淺談先進生產設備對總裝安全生產的影響
2020-07-08 08:29:28廣汽本田汽車有限公司總裝一科劉德志熊升升
機電安全 2020年12期
廣汽本田汽車有限公司總裝一科 劉德志 熊升升
■引言
總裝作為汽車生產的最后一道生產工藝,涉及各零件、總成的裝車,所有汽車制造企業都是依靠人工進行裝配。而在生產過程中,員工不可避免地需要接觸到氣動扳手、危險化學品、升降機、大質量零件等危險源。針對總裝領域的安全生產條件進行探索、改善與實踐不僅可以填補該領域的研究空白,也能為其他企業對汽車總裝制造安全改善措施提供參考。針對以上危險源,使用電動扳手代替氣動扳手,有效削減噪音;涉及危險化學品的崗位,如汽車加強劑的涂布,全部改用機械手自動涂布的方案,杜絕人體與化學品接觸;安裝輪胎等沉重零件時,使用機械手自動裝配,避免搬運重物對人體的損傷;繼電器按壓容易損害拇指關節,使用自動化安裝設備,能夠避免員工收到此類損傷。車間內部的升降機出入口,設置安全地毯,檢測到人接近時,自動報警停機,達到保護人的目的。
■使用當前行業領先的技術用于生產
總裝車間相對于汽車生產的其他三大車間需要更多的人來進行汽車零部件裝配,也就需要更加關注員工本身的勞動損傷情況。廣汽本田總裝一科對車間內部各裝配崗位情況進行詳細分析、檢查,對車間內部各工藝崗位的安全隱患進行識別,總結出以下幾個方面進行改進,敢于使用當前領先的科技設備投入生產,并取得了較大成果。
1.通過使用電動扳手削減車間噪音
汽車總裝車間大量使用氣動扳手,直接在車身上擰緊螺栓,會產生極大的噪音,法律規定員工日接觸時間8 小時接觸限值為85 分貝,以廣汽本田總裝一科為例,使用氣動扳手,某崗位使用氣動扳手接觸最高噪音為89分貝,如圖1所示。

圖1 某崗位使用的氣動扳手
導入電動扳手,由于其沒有氣閥,振動小,到達指定力矩后能夠停轉等特點,可顯著削減噪音。在總裝工藝線上,大量引入電動扳手,配合工業耳塞等保護手段,能夠最大限度的保護員工的聽力。某崗位使用的電動扳手如圖2 所示。

圖2 某崗位使用的電動扳手
2.通過使用自動化機械手幫助作業
在總裝領域,不可避免的會存在一些勞動強度較大、接觸危險化學品、勞動姿勢不符合人體工學的工藝內容,如安裝輪胎,前后擋風玻璃、加強劑涂布,繼電器壓入等。
通過使用自動機械手,配合行業熱門的機器視覺技術,能夠代替人的作用,削減員工的勞動強度。
2.1 自動安裝汽車輪胎
每輛汽車在總裝車間需裝配4 個輪胎、1 個備胎。備胎需投入行李箱的確定位置,輪胎需裝配在剎車盤上,用5 個螺母進行緊固。在每天生產約1000 臺的產量任務下,安裝輪胎對員工體力、健康來說是一個巨大的挑戰。輪胎自動安裝設備圖如圖3 所示。

圖3 輪胎自動安裝設備圖
使用機械手配合抓手、力矩擰緊軸以及視覺拍照系統,定位輪胎進行精準安裝。整個系統還包括輪胎輸送線、升降機、翻轉臂等輔助機構。每個輪胎質量在30~40kg,使用自動化設備能夠避免員工承受過多的勞動強度,保障員工健康安全。
在保障員工健康安全的同時,搭配雙目視覺以及力矩擰緊軸的自動化系統,發生異常立即報警,能夠避免螺母錯裝,力矩不合規等品質問題,有效提高品質保證能力。
2.2 自動安裝汽車前后擋風玻璃
汽車前后擋風玻璃的安裝,涉及涂布玻璃脫脂劑、加強劑,涂布玻璃膠,涂布車身脫脂劑、加強劑,安裝前后擋風玻璃等工序。其中加強劑屬于危險化學品,極易蒸發,產生刺激性氣味的氣體,對人體有輕微損害。每天暴露8 小時在有害氣體的環境中,即使員工佩帶防毒面具,也會偶爾吸入,在時間足夠長的情況下,對員工身體仍會造成影響。加強劑底涂設備如圖4 所示。

圖4 加強劑底涂設備圖
使用機械手,配合傳送帶平臺,吸盤,脫脂劑供液裝置、加強劑供液裝置、玻璃膠打膠機、視覺拍照裝置、激光定位裝置等,形成一整套玻璃涂布與安裝的自動化系統,整個系統無人參與,杜絕勞動強度與危險化學品對人造成的傷害。玻璃自動安裝設備圖如圖5 所示。

圖5 玻璃自動安裝設備圖
使用激光傳感器對玻璃膠涂布進行膠形檢測,對車身進行精確定位,運送視覺拍照技術,檢測加強劑是否涂布準確、均勻,如若發生異常,設備報警通知相關人員到場進行處理。使用先進的傳感器以及視覺技術,能夠最大化的保證汽車品質合格。
2.3 使用自動化按設備壓入汽車繼電器
汽車機艙發動機線束需要安裝約20 顆汽車繼電器,每顆繼電器均需60N 左右的力才能完全壓入,在產量足夠多的情況下,壓入汽車繼電器會對員工拇指關節帶來巨大損傷,易導致拇指腱鞘炎,或屈伸功能障礙。
使用自動化設備,包括送料系統、拍照視覺系統、自動抓取按壓系統、按壓力度檢測系統等組成。整個抓取繼電器,壓入繼電器的過程不需要人參與,取消人手按壓繼電器,保護員工健康。繼電器自動安裝設備圖如圖6 所示。
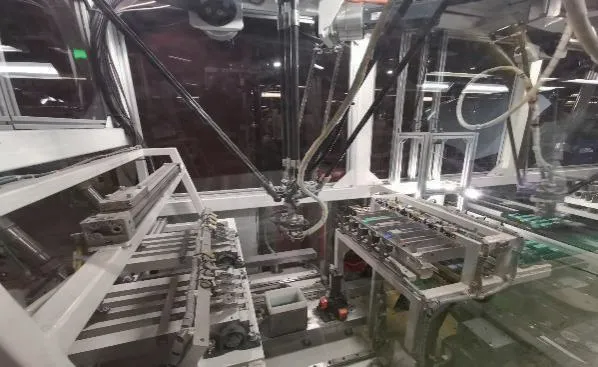
圖6 繼電器自動安裝設備圖
除安全領域的優勢外,使用視覺拍照定位識別,可以有效避免繼電器錯裝;按壓力度檢測系統能有效保證每個繼電器完全壓入;如果錯裝或按壓不良,設備報警提示屬地人員進行處理,能夠有效保證品質合格。
3.升降機出入口使用安全地毯
總裝車間升降機,主要是用于車體從吊具移栽至板鏈,或某些分裝線,如發動機移栽至總裝車間,是將一個物體從一個高度的輸送鏈,垂直移栽至另一高度的輸送鏈的設備。升降機頂部肯定存在移栽物品的進出口,該進出口存在很大的安全隱患,若有人站在進出口當中,連續進出的吊具可能會將人擠入升降機,造成嚴重事故。升降機圖如圖7 所示。

圖7 升降機圖
安全地毯是一種壓敏式安全保護裝置,當存在一個超過設定最小壓力值的力施加在安全地毯上時,控制開關將會關閉,控制器會將信號傳遞給升降機以及干涉輸送線,使其停止運動。使用安全地毯,鋪設在升降機進出口兩側,能夠有效防止員工站在升降機進出口兩側而造成嚴重傷亡事件發生。出入口有安全地毯升降機圖如圖8 所示。

圖8 出入口有安全地毯升降機圖
■汽車總裝安全生產領域實踐意義
汽車生產總裝車間,主要工藝內容就是將汽車各零部件裝配在車身上,零部件種類多、數量多;安裝位置不同且部分零件需進入半閉合空間裝配;零部件易劃傷,安裝基準需目視品質確認等桎梏,導致了總裝工藝線的生產自動化難以推進。
而針對日益迫切的總裝安全生產領域改善需求,對車間內部工藝進行細致的分析、研討,拆分、整合生產工藝線上部分勞動強度較大崗位,導入自動化生產設備代替人工,解決這些崗位的工傷隱患。其意義并不僅僅是在安全方面,在成本、品質、人才培養等方面都有極大意義。
1.導入先進設備在成本領域的意義
每套自動化生產工藝線,其成本雖然高達百萬,但在我國經濟發展不斷增速的影響下,中國的勞動成本也在不斷增加,很多汽車制造企業都有兩班制的生產制度,每年勞動成本越來越高,且總裝是四大工藝車間人數最多的車間,在其內部進行人員減配,是抑制企業勞動成本增加的有效方法。
每引進一套自動化生產設備,相比與未引進時,多出了能源費用、維修費用、保養費用等費用,但削減了巨額的人工費用,經過嚴謹地考核計算,引進設備后,只需36 個月就能完全回收成本,之后使用設備的每一年,都有相當于削減人工后的巨額收益。
2.導入先進設備在品質領域的意義
總裝車間對于零部件的安裝基準有很高的要求,如擋風玻璃安裝,安裝位置要求精度高,人手安裝時,精度完全取決于員工當時的手法與狀態,品質保證不完善。又如輪胎安裝,每個螺母的力矩值約在107.8N·m,而使用氣動扳手加人手扭力進行力矩保證,其精度只能確定在±5%,使用專業的電動擰緊軸,能夠使力矩精度達到±1%以下。
最為重要的是自動化設備提供了精確可靠的追溯系統,一旦下游發現錯誤,能夠在追溯系統上查看每臺車相關的裝配情況,精準返修,節約工時且提高品質保證能力。
3.導入先進設備在人才培養領域的意義
導入了先進的生產設備,第三方調試證明可以用于生產之后,該設備的維護工作就移交給總裝車間本身,類似于車企的焊裝車間,總裝車間的設備保全在接觸到許多先進的自動化設備后,必然會經過一系列培訓,用于針對新設備的維護、調試等工作。
因為實際生產需要的要求,需要設備保全對新設備帶來的新技術有過硬的了解,出現設備故障停機時能夠在最快時間恢復設備生產。
■結束語
在汽車生產總裝領域進行先進技術設備的導入,是各車企在接下來5G 技術開始增速發展時期的重要任務。增加總裝車間的自動化程度,也就能夠在未來中國工業4.0 的大進程中取得領先地位。在中國勞動成本逐年提升的大環境下,在保證生產進一步穩定、品質進一步提高的情況下,做到成本進一步削減、安全進一步可靠、技能進一步增強,是提升企業核心競爭力的有效方法。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
電子制作(2018年11期)2018-08-04 03:26:08
中國軍轉民(2017年6期)2018-01-31 02:22:28
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
作文大王·低年級(2016年4期)2016-04-18 00:24:37
工業設計(2016年12期)2016-04-16 02:52:00
決策探索(2014年21期)2014-11-25 12:29:50
消費者報道(2014年7期)2014-07-31 11:23:57