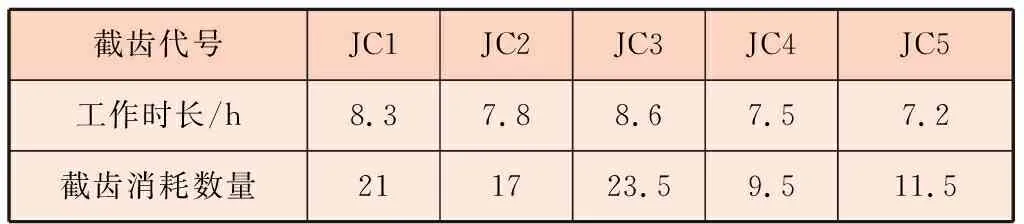
表2 截割試驗結果
3 數據分析
3.1 單位時間內截齒消耗數量
由表2可以計算出單位時間內截齒的消耗數量。相同時間內截齒消耗數量越少,表征截齒使用壽命越長,截齒性能越好。反之,相同時間內截齒消耗數量越多,表征截齒使用壽命越短,截齒性能越差。單位時間內截齒消耗數量見表3。

表3 單位時間內截齒消耗數量
為了更加直觀地比較不同截齒的單位時間消耗數量,根據表3繪制1 h截齒消耗數量圖,如圖2所示。JC3截齒消耗最多,1 h為2.73個。JC4截齒消耗最少,1 h為1.27個。在五種截齒中,JC3截齒使用壽命最短,性能最差,JC4截齒使用壽命最長,性能最優。通過單位時間內截齒消耗數量可以看出,五種截齒性能由優至差依次為JC4、JC5、JC2、JC1、JC3。

圖2 1 h截齒消耗數量
3.2 截割單位體積巖石截齒消耗數量
由表2可以計算出截割單位體積巖石時截齒的消耗數量。截割相同體積的巖石,截齒消耗數量越少,表征截齒性能越好;反之,截齒消耗數量越多,表征截齒性能越差。截割單位體積巖石截齒消耗數量見表4。
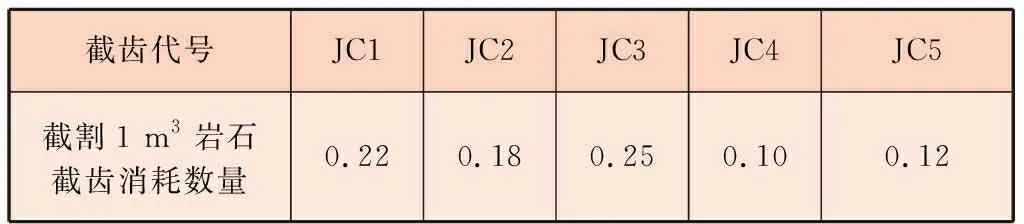
表4 截割單位體積巖石截齒消耗數量
為了直觀地比較截割單位體積巖石截齒的消耗數量,根據表4繪制截割1 m3巖石截齒消耗數量圖,如圖3所示。截割1 m3巖石,JC3截齒消耗最多,為0.25個,JC4截齒消耗最少,為0.10個,說明在五種截齒中,JC3截齒性能最差,JC4截齒性能最優。通過截割單位體積巖石截齒消耗數量可以看出,五種截齒性能由優至差依次為JC4、JC5、JC2、JC1、JC3。

圖3 截割1 m3巖石截齒消耗數量
3.3 單位時間內截割巖石體積
由表2數據可以計算出單位時間內截齒截割巖石的體積。在相同時間內截割巖石的體積越大,表征工作效率越高,截齒性能越好。反之,截割巖石的體積越小,表征工作效率越低,截齒性能越差。單位時間內截齒截割巖石體積見表5。

表5 單位時間內截齒截割巖石體積
為了直觀地比較不同截齒單位時間內截割巖石的體積,根據表5繪制不同截齒單位時間內截割巖石體積圖,如圖4所示。JC3截齒單位時間內截割巖石體積最小,為11.04 m3/h。JC5截齒單位時間內截割巖石體積最大,為13.18 m3/h。在五種截齒中,JC3截齒工作效率最低,性能最差,JC5截齒工作效率最高,性能最優。通過截齒在單位時間內截割巖石體積可以看出,五種截齒性能由優至差依次為JC5、JC4、JC2、JC1、JC3。

圖4 不同截齒單位時間內截割巖石體積
4 結束語
通過試驗表明,對于齒體材質、硬質合金性能及釬焊質量相同的截齒,合金頭直徑、合金頭埋深及齒頭增加耐磨層會對截齒性能產生影響。合金頭直徑大的截齒相比合金頭直徑小的截齒,使用壽命更長,截割效率更高,性能更好。合金頭埋深大的截齒相比合金頭埋深小的截齒,使用壽命更長,性能更好。有耐磨層的截齒相比沒有耐磨層的截齒,使用壽命更長,截割效率更高,性能更好。齒頭直接熔覆耐磨層的截齒相比齒頭車削部分齒體后再進行耐磨層堆焊填充的截齒,使用壽命更長,截割單位體積巖石時消耗更少,但整體截割效率較低。
通過研究可見,適當增大合金頭直徑、增大合金頭埋深,以及齒體增加耐磨層,是提高截齒整體性能的有效方法。