反向平衡法蘭風(fēng)電塔筒制作工法
2020-07-16 03:02:14華緒銀
中國新技術(shù)新產(chǎn)品 2020年9期
華緒銀
(廣東水電二局股份有限公司,廣東 廣州 511340)
風(fēng)電作為清潔可再生能源,得到了迅速發(fā)展。風(fēng)電塔筒就是風(fēng)力發(fā)電的塔筒,在風(fēng)力發(fā)電機(jī)組中主要起支撐作用,同時(shí)吸收機(jī)組震動(dòng)。風(fēng)電塔筒高度大于 100 m,為了方便制作、運(yùn)輸和吊裝。一般分為 4 ~ 5 段筒體制作,筒體之間采取法蘭聯(lián)接方式。反向平衡法蘭應(yīng)運(yùn)而生,反向平衡法蘭是我國擁有自主知識產(chǎn)權(quán),完全國產(chǎn)化的新型法蘭。較風(fēng)力發(fā)電機(jī)各段塔筒多采用的進(jìn)口 / 國產(chǎn)型鍛造型法蘭,其生產(chǎn)加工成本低、周期短。因此其作為大直徑鋼管結(jié)構(gòu)新的連接形式在風(fēng)力發(fā)電領(lǐng)域廣泛應(yīng)用。
1 提出問題
盡管反向平衡法蘭(如圖 1 所示)在應(yīng)用中有諸多優(yōu)點(diǎn),但并非沒有缺點(diǎn)。相比鍛造法蘭的剛性,反向平衡法蘭顯然遜色很多。剛性不足導(dǎo)致該法蘭與風(fēng)電塔筒筒壁組裝焊接后會產(chǎn)生形變,形變的后果就會給安裝帶來不利因素,輕則導(dǎo)致塔筒吊裝后上下法蘭筋板錯(cuò)位,重則導(dǎo)致塔筒吊裝時(shí)上下法蘭螺栓孔錯(cuò)位。因此,在反向平衡法蘭與風(fēng)電塔筒筒壁組裝焊接過程中,怎么保證它不變形,是制造工藝的重難點(diǎn)。
這也是區(qū)別于鍛造法蘭塔筒制造工藝的不同點(diǎn)。

圖 1 反向平衡法蘭上法蘭
2 制造工藝方案
2.1 制造工藝方案流程
筒節(jié)下料、卷制 筒體組對 反向平衡法蘭到貨驗(yàn)收 反向平衡法蘭與筒體組裝 反向平衡法蘭與筒體焊接 筒體內(nèi)附件生根焊接 塔筒的油漆噴涂和運(yùn)輸。
2.2 筒節(jié)下料、卷制
2.2.1 筒節(jié)板材下料
筒體按圖紙進(jìn)行展開,并根據(jù)來料規(guī)格和相關(guān)標(biāo)準(zhǔn)規(guī)定進(jìn)行分管節(jié)排料,每個(gè)筒節(jié)由一張鋼板組成,只允許焊接一條縱縫。塔筒板材一律采用數(shù)控切割機(jī)進(jìn)行熱切割,不允許進(jìn)行手工切割。切割好的板材應(yīng)嚴(yán)格驗(yàn)收,長度方向不誤差不超過 2.0 mm,對角線差不超過 3.0 mm[1]。且厚板(> 14mm)需要在下好料的板材四周預(yù)制好坡口。
2.2.2 筒節(jié)卷制
利用四輥卷板機(jī)卷圓,卷圓時(shí)注意坡口方向,先卷兩端弧度,然后卷整圓。采用按筒節(jié)的曲率半徑制作兩頭內(nèi)卡樣板,來校驗(yàn)卷圓時(shí)筒節(jié)的曲率半徑。然后檢查圓筒的彎曲矢高允許偏差和直徑偏差是否在公差允許的范圍內(nèi),然后進(jìn)行縱縫位置處點(diǎn)焊操作工序。
2.2.3 縱縫焊接
筒節(jié)縱縫焊接可采用埋弧自動(dòng)焊,采取 Y 型坡口或 X型坡口雙面焊,內(nèi)壁焊接完畢后,外壁清根露出焊縫坡口金屬后再焊(如圖 2 所示)。施焊前加引、熄弧板,施焊時(shí)選用與母材相匹配的焊材焊接,不得在非焊接部位及母材上引弧。

圖 2 筒節(jié)外縱縫焊接
2.2.4 筒節(jié)回圓處理
對縱縫焊接完成的筒節(jié)進(jìn)行較圓處理,采用三輥卷板機(jī)上進(jìn)行單筒節(jié)的校圓,用內(nèi)卡樣板進(jìn)行校驗(yàn),達(dá)標(biāo)為止。
2.2.5 焊縫探傷檢測
對焊接完成的縱縫進(jìn)行無損探傷,筒節(jié)無損探傷合格后才可作為半成品備用。
2.3 筒體組對
該筒體包含在內(nèi)的所有筒節(jié)都按以上工序完成后,進(jìn)行筒節(jié)組對工序。將校圓合格的單筒節(jié),按照塔筒單元的接料圖進(jìn)行組裝,相鄰?fù)补?jié)的縱焊縫應(yīng)盡量相錯(cuò) 180°,筒節(jié)與筒節(jié)對接采用外壁對齊,控制錯(cuò)邊偏差 dx ≤ 0.1δ(δ為板厚),且不大于 2 mm。該筒體所有筒節(jié)組對完成后,檢查筒體直線度,拉線全長≤ 1‰,且≤ 25mm。塔節(jié)對接環(huán)縫采用埋弧自動(dòng)焊[2],采取 Y 型或 X 型坡口雙面焊,內(nèi)壁焊接完畢后,外壁清根露出焊縫坡口金屬后再焊。
2.4 反向平衡法蘭的到貨驗(yàn)收
反向平衡法蘭由于其極易形變的特性,因此在運(yùn)輸過程中采取了上下法蘭成組對抱,再采用緊固螺栓和花籃螺栓支撐的方式進(jìn)行加固(如圖 3 所示)。通過花籃螺栓可以調(diào)節(jié)反向平衡法蘭的圓度。反向平衡法蘭到貨后應(yīng)對其圓度、上下筋板錯(cuò)邊量和上下法蘭筒節(jié)處錯(cuò)邊量進(jìn)行驗(yàn)收。圓度公差應(yīng)滿足 Dmax-Dmin ≤ 1‰ D(D 為法蘭公稱直徑),上下筋板錯(cuò)邊量≤ 1.5 mm,筒節(jié)處錯(cuò)邊量≤ 2.0 m。

圖 3 反向平衡法蘭加固支撐
2.5 反向平衡法蘭與筒體組裝
反向平衡法蘭與筒體組裝的具體組裝步驟有下面 5點(diǎn)。1)在反向平衡法蘭與筒體組裝之前,應(yīng)該完成該組反向平衡法蘭分別與之組裝的筒節(jié)的組焊工序,并檢查此 2條筒節(jié)的母線長、對角線長和焊縫質(zhì)量。以上 3 個(gè)指標(biāo)合格后才能進(jìn)入下一步反向平衡法蘭與筒壁組裝工序。2)反向平衡法蘭與筒壁組裝時(shí)不應(yīng)拆開加固支撐,還應(yīng)使用高強(qiáng)螺栓加固使反向平衡法蘭組緊固,防止在組對過程中法蘭組因重力原因?qū)е路ㄌm組相對位置發(fā)生位移,如圖 4 所示。3)先把與反向平衡法蘭組下法蘭組裝的筒節(jié)橫臥在滾輪架上,利用滾輪架調(diào)整好筒節(jié)水平狀態(tài),利用線墜檢查筒節(jié)口上下點(diǎn)位置保證該筒節(jié)口所在平面與地面相對垂直。此時(shí)應(yīng)檢查筒節(jié)口的橢圓度,如果橢圓度超差,應(yīng)校正并固定好筒節(jié)口。然后吊取反向平衡法蘭組與下筒節(jié)筒壁組裝,利用調(diào)節(jié)滾輪調(diào)整筒節(jié)口與法蘭組下法蘭對接口的縫隙及位置。采用筒節(jié)外壁整圈點(diǎn)焊的方式固定法蘭組與下筒節(jié)筒壁,如圖 5 所示。4)采用上述相同方法,把組對完成好的筒體整體與上筒節(jié)筒壁組裝。5)檢測此兩段塔筒筒體整體母線長度差、對角線差以及反向平衡法蘭組的相對位置有無發(fā)生位移。合格后方可進(jìn)入下一步工序。
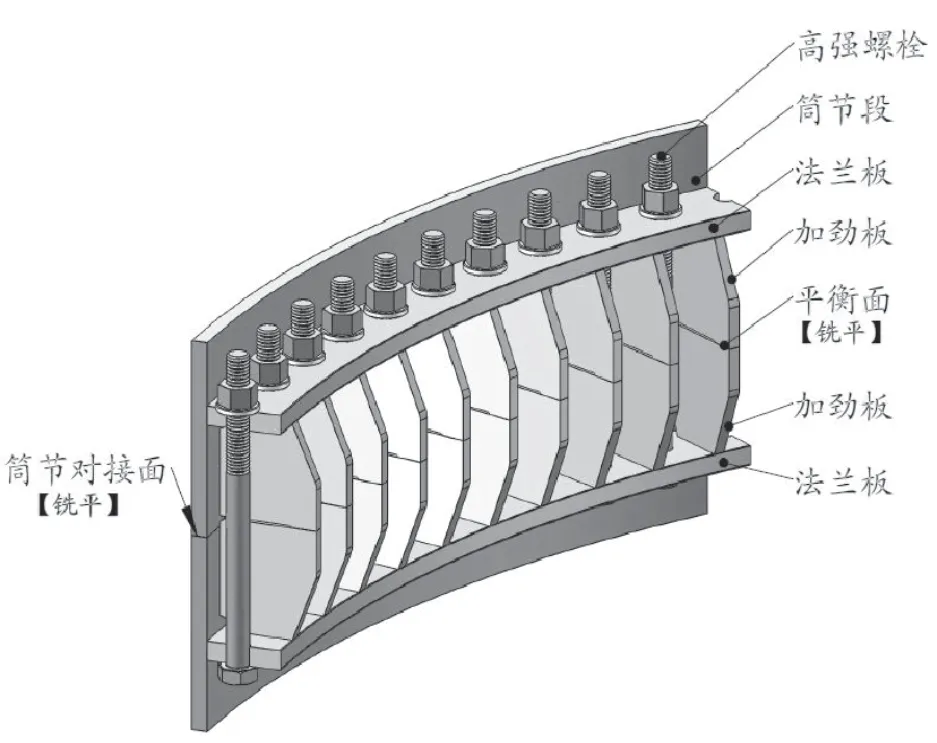
圖 4 反向平衡法蘭組使用高強(qiáng)螺栓加固圖
2.6 反向平衡法蘭與筒節(jié)的焊接
反向平衡法蘭組與上下筒節(jié)筒壁組裝完畢并驗(yàn)收合格后進(jìn)行環(huán)縫焊接。環(huán)縫焊接采用埋弧自動(dòng)焊的方式進(jìn)行施焊[3]。由于法蘭組與筒壁組裝采取外壁對齊的方式,因此坡口在內(nèi)側(cè),為防止因焊接的熱量輸入引起筒節(jié)及法蘭形變,我們采取先焊內(nèi)側(cè),再焊外側(cè),最后完成內(nèi)側(cè)蓋面的焊接順序進(jìn)行施焊。詳細(xì)參數(shù)見表 1。塔筒其余筒節(jié)法蘭組焊,塔筒的其余法蘭依據(jù)上述工法完成法蘭組與筒壁組焊。需要說明的是由于整條筒體底法蘭結(jié)構(gòu)厚實(shí),而頂法蘭為鑄造法蘭,其 2 個(gè)法蘭剛性好不易產(chǎn)生形變,因此無需按此工法進(jìn)行組焊。
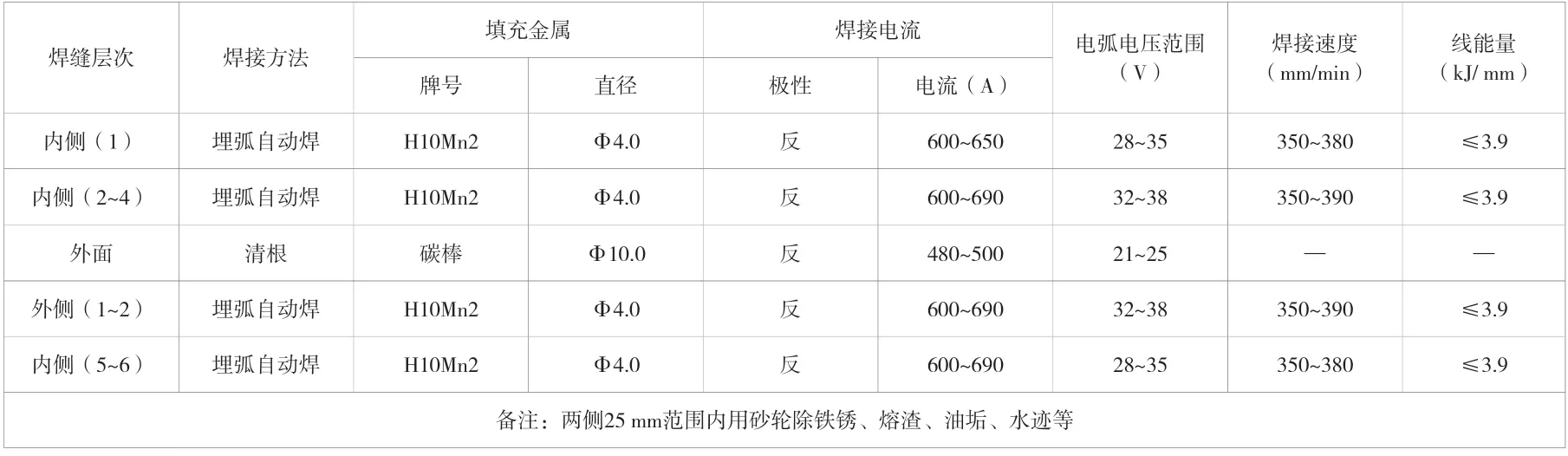
表 1 反向平衡法蘭組與筒壁焊接參數(shù)
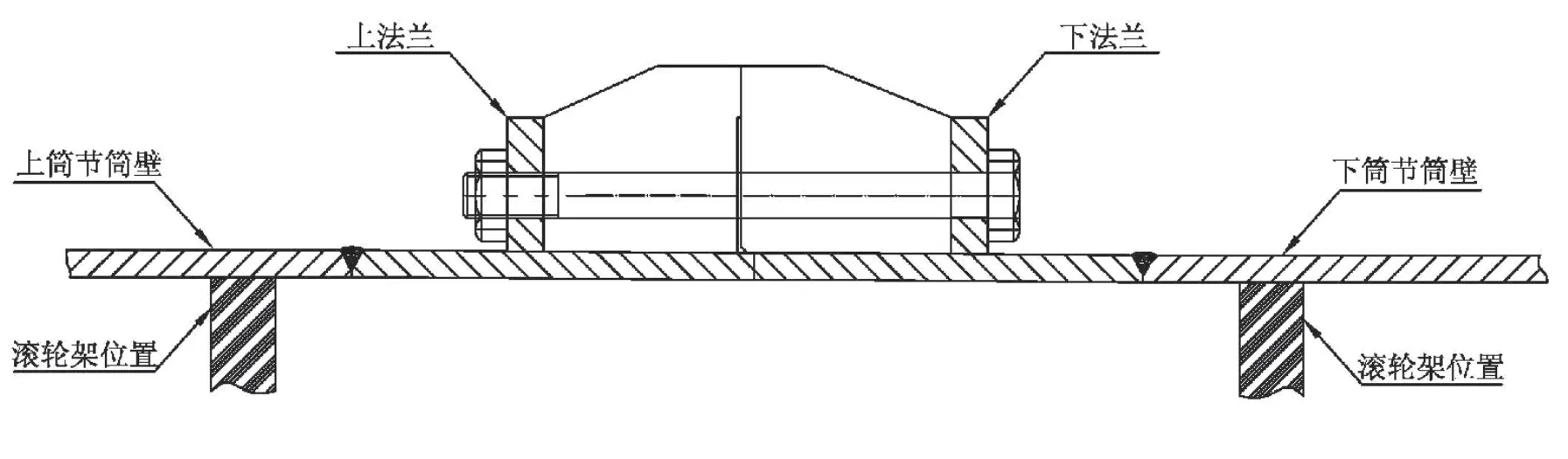
圖5 反向平衡法蘭組與上下塔筒筒壁組對圖
2.7 筒體內(nèi)附件生根焊接
當(dāng)其中一段筒節(jié)兩頭的反向平衡法蘭均已組裝和焊接完成,且與此筒節(jié)兩頭反向平衡法蘭配對的法蘭組也已完成組裝焊接,那么此段筒節(jié)可以與其相鄰的筒節(jié)脫開卸下連接的高強(qiáng)螺栓。在拆卸高強(qiáng)連接螺栓的同時(shí),應(yīng)加裝由槽鋼結(jié)構(gòu)組成的米字撐,來避免筒節(jié)在轉(zhuǎn)場吊運(yùn)的時(shí)候引起形變。
3 新工藝與傳統(tǒng)工藝的比較
風(fēng)電塔筒傳統(tǒng)工藝為單個(gè)法蘭與筒體組焊,由于反向平衡法蘭剛性小的特性,在組裝和焊接過程中約束不夠,極容易產(chǎn)生形變,給后續(xù)風(fēng)電塔筒吊裝帶來不利因素,效率低下。此傳統(tǒng)工藝適合剛性大的鑄造法蘭與筒壁組焊。
4 結(jié)語
法蘭組焊工藝是整個(gè)風(fēng)力發(fā)電塔筒制造工藝的重點(diǎn)。而控制反向平衡法蘭與筒壁焊后的形變是核心。能經(jīng)過以上法蘭組與筒壁的組焊工藝來控制反向平衡法蘭組焊形變,為反向平衡法蘭風(fēng)電塔筒現(xiàn)場吊裝創(chuàng)造有利條件,節(jié)約吊裝現(xiàn)場為校正法蘭形變而產(chǎn)生的材料成本和人工成本,給企業(yè)帶來效益。可見此工法是值得推廣使用的。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(shù)(2021年2期)2021-04-20 12:37:26
農(nóng)村實(shí)用技術(shù)(2021年1期)2021-02-27 08:26:18
裝備制造技術(shù)(2020年1期)2020-12-25 05:18:30
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2016年5期)2016-03-16 02:20:45