大跨度復雜箱型變截面雙肢雙曲張弦梁加工技術研究與探討
2021-12-03 13:20:44梁鵬常武光杜威鄭大雨中冶上海鋼結構科技有限公司
環(huán)球市場 2021年32期
關鍵詞:焊縫
梁鵬 常武光 杜威 鄭大雨 中冶(上海)鋼結構科技有限公司
一、工程概況
重慶大學體育館呈鉆石形狀,在四周設有一圈型鋼混凝土框架柱以支承鋼屋蓋,屋蓋南北向73.4m,東西向82.454m,建筑高度24.22m。屋蓋結構主要為大跨度箱型雙肢雙曲變截面張弦梁,共有8 榀,每榀桁架跨度83.3m,重約100t。本工程鋼結構總量約1800t,材質主要為:Q460GJB、Q355GJB 和Q355B。見圖1、圖2。
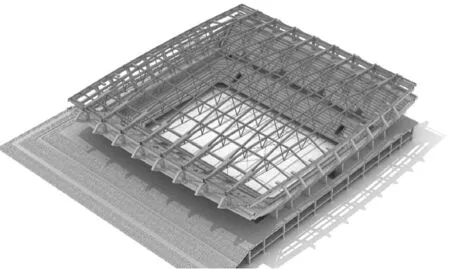
圖1 體育館屋蓋結構效果圖
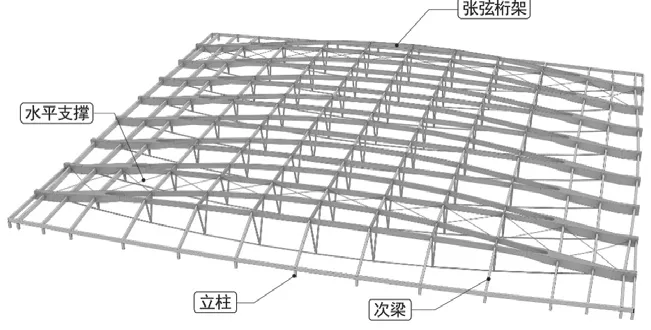
圖2 體育館俯視圖
二、加工重點、難點
屋蓋鋼結構均為焊接構件,鋼材規(guī)格繁多,焊縫形式多樣,焊接量較大且焊縫質量要求高等。其中張弦梁為變截面雙肢雙曲箱型構件,彎弧角度難以控制、跨度較大且節(jié)點構造較為復雜;制作焊接難度高,變形控制難度大;其零部件組裝工序繁多,需嚴控裝配順序。
三、工藝流程
張弦梁制作步驟:放線支設胎架(見圖3)→張弦梁箱體分段組裝(見圖4)→箱體焊接(重點控制拉索耳板焊接)→整體預拼裝(見圖5)→復測,張弦梁總體成型的關鍵是拉索耳板裝配工藝及厚板焊接。

圖3 張弦梁制作胎架

圖4 張弦梁分段加工制作

圖5 張弦梁整體預拼裝
四、張弦梁制作
首先進行張弦梁裝配胎架搭設,其胎架高度根據張弦梁弧形走向及裝配作業(yè)空間確定;采用熱軋H 型鋼等組成整體拼裝胎架,使用全站儀進行監(jiān)控測量。胎架搭設完成后頂部使用20mm 厚的鋼板作為張弦梁底部弧形走向模板(見圖6)進行定位鋪設(箱體底板),箱體底板鋪設完后在其上面進行箱體側板的定位放線,然后采用定位鋼板與撐桿將箱體側板進行固定,側板安裝完接著裝配箱體內隔板(見圖7);其箱體側板及內隔板全部裝配及焊接完并經檢查檢測合格后,進行頂部圓弧走向模板(箱體蓋板)封閉并焊接。
圖6 胎架搭設(深藍部位為弧形走向模板)
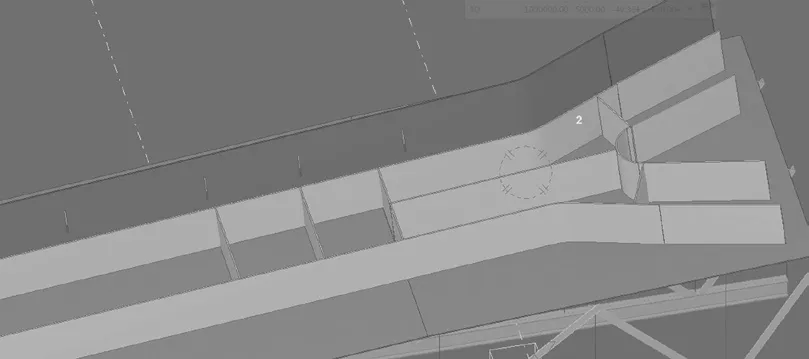
圖7 側板、內隔板裝配示意
張弦梁組裝前應根據胎架圖紙仔細核對胎架的空間曲線走向,構件組裝前必須熟悉圖紙和工藝,認真核對零件編號、外形尺寸和坡口,核查平面度、直線度等各種偏差,徹底清除待焊區(qū)的浮銹、底漆、油污和水分等有害物,確認符合圖紙和工藝要求后方可組裝。首制件必須經檢查合格后方可批量生產。
五、拉索耳板節(jié)點裝配工藝
(一)張弦梁拉索耳板貫穿張弦梁上下翼緣板的節(jié)點形式
拉索耳板板厚100mm,拉索耳板處張弦梁截面尺寸口(1300-1313)*600*30*30,張弦梁拉索耳板位置有特殊注明,腹板厚度為40mm。
(二)拉索耳板節(jié)點區(qū)域裝配工序流程
幾何尺寸檢查→耳板、翼緣板焊接→加筋板裝配焊接→焊縫探傷→位置標記→腹板裝配→加筋板靠腹板電渣焊、腹板焊縫焊接→焊縫探傷檢測→幾何尺寸檢查
如圖8、圖9 所示。
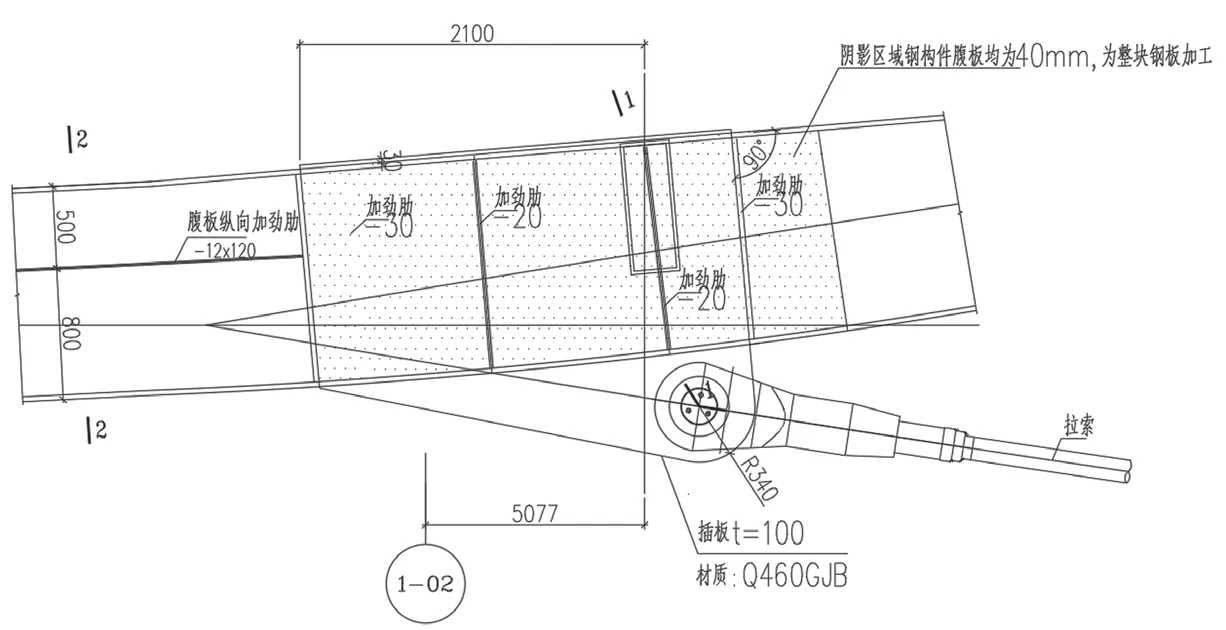
圖8 拉索耳板節(jié)點詳圖
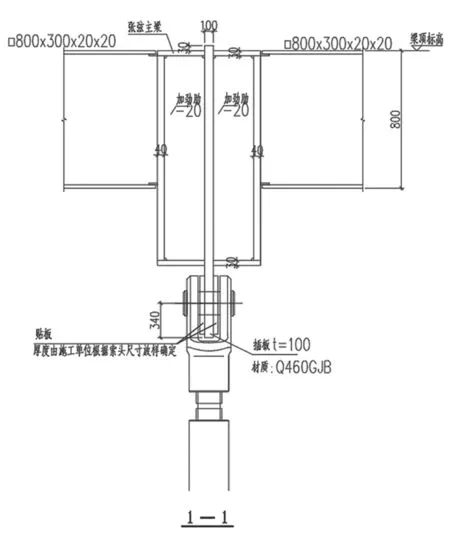
圖9 拉索耳板節(jié)點剖面圖
拉索耳板裝配工藝流程:零部件下料→箱體U 型拼裝→拉索耳板裝配→箱體內加勁板裝配定位→拉索耳板、加勁板焊接→封閉箱體蓋板。
拉索耳板插入箱體后內部后,其加勁板的焊接難度大,焊接操作空間小。因此先進行裝配加勁板并焊接,后裝配40mm 厚的腹板并焊接,確保加勁肋焊接質量。其裝配焊接流程:耳板插入上下翼緣板→裝配箱體 20mm 厚的內部加勁肋→焊接上下翼緣板焊縫→焊接加勁肋與翼緣及耳板焊縫→裝配40mm 厚區(qū)域腹板→焊接腹板與20mm 厚加勁肋焊縫→拼裝封頭加勁肋并焊接。
各加勁肋拼裝及焊接順序:耳板及翼緣拼裝→加勁肋①&②拼裝、焊接→40mm厚區(qū)域腹板拼裝、焊接→加勁肋③&④拼裝、焊接→拼裝40mm 厚腹板區(qū)域外的腹板。其中①號位置兩塊對稱的加勁肋與腹板的焊縫采用電渣壓力焊,其余均為二氧化碳氣體保護焊(見圖10)。
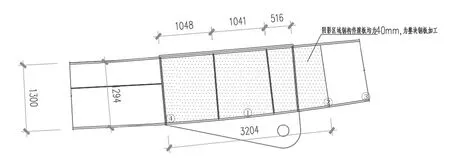
圖10 拉索耳板節(jié)點加勁肋位置示意圖
(三)拉索耳板關鍵工序控制及注意要點
1.耳板與箱型梁翼緣板裝焊
翼緣板開洞位置按照圖紙要求劃線放樣,使用半自動火焰切割機進行切割及坡口制備。吊耳裝配后定位點焊,幾何尺寸檢查無誤后裝配①和②號加勁肋,然后進行焊接,焊接時2 人對稱焊接,以減少焊接變形。
2.加勁肋的裝焊
加勁肋的裝配位置按照加工圖紙劃線放樣定位。嚴格按照裝配順序進行裝配、施焊,采用2-4 人同時對稱施焊。加勁肋施焊結束后進行電渣壓力焊的加勁肋的裝配位置,標記在翼緣板位置,為腹板拼裝后的電渣壓力焊做準備。
六、焊縫UT檢測
屋面張弦梁為節(jié)點上下600mm 范圍內全熔透二級焊縫,端部100mm 范圍內全熔透二級焊縫,其中部分熔透坡口焊縫厚度不小于板厚的2/3,且不小于12mm。
七、張弦梁總體尺寸復查與校正
焊接完成后將分段張弦梁吊裝至預拼裝的胎架并用全站儀對關鍵控制尺寸復查。主要控制點為彎扭節(jié)點坐標值和桁架最外端主梁端部空間坐標值。
整段張弦梁因焊接引起的控制點移位區(qū)域宜采用火焰校正。保證關鍵控制點與胎架間隙≤3mm。合格采用半自動火焰切割機制備工地焊縫坡口。坡口為外坡口,坡口角度35°。
八、結束語
通過該項目大跨度雙肢雙曲箱型變截面構件的工藝研究與探討,最終形成大跨度箱型變截面構件以分段加工,支設大型胎架整體精確定位拼裝的加工工藝。內容重點對張弦梁加工工藝和拉索耳板裝配定位控制方法以及焊接節(jié)點的質量控制方法進行了詳細闡述。使用全站儀測量張弦梁構件各控制點坐標值均滿足設計和規(guī)范要求。該加工工藝的成功應用為雙肢雙曲箱型變截面張弦梁的加工質量,施工工期,項目成本控制等奠定了堅實的技術基礎,對類似復雜構件的制作起到一定的借鑒作用。
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術學院學報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07