淺談鋼結構智能焊接的幾點思考
2020-07-10 18:07:22馬磊
科學與財富 2020年13期
關鍵詞:鋼結構
馬磊

摘 要:隨著現代鋼結構產品的需求變得日益多元化,為滿足生產和性能的需要,鋼結構智能焊接已成為主要的發展方向。因此,本文以智能焊接機器人為載體,從剛性和柔性結構智能機器人的概述入手,從初始焊位與引導、焊縫跟蹤處理、熔透實時控制三個方面進行思考,以推動鋼結構智能焊接水平技術的不斷提升和優化。
關鍵詞:鋼結構;智能焊接;機器人
鋼結構在國家建設中發揮了十分重要的作用,尤其是近年來隨著綠色建筑的不斷發展,對鋼結構方面的需求量也在不斷增加。而焊接作為鋼結構產品生產中的關鍵性環節,為了確保滿足實際需求,降低人工成本,提高工程質量等,需要加強智能焊接技術的發展。
1.剛性與柔性鋼結構智能焊接機器人的分析
1.1剛性鋼結構智能焊接機器人
對于大型的鋼結構生產企業,在鋼結構件焊接時,不僅形狀復雜,而且工件壁較厚,加上焊縫形式較多,需要對其進行全方位地焊接,導致勞動強度較大。因此,為滿足剛性鋼結構智能焊接的需要,需要在實際需求中結合鋼結構的特點針對性地設置焊接機器人。比如剛性鋼結構具有厚度大、焊縫長和焊位多的特點,需要滿足其自動焊接的需要,就需要結合其實際特點,確保所選用的此類焊接機器人具有顯示焊縫軌跡、自動記憶焊接參數、多種焊接擺動控制方式,這樣才能在實際中結合需求對其參數進行調節和優化。
1.2柔性鋼結構智能焊接機器人
柔性鋼結構往往是特殊鋼材制作而成,在選用智能焊接機器人時,需要利用磁座在工件外表面或者內表面上將機器人吸附,并確保與工件表面曲率相同,具有良好的柔性和便于裝卸,同時還能將焊縫軌跡在線顯示和記憶跟蹤,能在線全方位地對焊接參數進行控制,實現離線焊接與參數設置等方面的智能化控制程序,從而達到內外球面、直縫、漸變復雜曲面焊接的需要。
2.鋼結構智能焊接的幾點思考
2.2鋼結構智能化焊接中初始焊位和導引的思考
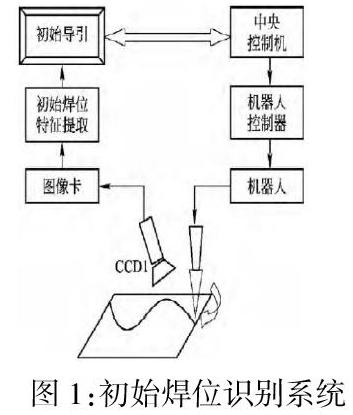
鋼結構智能焊接機器人能在初始焊位于引導中發揮作用,才能滿足智能焊接的實際需要,也是智能焊接的關鍵技術之一。在實際應用過程中,為確保其焊接質量的達標,針對初始焊位的導引系統而言,其主要是利用機器人的視覺傳感功能,在工作空間中拍攝有關焊件的圖像,并通過圖像處理與立體匹配,基于三維空間的視角,提取焊縫初始點的三維坐標,并把結果向服務器傳送,而服務器則會對機器人的焊槍下達控制指令,達到初始焊位準備焊接。在這一過程中,圖像卡發揮了十分重要的作用,也是決定導引的關鍵所在。因此,為確保機器人精準操作,就必須加強視覺傳感器的應用,切實提升機器人末端執行器的工作精度,在研究物體位置時,主要是利用雙目立體視覺模型與圖像伺服控制算法來保證。這就需要我們在實際操作過程中,緊密結合視覺傳感器采集的有關工件的圖像數據,對焊縫地起始點進行精確識別與確定,并利用雙目立體視覺模型、圖像伺服控制算法,對采集對象實施三維立體定位。具體而言,就是利用立體視覺系統對物體進行識別后建立相應的物理模型,并采取模板匹配法來識別焊縫區域,并利用動態變區域模板來匹配,從而對焊接的出事位置進行確定。而在初步定位的基礎上,在大范圍內對場景圖像信息進行分析后,對其大致位置進行粗略計算,并控制機器人運動到目標點的上方,通過重復取像和處理以及匹配與計算等一系列的操作,得出目標點上的精確三維坐標數據,從而對機器人的運行進行控制,實現對初始焊接位置的導引,具體過程詳見圖1。
2.2鋼結構智能化焊接中焊縫跟蹤處理技術思考
為確保鋼結構焊接質量,在鋼結構智能化焊接中,只有緊缺跟蹤焊縫,才能確保焊接質量,也是自動化、智能化焊接的主要內容。在焊縫跟蹤過程中,主要是在焊接全程對焊縫偏差進行實時監測,并對焊縫偏差進行檢測,同時只要一有偏差,就能針對性地對焊接路徑與焊接參數進行調整和優化,從而達到保證焊接質量的目的。在這一過程中,主要是利用焊縫跟蹤傳感器的作用,常見的有電弧傳感器與視覺傳感器,但是視覺傳感器比電弧傳感器更具有優勢和潛力,所以需要加強對其的應用。視覺傳感器主要是采用光電轉換元件,比如光電二極管,還有CCD等,尤其是CCD,不僅具有較為可靠的性能,而且體積較小,加上價格低廉,有著十分清晰的圖像,因此得到了廣泛地應用。
因此,需要切實加強視覺傳感系統的應用。常見的視覺傳感系統有兩種,一種是激光掃描式,還有一種是被動式。其中,激光掃描式為主動跟蹤系統,從圖2可以看出,主動跟蹤系統從激光反射之后投射到焊縫的表面,再通過反射,此時CCD就能接收,并對反射光束與CCD主光軸之間的夾角進行測量,再根據已經得到的夾角和CCD與掃描鏡面間的距離數據,最終得到焊縫端的剖面圖。而被動視覺法則是利用CCD的濾光片與減光片,對熔池邊的焊縫進行觀測和分析,但是電弧經常受到較為嚴重地干擾。
2.3鋼結構智能化焊接中焊縫熔透實時控制思考
在鋼結構智能化焊接過程中,焊縫熔透的實時控制也是確保智能化焊接質量的關鍵所在。在實際應用過程中,主要是借助熔透實時控制系統中的CCD提供的視覺信息,以及中央控制機與有關工藝參數預先建立焊接熔池的動態過程,對整個熔深和熔透以及熔寬和余高等焊接質量參數進行預測,并對焊接參數進行針對性地調整和優化,從而對機器人運動的速度和方向以及高度等進行有效調控,動態掌握焊接熔池的實際情況,對整個焊接過程進行實時監測的同時達到智能化控制焊縫質量的目的。例如在國家“鳥巢”體育館建設中,為達到保護鋼結構焊接質量的目的,采用實芯焊絲二氧化銻氣體保護焊的方式來進行焊接,不僅能進行橫向、立向和仰向焊接,而且還能實現智能化控制,對于工程質量提出提升有著較大的保障。但是需要注意的是,當前已經進入大數據時代,所以在智能化焊接中,需要我們切實加強鋼結構焊接工藝大數據庫的建立,通過預設焊接條件,庫用數據庫命令、機器人自動動作進行自動設定。但是航結構產品類型較多,焊縫也不同,所以在焊接工藝上也具有多元化的特點,因此鋼結構企業需要在機器人焊接技術方面不斷改進和優化,尤其是要根據鋼結構產品特點,比如板厚、位置等設置工藝大數據庫,從而結合實際需求對其這些大數據進行分析,強化對智能焊接技術的改進和優化,最終達到提高焊接工藝質量的目的。
3.結語
綜上所述,雖然鋼結構焊接技術目前得到了較為成熟,且發展速度較快,但是在發展過程中也出現了諸多問題,尤其是在智能制造方面的需求日益突出,需要在下料、組裝和焊接以及拼裝與涂裝最后到倉儲和運輸等方面實施智能一體化的設計,這樣才能更好地促進鋼結構焊接技術的發展,尤其是在當前的大數據時代下,需要切實利用大數據技術加強焊接工藝技術的分析和改進,才能不斷確保焊接質量,最終達到提高鋼結構產品品質的目的。
參考文獻:
[1]張華軍,陸漢忠,趙德龍,朱平,王達. 焊接工藝對輪胎式集裝箱門式起重機軌道疲勞壽命的影響[J]. 起重運輸機械,2015(05):111-114.
[2]蔣力培,薛龍,鄒勇,張衛義. 鋼結構全位置焊接機器人的研究與開發[J]. 電焊機,2017(08):23-26.
[3]曹成銘,李圣文,張延亮,任懷偉. 高端液壓支架智能焊接車間信息化建設探討[J]. 礦山機械,2018,41(01):104-106.
[4]蔣力培,薛龍. 全位置智能焊接機器人的研究[J]. 金屬加工(熱加工),2018(06):30-35.
猜你喜歡
建材發展導向(2022年14期)2022-08-19 02:10:10
建材發展導向(2022年14期)2022-08-19 02:08:18
山東冶金(2022年1期)2022-04-19 13:40:48
建材發展導向(2021年9期)2021-07-16 07:10:58
石油化工建設(2018年1期)2018-07-10 09:49:50
電站輔機(2017年3期)2018-01-31 01:46:40
中國公路(2017年15期)2017-10-16 01:31:54
物流技術與應用(2017年3期)2017-05-17 05:29:07
發明與創新(2016年33期)2016-08-21 13:22:16
中國工程咨詢(2016年4期)2016-02-14 07:28:44
