分析輕鋼結構工程制作安裝工藝
2020-07-10 18:18:54張黎明
科學與財富 2020年13期
關鍵詞:建筑工程
張黎明

摘 要:本文對輕鋼結構建筑的制作和安裝工藝進行了闡述,對輕鋼結構的制作和安裝工藝進行了分析,具體過程為準備材料、放線切割、裝配焊接、組裝關鍵部件和噴漆。
關鍵詞:輕鋼結構;建筑工程;安裝工藝
輕鋼結構是近年來推行的新型建筑施工技術,主要應用于大型工業廠房、冷庫、車庫、室內隔間、出租庫房等工業建筑和臨時建筑工程。輕鋼結構具有施工時間短、安裝方便、耐腐蝕性強等優勢,因此出現后便受到大量建設單位的歡迎,也廣泛應用于工業建筑中。
1 輕鋼結構的制作工藝
輕鋼結構屬于施工過程較為簡單的拼接型建筑,在施工之前應當將所用的組件提前制作完畢,并按照特定的方法進行拼接、組裝。
1.1 材料準備
輕鋼結構所用的鋼材的規格應當根據建筑的實際規模決定,本文所選取的鋼材型號為Q235和Q345,前者屬于碳素結構鋼,后者為高強度結構鋼,都是應用于輕鋼結構中常用的鋼材。
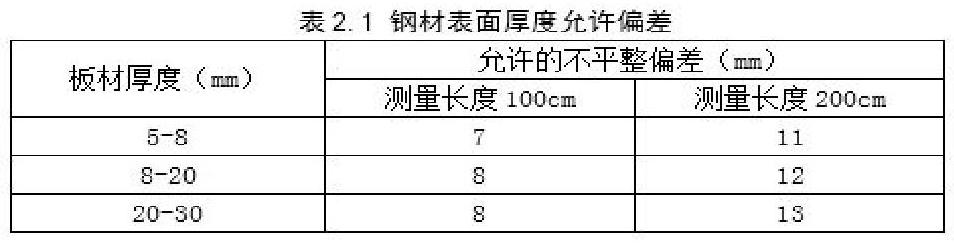
在將鋼材應用到建筑工程之前,應當先對其表面平整度進行檢驗,對平整度偏差過大的鋼材,應使用七軸平板機進行矯正后使用,鋼材表面平整度允許誤差和厚度之間的關系如表2.1所示。
1.2 焊接材料
焊接的材料有焊條、焊絲和焊接用保護氣體,所有焊接材料應當由正規廠商生產,并擁有質量證明和質量保證書,檢測合格后方可使用。
1.3 油漆
根據建筑的用途、所屬單位和建筑風格,選擇顏色和質感適合的油漆起到裝飾之用。
1.4 放線和切割下料
在鋼材進入放線和切割流程之前,可以對其進行防銹處理,采用D263型涂漆進行噴涂。由于輕鋼結構材料在切割過程中經常需要切出1/12、1\24和1\48這種特定度數的傾角,因此在切割之前,可以準備這些角度的專用量角樣板,按照樣板進行切割,提升切割的精確度。
在切割時,應當保證切口正確且清晰,并預留出下一階段所需的施工余量。一般翼板和腹板的余量為20mm,切割誤差不能超過1mm,在畫線后應當在切割的開始和結束處距離20mm的位置進行標識,在切割進行到該部分時應當及時停止。
切割鋼板可以使用氧炔焰熱切割法、等離子切割法和剪床機械切割法。熱切割應使用數控機床等精度較高的設備進行,對于腹板和翼板等組件應當使用熱切割,而小型零件,如加強板等應當采用機械切割法。
在選用氧炔焰熱切割時,應注意所選用的氧氣的純度達到99.8%以上,當切割深度超過1mm時,可能會在板材上留下缺口和切割紋路,應進行打磨或補齊。
2 工字鋼的裝配和焊接
在裝配工字鋼之前,應當確認每塊鋼材的編號是否正確,并將鋼材表面的銹跡和油污等清理干凈后在進行裝配和焊接。
組裝工字鋼時應當使用專門的組立機,并且組裝過程中應當保證腹板和翼板的垂直度和對中度,偏差不能大于3mm。
在對接工字鋼時,對接接頭處的間隙不能大于2mm,錯位程度應當根據板材的厚度決定,一般不能超過板材厚度的0.15倍,最大不能超過2mm。
腹板和翼板對接后,應當在對接頭的兩端加裝引出板,引出板的厚度應當和對接的鋼材相近,且大小最小為80×80mm。當腹板和翼板之間需要進行拼接時,應當保證同一構件中的接頭數量不能超過2個,而當一個構件的末端距離接頭的距離小于60cm時,則不允許腹板和翼板進行對接。在翼板的寬度方向,小型零件如加強板、連接板和端板之間不能存在焊縫。
在焊接工字鋼時,可以采用堿性焊條焊接或是使用二氧化碳保護焊,對于單面焊接的工字鋼,應當在沒有焊縫的一側進行定位焊,定位焊的長度和間距應當根據板材的厚度決定,具體參數如表3.1所示。
在焊接工作完成后,應當將組件的上殘留的焊渣和灰塵的清理干凈,并檢查焊接部位是否存在缺陷,如漏焊、過焊和焊瘤等,對于存在缺陷的部位應當進行補焊或打磨,隨后使用機械進行矯正。
如果檢查過程中發現翼板變形,應當使用專用的矯正機進行矯正,對于腹板和工字鋼的變形應當采用火焰加熱后進行矯正。
3 組裝關鍵部件
輕鋼結構的組裝的關鍵部分在于工字鋼兩端的結構,這是決定建筑整體質量的關鍵,如果偏差過大,將導致建筑結構失衡,容易導致屋面不平整,嚴重的還會導致建筑倒塌。
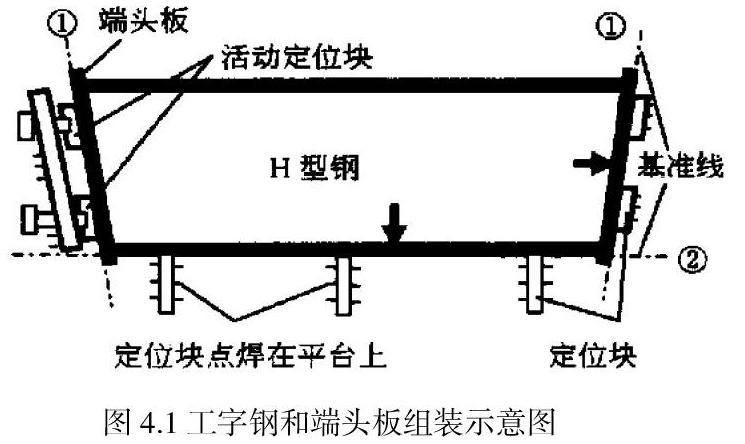
組裝端板時,應當在專用的組裝平臺上完成,首先在平臺上畫和翼板平行的基準線,隨后按照圖紙中的說明畫出端頭板的基準線①和②,如圖4.1所示。在裝配過程中,先將工字鋼組件和端頭板按照圖示的位置擺放好后按照箭頭的方向施壓,待到完全壓緊后對拼接口進行焊接。
圖4.1 工字鋼和端頭板組裝示意圖
4 組件涂裝
對裝配完畢的鋼組件進行涂裝的目的有兩個,一是通過涂裝展示建筑的風格和用途,二是通過涂裝避免鋼材在自然環境中生銹。因此在涂裝進行之前,應當先對鋼材表面進行除銹和磨光處理,隨后噴涂底層漆。由于底層漆起到主要的防銹作用,因此底層漆的噴涂應當在除銹完成后12小時內完成。
如果未能及時噴涂底層漆,導致鋼結構組件出現生銹的跡象時,則應重新進行除銹處理,并使用丙酮清理鋼材上存在的油污。
底層漆噴涂完畢后應當進行第二層漆的噴涂,可以使用高壓噴漆設備和壓縮空氣噴漆設備,第二層噴漆的厚度應當控制在25μm-50μm之間。
如果采用壓縮空氣噴漆,則應當根據環境的溫度調整油漆的稀釋度,當噴漆環境溫度較高時,應當加大油漆的稀釋度,防止噴漆過程中油漆因高溫凝固。常規情況下稀釋劑的加入量為5%左右,而夏季的加入量則應當增加到10%。
噴漆完成后應當對噴漆的效果進行檢查,噴漆表面應當光滑、均勻、無氣泡、起皺、脫落等問題,如果發現上述問題,則應當重新噴漆進行修補。
5 結論
本文對輕鋼結構的制作和安裝工藝進行了分析,闡述了制作工藝中的材料準備、焊接材料、油漆材料和放線以及切割的過程,并對施工過程中的裝配和焊接、組件的組裝以及涂裝過程進行了闡述。輕鋼結構的組裝過程是決定建筑質量的關鍵,因此在組裝過程中應當注意質量的控制,以保證建筑的質量和穩定性。
參考文獻:
[1].任達勇,付嘗薪,鄭鵬鵬.大小井特大橋廠內鋼結構制作裝配工藝及特點[J].公路,2019,64(09):163-165.
[2].楊海坤,趙偉團.淺談建筑鋼結構制作工藝[J].數碼設計,2017,6(11):100-101.
猜你喜歡
建材發展導向(2022年10期)2022-07-28 03:04:42
建材發展導向(2021年20期)2021-11-20 05:43:12
建材發展導向(2021年11期)2021-07-28 06:58:36
建材發展導向(2021年11期)2021-07-28 06:57:04
建材發展導向(2021年12期)2021-07-22 08:06:32
建材發展導向(2021年10期)2021-07-16 07:14:52
建材發展導向(2021年9期)2021-07-16 07:11:10
建材發展導向(2021年6期)2021-06-09 05:57:16
上海建材(2021年2期)2021-02-12 03:17:24
建材發展導向(2019年10期)2019-08-24 06:26:08
