聲表面波器件晶圓鍵合工藝研究
2020-07-07 09:23:36盧丹丹彭興文譚昕怡
壓電與聲光 2020年3期
關鍵詞:工藝
盧丹丹,米 佳,彭興文,譚昕怡,金 中
中國電子科技集團公司第二十六研究所,重慶 400060)
0 引言
聲表面波(SAW)器件是利用在壓電晶圓上叉指換能器產生的聲波對電信號進行處理的固體器件,可用作濾波器、延遲線、振蕩器。聲表面波器件廣泛應用于通信、雷達等電子信息系統中。隨著新一代電子信息系統及5G通信發展,聲表面波器件向小型化、可集成化和更高性能方向發展。
為滿足SAW器件小型化、可集成化的需求,出現了目前體積最小的晶圓級封裝(WLP)SAW器件,這是SAW器件小型化重要的發展方向[1]。其封裝尺寸幾乎與芯片相同,典型尺寸為0.8 mm×0.6 mm×0.26 mm,并可與有源、無源器件集成,形成系統級封裝模塊。
傳統的SAW器件由于具有較大的頻率溫度系數和低的矩形系數,雜散信號進入通帶,導致系統抗干擾能力下降。同時,隨著器件頻率的升高,SAW會以體波的形式向體單晶內輻射能量,導致SAW器件的品質因數(Q)值降低,器件性能惡化。為解決以上問題,SAW器件通過在襯底上制作復合單晶薄膜,采用慢聲速層和高聲速層形成的布喇格反射層將能量集中在單晶薄膜表面,防止能量泄漏,以實現具有高Q值、低頻率溫度系數、良好散熱性的高性能SAW器件。
1 SAW器件晶圓鍵合技術
SAW器件晶圓級封裝和制作復合單晶薄膜均需用到晶圓鍵合技術,此技術可以將同質或異質材料的晶圓結合在一起,是可靠且高強度的晶圓結合工藝技術。
1.1 晶圓級封裝鍵合工藝
根據產品使用要求,SAW器件晶圓封裝分為非氣密封裝和氣密封裝,如圖1所示。為保障器件的有效工作,器件非氣密性封裝利用光敏的聚合物在聲表面波功能區周圍形成聚合物框,采用粘接鍵合的方式將封蓋晶圓鍵合到聲表面波晶圓上。氣密性封裝利用金屬密封層,通過金屬鍵合工藝,將封蓋晶圓和SAW器件功能晶圓結合在一起。
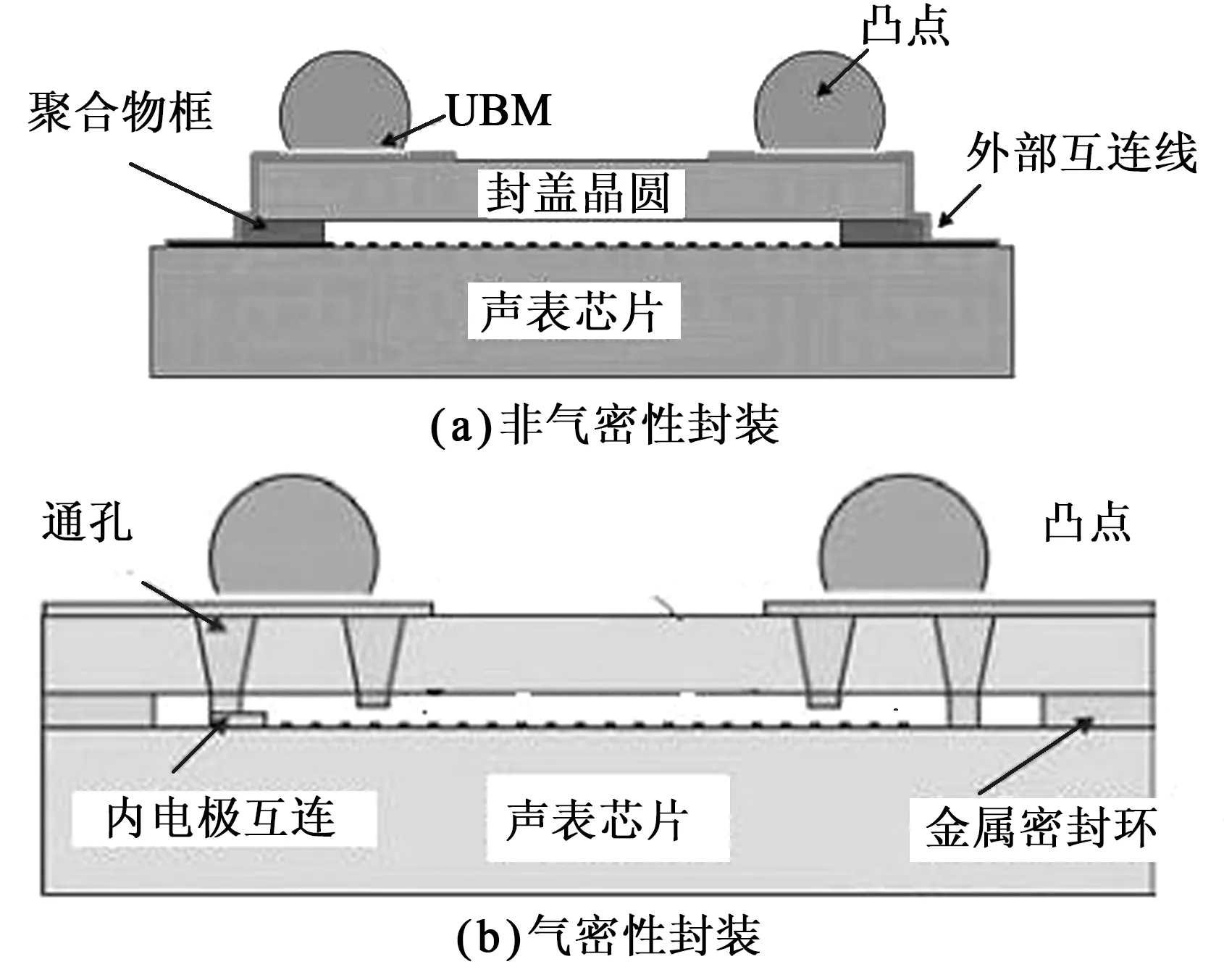
圖1 SAW器件WLP結構示意圖
1.2 異質晶圓鍵合工藝
制作高性能SAW器件需要使用在襯底上制作壓電單晶薄膜的復合晶圓。復合晶圓采用直接鍵合技術,將壓電單晶晶圓與襯底晶圓鍵合在一起。圖2為復合單晶薄膜制作流程圖。
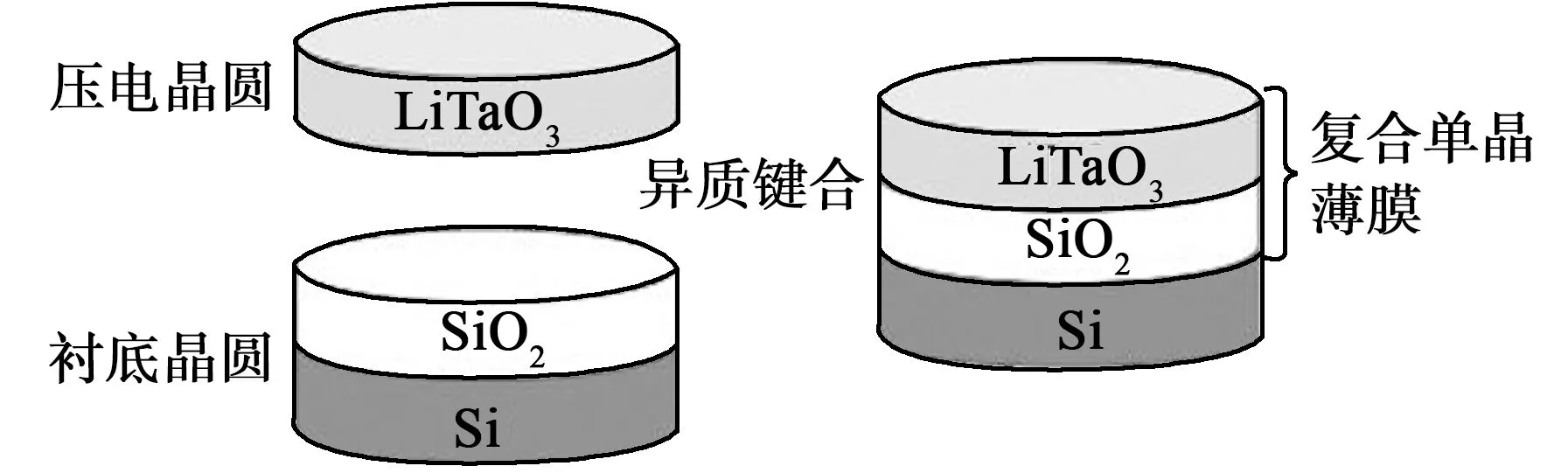
圖2 復合單晶薄膜制作流程
由于是異質鍵合,晶圓之間必然存在著熱失配及晶格失配等問題。壓電單晶薄膜與襯底存在熱膨脹系數差異(LiNbO3為15.4×10-6/K,LiTaO3為 16.1×10-6/K,Si為 2.6×10-6/K)[2],若采用高溫鍵合,晶圓易發生翹曲,導致在后續減薄工藝中單晶薄膜極易破裂,故需采用低溫或常溫鍵合工藝。
1.3 鍵合工藝要求
影響晶圓鍵合質量的因素主要包括晶圓表面的化學吸附狀態、平整度、粗糙度,以及鍵合溫度和時間,通常需要加壓來克服表面起伏與增加表面原子間的成鍵密度,提高鍵合強度。因此,為了達到良好的鍵合質量,鍵合工藝過程主要包括晶圓清洗、表面預處理、待鍵合晶圓精密對準、鍵合、鍵合晶圓退火。
1.3.1 晶圓清洗
首先,利用RCA溶液(氨水和雙氧水的混合水溶液)或SPM溶液(濃硫酸和雙氧水的混合溶液)對潔凈拋光的晶圓表面進行清洗,去除晶圓表面的顆粒和有機物,防止鍵合界面產生氣泡或空洞,并形成羥基(—OH)密度較高的親水表面[3]。然后,在室溫條件下將具有親水表面的兩片晶圓貼合到一起。
Si—OH+HO—Si→Si—O—Si+H2O
(1)
由式(1)可知,在高溫退火過程中界面之間較弱的分子間作用力(范德華力和氫鍵)會轉化為較強的Si—O—Si共價鍵,從而獲得牢固的鍵合界面。
1.3.2 表面預處理
表面預處理有助于提高晶圓鍵合強度。金屬鍵合采用O2等離子體進行處理,可去除表面有機物,增加表面活性。低溫直接鍵合需要使用Ar、O2和N2等離子體活化方法[4],使表面鍵斷裂,產生懸浮鍵,增加晶圓表面的自由能,當晶圓鍵合時,可快速形成原子鍵結,達到所需的鍵合強度。
1.3.3 精密對準
晶圓級封裝工藝中,由于晶圓表面制作有電極和密封環,鍵合前需要進行精確對準,滿足鍵合后晶圓重合面積大于90%。通常SAW晶圓級封裝的通孔直徑>40 μm,密封環的寬度>20 μm,因此,鍵合后的對準精度需達到2 μm。
晶圓直接鍵合工藝中,由于晶圓表面無圖形,采用晶圓基準邊進行對準,故對準精度達到10 μm即可滿足要求。
1.3.4 鍵合
金屬鍵合包括擴散和共晶兩種方法。常用的擴散鍵合金屬材料有Au、Cu和Al,其均有優良的延展性和高擴散率。擴散鍵合在350~500 ℃完成,工藝溫度較高,需要相對較大的壓力來實現鍵合金屬表面的緊密接觸[5]。金屬共晶鍵合使用由兩種及以上的金屬按一定比例形成的合金材料,在低溫下實現由固相到液相的轉變。共晶金屬合金在鍵合過程中會熔解并自動實現界面的平坦化,故對晶圓鍵合表面的形貌要求不高[6]。在不同的冶金學系統中,如銅-錫,金-錫或金-硅,共晶合金形成于280~390 ℃,其中Au80Sn20合金具有良好的浸潤性,且對鍍金層的侵蝕程度低,具有高耐腐蝕性、高抗蠕變性和良好的導熱、導電性,故Au80Sn20被廣泛用于晶圓級氣密性封裝。在金屬共晶鍵合過程中,液態的界面要求共晶鍵合時施加相對較小且一致的壓力,以防溢出。為實現良好的鍵合,針對不同材料和工藝,選擇與之匹配的鍵合溫度、鍵合壓力和真空度。金屬鍵合工藝參數如表1所示。
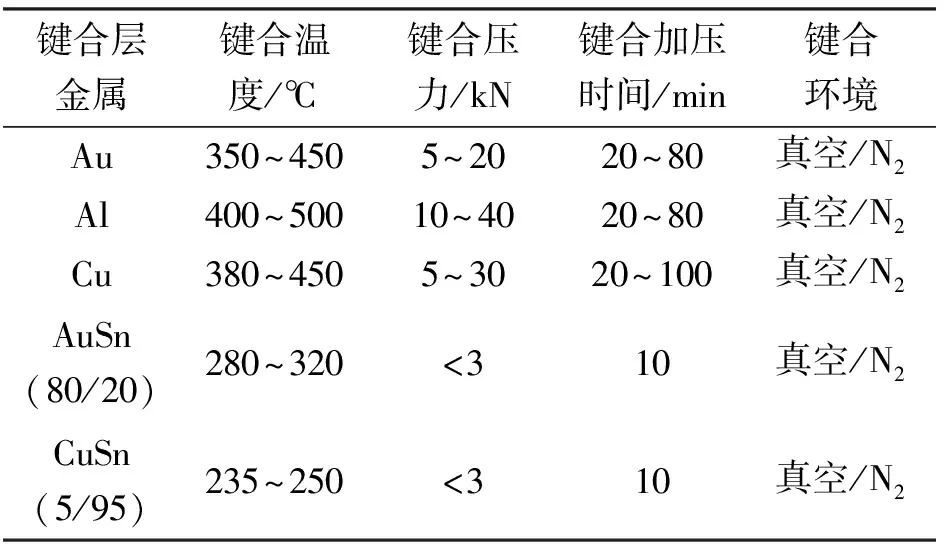
表1 金屬鍵合工藝參數
異質直接鍵合在室溫條件下進行,鍵合壓力要求較低。
為了滿足4、6英寸(1 in=2.54 cm)晶圓鍵合需求,一般要求SAW器件直接鍵合設備壓力>10 kN,金屬鍵合根據鍵合金屬圖形面積則需5~40 kN。若鍵合材料采用Al或Cu,由于它們在大氣中易氧化,故而需要在鍵合前去除氧化物。去除氧化銅需配置蟻酸清洗機,而Al氧化層較薄,設備配置鍵合壓力>60 kN,即可壓破氧化層。
1.3.5 退火
直接鍵合后需要進行低溫退火[7],提高鍵合強度,目前的退火工藝及設備較為通用。
直接鍵合對晶圓表面質量要求較高,鍵合表面的殘留顆粒會對退火后的鍵合強度造成影響,因此,直接鍵合需要在潔凈度10級的凈化環境中進行。同時,在制作工藝過程中配置必要的檢測手段,如顆粒度檢測和鍵合界面空隙檢測等,以控制和提高鍵合工藝質量。
2 SAW器件用晶圓鍵合設備特點
金屬鍵合工藝過程主要包括清洗、表面活化、對準和鍵合工序。直接鍵合工藝過程包括表面活化、清洗、對準和晶圓鍵合工序。晶圓鍵合類設備價值較高,若應用于研發,各工序可以單臺配置,但在鍵合工藝過程中難免會在晶圓表面產生有機物和顆粒污染,影響鍵合質量。若用于產業化,全自動一體機具有高產出、高質量的優勢,其中,金屬鍵合工藝對準精度要求高,需配置對準和鍵合一體機,具備加熱、加壓和工藝環境可控功能。異質直接鍵合對晶圓表面質量要求較高,宜選配活化、清洗、對準和鍵合一體機,具備工藝環境可控功能。
由于等離子體活化對鍵合晶圓質量影響較大,根據工藝要求,選擇多路工藝氣體配置(Ar,O2或N2/H2混合氣體),采用射頻或低頻的等離子源,實現離子轟擊功能。關于SAW器件晶圓級封裝,由于金屬鍵合設備可以覆蓋光敏聚合物粘接鍵合工藝要求,故在針對晶圓級封裝設備選配時,重點考慮金屬鍵合工藝要求。
目前,SAW器件主流使用4、6英寸壓電晶圓,根據市場上各廠家設備應用范圍,主要有德國SUSS MicroTec、奧地利EV Group(以下簡稱EVG)、英國Applied Microengineering Ltd(以下簡稱AML)和日本Ayumi Industries Company Limited(以下簡稱Ayumi)等可提供用于SAW器件晶圓級封裝使用的金屬鍵合設備。SuSS、EVG、Ayumi和日本Mitsubishi Heavy Industries Machine Tool Co.,Ltd.(以下簡稱MHI)等可提供用于制作單晶復合薄膜使用的晶圓異質室溫直接鍵合設備。各廠家根據不同的結構方式(模塊集成或在同一腔室完成不同功能),可將部分功能集成。各廠家在精確對準、加壓和加熱等設備方案有所區別,例如SuSS加強對準精度,采用高精度ISA對準系統和自動對準精度校準系統,識別和自動校準誤差;采用激光預鍵合功能固定晶圓片以防止對準精度變動;加壓系統采用三柱外置加壓柱、分區加壓、Active anti-deflection system、高精度的SiC加壓板和加壓加熱隔離等措施保證工藝壓力的高均勻性。EVG在對準后采用專用夾持工具拿到鍵合機里防止對準精度變動;采用自動低壓楔形補償、適應性緩沖軟墊和壓頭壓力獨立于腔室氣壓保障壓力穩定均勻;快速冷卻和加熱,鍵合上、下板,加熱質量塊設計完全相同,良好熱性能匹配,保障溫度均勻性,其強制水冷系統沒有氣流擾動,保證了冷卻均勻性。Ayumi公司全自動低溫直接鍵合,包括對準模塊和活化鍵合模塊,活化工藝與鍵合在同一真空腔室以保障晶圓表面的潔凈度。
3 驗證
根據上述研究,針對SAW器件晶圓級封裝的金屬擴散鍵合和共晶鍵合進行了工藝驗證。金屬擴散采用金作為鍵合材料,在氮氣環境下進行鍵合,鍵合溫度為350 ℃,鍵合壓力為7 500 N,鍵合時間為70 min。升溫過程中緩慢升溫和自然降溫,避免晶圓碎裂。擴散鍵合工藝加熱曲線如圖3所示。
金屬共晶鍵合使用由AuSn20合金材料,共晶溫度為283 ℃,在充氮環境下進行。根據夾具的熱容量設計了分段共晶溫度曲線如圖4所示,其保障了共晶材料的充分融化,同時施加合適的壓力。
圖4 共晶鍵合加熱曲線
利用砂輪劃片刀將鍵合片切割成1 mm×1 mm 的小片,其截面圖如圖5、6所示。由圖可見,鍵合面沒有崩裂。用粘接劑粘住并進行拉力測試,大于10 MPa時,分離面為小片與夾具膠粘接面。工藝參數滿足器件封裝要求。

圖5 金屬擴散鍵合截面圖
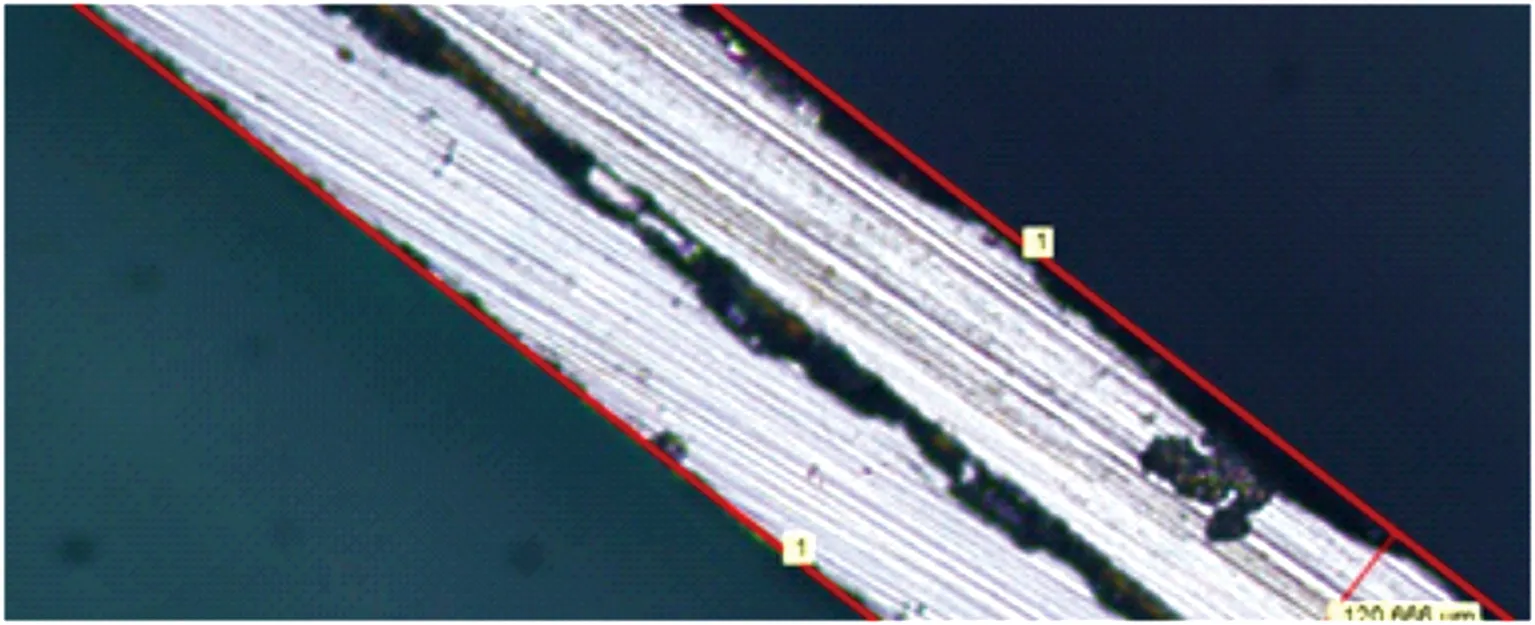
圖6 共晶鍵合截面圖
4 結束語
本文研究了SAW器件小型化、集成化、高性能器件研制中涉及的晶圓鍵合關鍵工藝,即晶圓級封裝鍵合工藝和異質晶圓鍵合工藝的特點和要求,并簡述了其設備配置特點及參考廠家。對SAW器件晶圓級封裝的金屬擴散鍵合和共晶鍵合進行工藝試驗驗證,驗證結果滿足產品要求。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
