紫銅表面等離子堆焊Ni60涂層組織與硬度的研究
2020-07-16 00:55:54朱協彬程敬卿
安徽工程大學學報 2020年2期
汪 超,朱協彬*,程敬卿
(1.安徽工程大學 機械與汽車工程學院,安徽 蕪湖 241000;2.安徽省鼎恒再制造研究院,安徽 蕪湖 241000)
石墨槽與耐火材料槽是有色冶金行業的出銅槽,但現在已被銅溜槽所取代。由于銅溜槽的耐用性要比其他出銅槽長久,為企業降低了成本,工人的勞動強度也得到了減弱,因此銅溜槽受到有色冶金行業的普遍認可和廣泛應用。銅溜槽是以紫銅澆鑄而成,包含壁體、進出水管道和連接法蘭,而壁體內預先埋置了冷卻銅管,其冷卻銅管的兩端分別與進、出水管道連通,且冷卻銅管、進出水管道為一體式結構,壁體截面形狀為U形。該銅溜槽通過一系列結構上的改進,使銅液銅渣對溜槽無具體沖擊點且減輕了對溜槽的沖刷。一般情況下銅溜槽的使用壽命為半年,但用戶希望銅溜槽的使用壽命能更長。為此在不改變紫銅基體各項性能的基礎上采用表面改性技術提高其工作面性能[1],從而延長了使用壽命,提高了經濟效益。
高家誠[2]等為了尋找一種簡單而有效的方法來提高銅部件的使用壽命,采用氧乙炔火焰噴涂重熔法在純銅表面制備了氧化鋁基陶瓷涂層。其結果表明:該種涂層與銅基具有良好的連接強度,耐熱性和耐堿性有了大幅提高,可以在工業中推廣使用。高陽[3]等采用激光熔覆熱障涂層在銅基表面制備了ZrO2涂層。其結果表明:采用激光熱源在銅基上熔覆熱障涂層,可得到密實的氧化鋯陶瓷涂層。目前在純銅表面利用激光熔覆技術制備涂層存在一些問題:激光熔覆設備價格比較昂貴[4];需要編寫程序;在操作過程中要穿特殊防護服,避免激光輻射[5]。
等離子堆焊可以在無需經過復雜預處理的金屬零部件表面直接進行[6],操作簡單、快捷,容易實現機械化自動化。堆焊合金粉末涂層與基體呈冶金結合,稀釋率低且焊層均勻美觀,與其他焊接工藝相比,等離子堆焊結構更為簡單、節能,操作起來也更加方便,焊層與基體結合強度高,設備容易維修和保養[7-8]。由于等離子弧會產生輻射,導致皮膚表層脫皮,所以在操作過程中注意穿好防護服。等離子粉末堆焊技術雖然在鋼鐵表面強化方面取得了一定的成效和經濟效益,但由于銅及其銅合金獨特的物理化學性能,不能局部加熱導致焊接成為難題,因而紫銅表面等離子粉末堆焊鮮見報道。如何在紫銅表面等離子堆焊制備出無缺陷、冶金結合、耐高溫沖刷且具有一定厚度的理想堆焊層成為科研人員和技術工程人員亟待解決的難題。研究針對某公司要求銅溜槽使用壽命更長的問題,采用等離子粉末堆焊的方法,著重開展了紫銅表面等離子粉末堆焊Ni60涂層組織及性能的研究。
1 試驗方法
1.1 試驗原料
以紫銅作為基體,將其加工成200 mm×150 mm×20 mm的樣塊。選用Ni60粉末,采用3V成分分析光譜儀分析Ni60成分如表1所示。其微觀形貌如圖1所示。采用BT-9300ST激光粒度分布儀測出其粒度分布如圖2所示。由圖2可以看出粒徑分布在2~400 μm。

表1 Ni60粉末化學成分
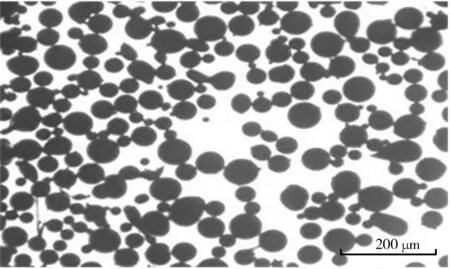
圖1 Ni60微觀形貌
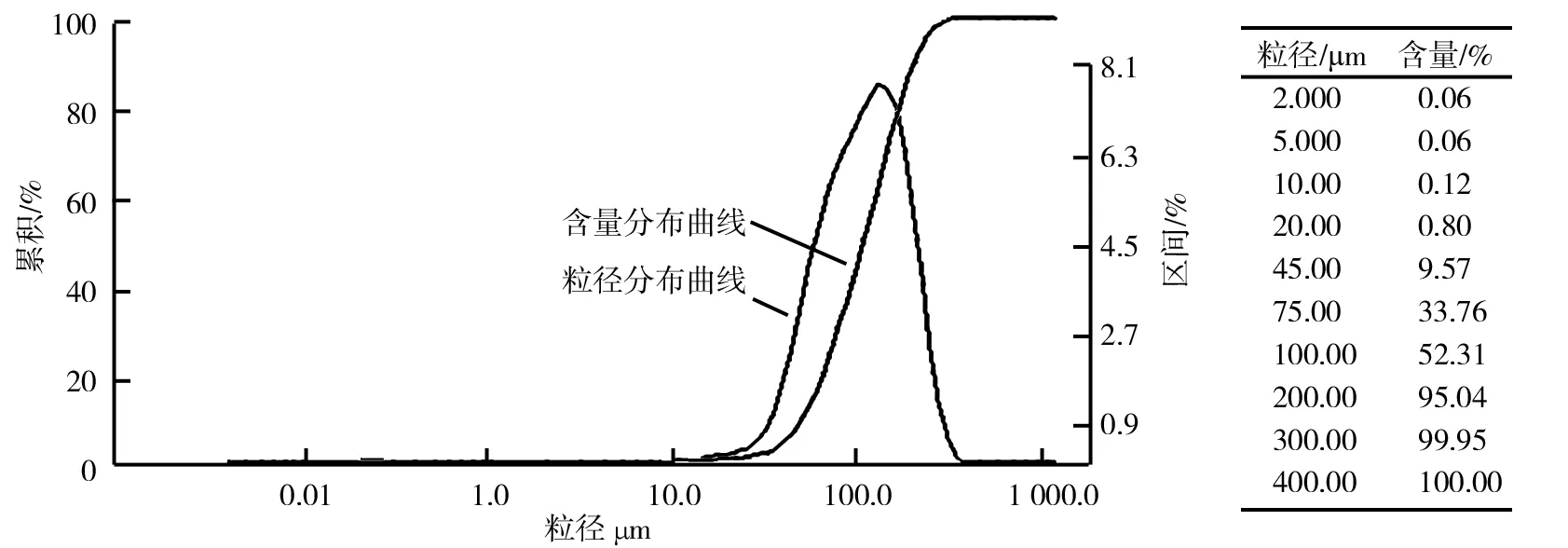
圖2 Ni60粉末的激光粒度
1.2 試驗設備
PTR-BX-400A粉末等離子堆焊專機、UM200i/UMT200i系列正置/透反射金相顯微鏡、BT-9300ST激光粒度分布儀、3V成分分析光譜儀、ZYH-30自控退紅外焊條烘干爐、超景深顯微鏡、里氏硬度計。
1.3 試驗過程
使用PTR-BX-400A粉末等離子堆焊專機(見圖3a),氮氣作為保護氣,氬氣作為離子氣,工藝參數如表2所示。 堆焊前基體預熱到800 ℃(見圖3b)。Ni60粉末在ZYH-30自控退紅外焊條烘干爐中恒溫150 ℃烘干15 min待使用。
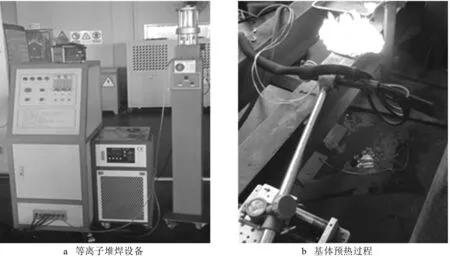
圖3 設備與過程

表2 等離子堆焊工藝參數
2 結果與討論
2.1 焊層的形貌表征
等離子堆焊Ni60涂層的宏觀表面形貌如圖4所示。由圖4可知,表面無明顯的氣孔、裂紋等缺陷,焊道均勻平整[9]。截面宏觀形貌如圖5所示。圖5中焊層厚度為3mm,由圖5可以看出,等離子粉末堆焊試樣的堆焊層與紫銅基材界面有明顯的光亮帶,表明為冶金結合,與銅無限固熔[10]。

圖4 焊層表面宏觀形貌 圖5 焊層截面宏觀形貌
2.2 焊層的金相組織
由于等離子弧的溫度可達10 000~50 000 K,熔融的金屬粉末在凝固過程中是非平衡的,等離子弧在快速加熱和高溫梯度、過冷度和快速凝固速率下產生的銅基熔體的快速凝固過程,使等離子堆焊過程中的結晶以非平衡的方式進行,最終導致Ni60粉末等離子堆焊層組織成為單一針狀晶體結構或樹枝枝晶特征[11]。
對焊層的各個區域進行金相顯微觀察如圖6所示。由圖6可知,焊層各區域的微觀組織明顯不同,這是因為在等離子粉末堆焊的過程中,熔池存在高溫梯度,由于紫銅良好的散熱性,隨著焊接層厚度的增加,冷卻速度加快,隨著溫度梯度的減小,近表面區G/R(G為溫度梯度,R為冷卻速率)趨于零,從而導致明顯的焊層梯度組織[12]。從圖6b可以看出,焊接結合界面層晶粒尺寸較為粗大,這是因為在等離子粉末堆焊過程中,Ni60合金粉末沒有完全熔融,并且與局部熔融的紫銅基體表面形成了一個典型的液固界面,晶核沿界面法線方向向液相中快速垂直生長。從圖6c、圖6d可以看出,焊層中間是細小的針狀結構,在焊層的頂部形成枝晶和等軸晶。這是由于Ni60自溶性合金粉末中含B和Si兩種元素。根據非平衡快速凝固理論,當晶體生長速率和溫度梯度恒定時,隨著合金熔體中溶質濃度的增加,其成分過冷傾向增大,導致枝晶甚至等軸晶的形成[13]。在焊層中部區域,其組織形貌表現為細針狀結晶區更加細小[14-15],這是因為紫銅基板導熱、傳熱能力很好,底部的熔融液態金屬迅速冷卻。由于較大的過冷度導致晶粒細化,焊層頂部的微觀組織主要是枝晶,與其他區域組織相比,枝晶結構變粗,顯示了短小的鋸齒狀二次分枝間距增大[11]。這是因為焊接層頂部的散熱主要是凝固的固體導熱和自然冷卻,并且晶體的生長速度降低。當速率達到枝晶轉變的臨界速率時,晶體以枝晶的形式生長[16]。

圖6 焊層各區域微觀組織形貌
2.3 焊層的顯微硬度
采用HVS-1000Z數顯顯微硬度計(見圖7)測量Ni60合金焊層與紫銅基體的界面硬度,樣塊為拍金相的試樣,焊層厚度約3 mm,依次從基體到焊層頂部打出硬度。
圖7 HVS-1000Z數顯顯微硬度計
焊層沿焊接深度方向的顯微硬度分布曲線如圖8所示[17-18]。基體材料的硬度為60.5HV0.1,熔合過渡區硬度為200HV0.1。近熔合區硬度明顯增大,在接近焊層表面處硬度達到650HV0.1,然后呈緩慢下降的趨勢[19]。
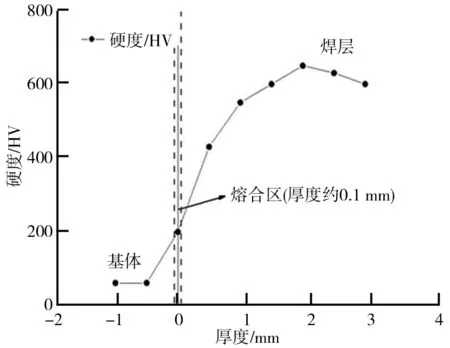
圖8 焊層顯微硬度曲線分布
與基體相比,焊層各區域的硬度均有所提高,且硬度分布明顯。這是由于焊接熔合區附近的底層為典型的液-固界面,分布了大量的鎳鉻硼化物合金固溶體,起到了固溶強化的效果,焊層中部和頂部擴散分布的小黑點是由于鎳基合金含有更多的B、Si、Cr等元素。這些元素形成等離子堆焊過程中的硬脆性化合物,其快速凝固過程起到彌散強化的效果,從而大大提高了硬度。焊接層頂部的顯微硬度有緩慢下降的趨勢,這可能是硬質相的數量和大小分散在不同的位置,加上晶體中不同位錯的相互作用,導致顯微硬度存在區別[20]。
3 結論
在紫銅基體表面采用等離子粉末堆焊技術制備Ni60合金粉末涂層,表面無明顯的氣孔、裂紋等缺陷,焊道成型美觀。焊層與基體呈冶金結合,焊層中部為針狀結構,頂部組織呈明顯的樹枝狀和長條狀。Ni60焊層的熔點1 400 ℃較紫銅1 083 ℃明顯提高,耐高溫沖刷較好。焊層中部、頂部都具有很高的硬度,這是固溶強化和彌散強化共同作用的結果,最高維氏硬度為650HV0.1,較紫銅硬度60.5HV0.1有了大幅度的提升。
