
發動機蓋外飾造型分縫的工藝問題解決方案研究
2020-07-07 02:39:16彭欣強
汽車零部件 2020年6期
彭欣強
廣州汽車集團股份有限公司汽車工程研究院,廣東廣州 511434)
0 引言
在汽車研發過程中,造型設計、制造工藝互相影響,互相約束。造型設計出新穎的造型,將導致制造工藝難以實現,制造工藝水平往往限制了造型設計方案的多樣性。為了提升車型產品競爭力的需求,造型設計的多樣性和新穎性已成為汽車行業追求的目標。為了實現造型設計,制造工藝需作出相應的提升來解決設計帶來的一系列問題。
汽車發動機蓋是車身制造中的關鍵外觀部件,裝配后要求與之配合的汽車前大燈、前保險杠、椅子板等間隙均勻、面差良好[1]。此外,汽車發動機蓋外板屬于關鍵外觀造型面,發動機蓋總成的工藝質量好壞直接影響造型設計的優劣[2]。本文作者闡述了汽車研發過程中發動機蓋外飾造型分縫設計的特點,說明了造型設計引起的工藝制造問題,提出了3種工藝制造問題的解決方案并進行優缺點對比,為發動機蓋外飾造型分縫設計的工藝制造問題的解決提供方法。
1 發動機蓋外飾造型分縫設計
外飾造型分縫設計是連接汽車外飾覆蓋件的關鍵設計,分縫設計的優化是提升外飾造型設計整體質感的一個關鍵點[3]。發動機蓋作為汽車外飾的關鍵覆蓋件之一,其分縫線的走向及其所分割的空間特征,對造型的美學協調關系有重要作用[3]。不同的發動機蓋分縫線有不同的造型特點。路虎攬勝系列車型發動機蓋&翼子板分縫線與腰線的貫通設計如圖1所示,這種設計風格在路虎攬勝系列車型中始終保持不變,形成了路虎側面設計的品牌基因[4]。奧迪系列車型中,有的車型采用特殊的發動機蓋&翼子板截面設計與腰線截面配合,將發動機蓋&翼子板分縫隱藏在了光影暗處,視覺上隱藏分縫線[3],如圖2所示。在哈弗、寶駿、福特、通用、現代、起亞等品牌車型中,有的車型發動機蓋&翼子板分縫線與側圍A柱&翼子板分縫線連通,體現整體、簡約的造型特點,如圖3所示。在領克、斯巴魯、豐田、雷克薩斯等品牌車型中,有的車型發動機蓋&翼子板分縫線未與其他分縫線配合,分縫線位置造型面較為平緩,趨于平面,如圖4所示。上述發動機蓋&翼子板的分縫造型工藝實現難度各有不同,結合制造現場的條件可能產生工藝問題。

圖1 路虎車型發動機蓋&翼子板分縫示意

圖2 奧迪車型發動機蓋&翼子板分縫示意


圖3 發動機蓋&翼子板分縫線與側圍A柱&翼子板分縫線連通 圖4 發動機蓋&翼子板分縫線示意
2 發動機蓋工藝問題及其原因
2.1 發動機蓋裝配和包邊工藝
發動機蓋總成結構主要包括發動機蓋外板、發動機蓋內板。在發動機蓋制造工藝中,首先將發動機蓋內板以特定的方向(通常為車身坐標軸+Z向)裝配到發動機罩外板內;然后通過包邊工藝將發動機蓋外板翻邊壓合,達到內外板連接的作用。發動機蓋包邊工藝主要有機器人滾邊工藝和模具壓合包邊工藝,每種包邊工藝都有各自的特點,但是包邊工藝要求相似,以機器人滾邊工藝為例介紹包邊工藝要求及約束[5]。
(1)發動機蓋外板翻邊角度
由于乘用車工廠節拍的限制,機器人滾邊需在三序包邊完成。為了保證包邊質量,每一序包邊不能大于45°。結合理論分析和實際包邊經驗得到,包邊工藝之前,發動機蓋外板翻邊角度不能超過105°,局部區域的極限角度為115°。發動機蓋外板翻邊角度示意見圖5。

圖5 發動機蓋包邊工藝要求示意
(2)發動機蓋內外板間隙值
包邊過程中,發動機蓋外板折彎變形時,外板會向內收縮,為保證內外板之間不因接觸而產生缺陷,內外板之間需保證一定間隙值。同時,包邊時的折邊膠也需存在于內外板間隙中,保證包邊的連接性能。平面直包邊工藝的內外板間隙值(包邊完成后)需保證為1.5 mm,發動機蓋間隙值示意見圖5,在數據裝配模擬分析時,包邊工藝之前,內外板間隙也認為是1.5 mm。
(3)發動機蓋外板翻邊高度
為了保證包邊質量,包邊之前,發動機蓋外板翻邊高度一般為8 mm,翻邊高度過短將導致重疊量小、包邊不實的缺陷,翻邊高度過長將導致內外板裝配過程中干涉嚴重[6]。發動機蓋外板翻邊高度示意見圖5。
2.2 工藝制造問題及其原因
在上述不同的發動機蓋&翼子板分縫造型中,發動機蓋的傾斜角(發動機蓋造型面與水平面的夾角,示意見圖6)有很大的區別。路虎攬勝系列車型、奧迪系列車型發動機蓋&翼子板分縫線與腰線貫通設計的傾斜角很大,約為75°;發動機蓋&翼子板分縫線與側圍A柱&翼子板分縫線連通設計的傾斜角趨于減小,根據分縫位置造型的平緩程度,傾斜角大小通常在40°~70°之間;發動機蓋&翼子板分縫線未與其他分縫線配合,且分縫線位置造型面較為平緩地設計,傾斜角較小,通常低于40°。實際制造過程中,如圖7所示,包邊前的發動機蓋外板在包邊工藝約束條件下,翻邊處于展開一定角度的狀態,在內板裝配到外板上、與外板貼合的過程中,內外板產生裝配干涉問題。發動機蓋傾斜角越大,發動機蓋內外板裝配過程中產生兩側裝配干涉量越大,將導致無法實現生產的重大問題。
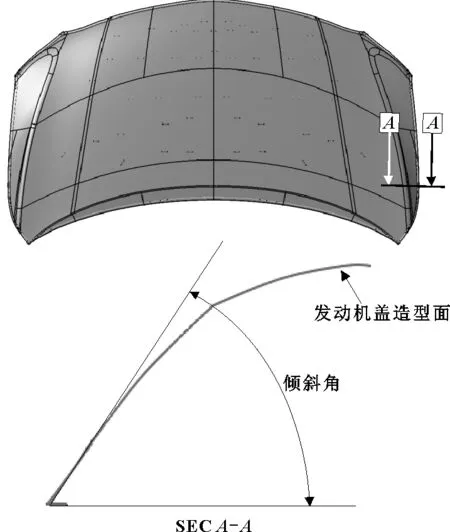
圖6 發動機蓋傾斜角示意
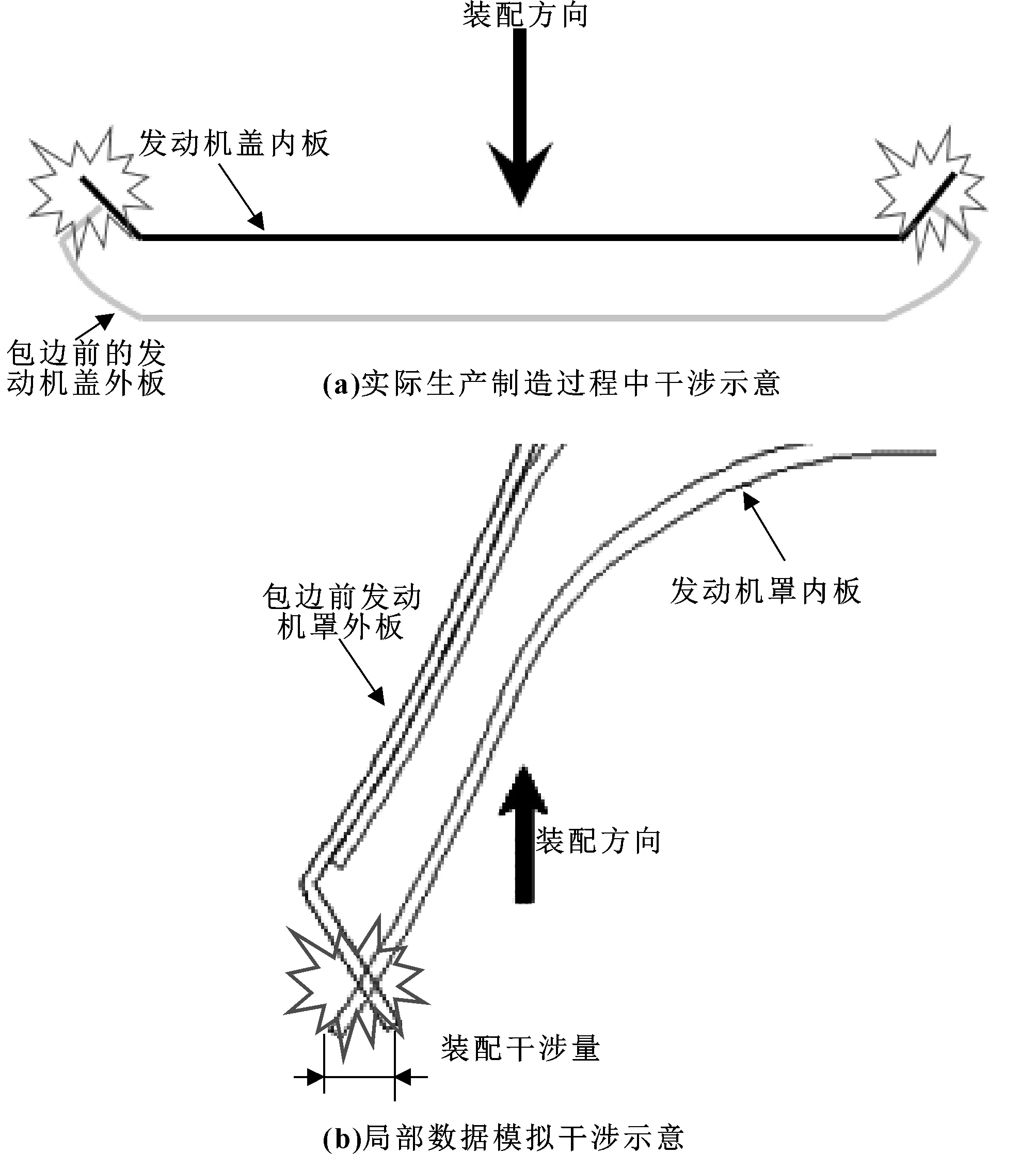
圖7 發動機蓋內外板裝配干涉問題示意
在實際項目研發過程中出現過該問題。經過實際裝配模擬,發動機蓋傾斜角與裝配干涉量的關系如表1所示,可以看出:發動機蓋的傾斜角達到69°時,裝配干涉量為5.02 mm。隨著傾斜角的減小,干涉量逐漸減小。傾斜角小于34°時,干涉量趨于0 mm。為了實現外飾造型分縫的設計要求,需要提高現有的工藝制造水平,實現車型產品的量產。

表1 傾斜角和裝配干涉量關系
3 解決方案
3.1 外力擠壓發動機蓋內板
為減小發動機罩內外板裝配時的干涉量,可利用發動機罩外板的塑性變形能力。發動機罩外板是薄鈑金且外板輪廓很大,有一定的塑性變形能力。其原理是:在人工裝配發動機罩時,當發動機蓋內外板裝配產生一定干涉時,可采用外力將發動機蓋外板擠壓變形,向外擴張,減小干涉,使發動機蓋內板裝配到外板中,然后進行包邊工藝,如圖8所示。此方法僅限于人工裝配情況下,機器人裝配時外力不能確定將導致機器人經常報錯,不適合采用。

圖8 外力擠壓發動機蓋外板
外力擠壓發動機蓋的方案操作簡單,只需要人工擠壓即可實現裝配,廠房無需改動,成本低。缺點是只能適用于人工裝配,自動化程度低,節拍慢,機器人裝配時在干涉狀態下,不能進行有效調整,將導致裝配無法繼續進行。
3.2 增加預包邊工位
為了減少干涉量,可采用增加翻邊角度的方法,包邊工序由三序增加到四序,可使翻邊角度增加,從而很大程度減小裝配干涉量。表2為翻邊角度與傾斜角的關系,可以看出:翻邊角度增加到140°時,可接受的傾斜角增加到71°(在實際操作中,內外板裝配干涉在2 mm以內可實現人工裝配)。但是包邊工序由三序增加到四序,將影響工時節拍,導致產量降低的風險。因此,增加一個預包邊工位的方案既可以不影響工時節拍,又能增加翻邊角度,解決發動機蓋內外板裝配干涉問題。
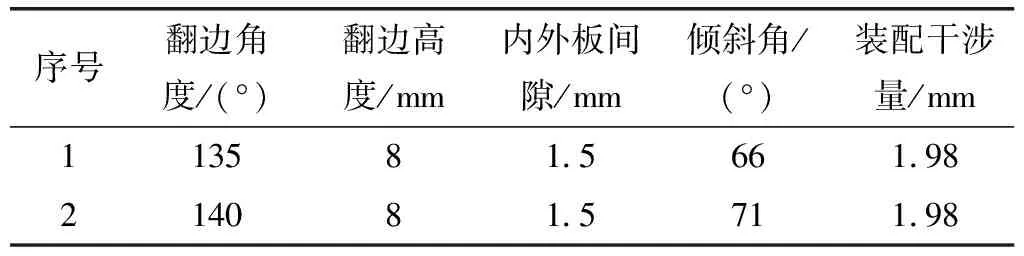
表2 翻邊角度和傾斜角關系
增加預包邊工位的方案能有效解決發動機蓋內外板裝配困難的問題,減少對造型設計中發動機蓋傾斜角的工藝約束條件。但是,增加預包邊工位需要對工廠進行較大的改造,改造成本高,工位空間的需求大,需在工廠建設初期提前規劃。
3.3 吸盤吸附發動機蓋外板
發動機蓋內外板裝配工裝上集成一系列的吸盤。其原理是根據發動機蓋薄鈑金易變形和易回彈的特點,在裝配干涉量大的外板邊緣位置布置吸盤,內板裝配前將外板吸附使外板外張,然后內板在不干涉的情況下裝配,裝配到位后吸盤松開,工裝夾緊到位,外板回彈到原位。吸盤吸附發動機蓋外板工裝示意如圖9所示。
圖9 吸盤吸附發動機蓋外板工裝示意
吸盤吸附發動機蓋外板的方案通常應用在自動化程度高的機器人裝配工位,有效率高、節拍快、裝配精度高等優點。但是發動機蓋外板塑性變形的能力有效,在充分驗證的情況下進行量產實施才能有限發揮吸盤吸附外板方案的優勢,避免外板過度塑性變形產生的質量缺陷。
4 總結
針對汽車行業發動機蓋外飾造型分縫設計的特點,發動機蓋的傾斜角度也有很大的區別。發動機蓋的傾斜角度很大導致發動機蓋工藝制造的問題,可采用3種工藝解決方案:焊裝車間現場采用手工裝配時,可采用外力擠壓發動機蓋外板的工藝方案,操作簡單,成本低;焊裝車間現場采用機器人裝配工藝時,采用吸盤吸附發動機蓋外板的工藝方案,效率高,節拍快,裝配精度高;在工廠規劃初期或有新增工位位置時,采用增加預包邊工位,從而解決發動機蓋內外板裝配干涉問題,滿足造型設計中發動機蓋傾斜角增大的需求。3種解決方案都有其限制條件,在實際的汽車研發過程中,需在造型設計前期對該問題進行分析,結合企業自身實際情況選擇合適的解決方案,在試制驗證階段充分驗證方案的可行性,保證量產車的順利上市。
汽車行業的競爭越來越激烈,造型設計的美觀和新穎對提升產品競爭力有著重要作用。美觀和新穎的造型特點,必然對工藝制造水平提出更高的要求。研究造型特點對工藝的要求,提出可行的解決方案,不斷提高產品競爭力,才能在競爭中脫穎而出。
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
