基于STM32的脊柱手術鉆孔輔助裝置控制系統*
2020-07-23 01:36:16李翔昱徐邦杰
機電工程 2020年7期
李翔昱,湯 卿,徐邦杰,姚 進
(四川大學 機械工程學院,四川 成都 610065)
0 引 言
椎弓根釘內固定術作為脊柱手術中穩定性重建的重要手段,其基本原理是將骨釘經由椎弓根植入椎體中,并利用骨釘及支撐桿對脊柱進行固定和支撐。由于脊椎周圍遍布重要的神經、血管及臟器,植入骨釘前的釘道準備過程具有高風險。釘道的方向稍有偏差或穿出椎體都可能造成造成病人相應的功能失調乃至永久的殘疾[1-2]。
醫生術前能夠根據醫學成像準確地確定鉆孔的位置和深度。術中,脊柱手術主要依靠醫師手持電鉆進行鉆孔。醫生在鉆孔時首先要依據影像目測鉆孔的位置和方向,然后手持電鉆定位后一邊鉆孔一邊觀察鉆孔的情況。在這個過程中很難保證正確的電鉆鉆孔位置和方向,同時長時間的手術操作所帶來的疲勞也增加了誤操作的可能性[3-4]。
目前,脊柱骨折最好的治療手段是進行椎弓根內固定術,椎弓根釘是否能夠準確植入是脊柱手術成功與否的關鍵。文獻報道:術后CT查實,傳統脊柱手術椎弓根穿破率高達21%~31%,對脊椎、神經根、大血管等造成嚴重威脅[5-7]。
針對這一問題,本文將研發一款脊柱手術鉆孔輔助裝置,就控制系統提出設計方案,并完成相應實驗平臺的試制和初步實驗[8-11]。
1 裝置整體設計
1.1 裝置整體功能
在脊柱鉆孔手術時,為了達到鉆臂運動比較靈活的目的,鉆臂末端應滿足在三維空間具有6個自由度。考慮到鉆孔手術的危險性,筆者給出了更加符合人機工程學的設計指標,即整個裝置滿足重力自平衡、鉆臂運動時的阻尼可調節,鉆臂可以鎖緊,鎖緊時具有足夠的剛度等設計指標。另外,電鉆在鉆孔時要能夠自動進給并且進給量可調,同時需要實時顯示鉆孔過程中的各項參數指標。
目前筆者已完成6自由度、具有重力自平衡功能的鉆孔輔助裝置機械結構設計,如圖1所示。
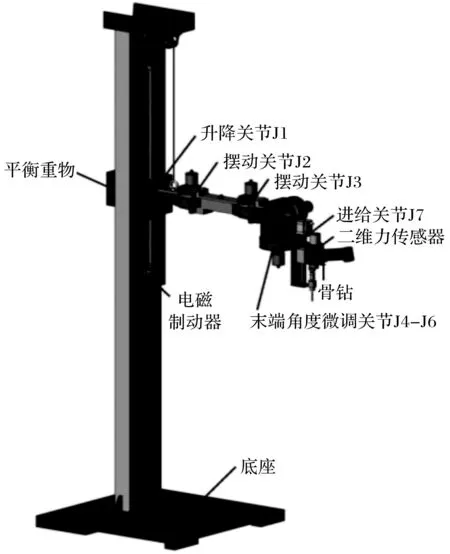
圖1 脊柱鉆孔輔助裝置結構設計
裝置整體的重力自平衡通過配重系統實現,鉆臂關節J1為移動關節,關節J2-J6為轉動關節,末端通過步進電機直線模組構成的進給關節J7和電鉆聯接。在各轉動關節處設計有磁粉離合器,作為實現阻尼控制的核心部件,可以通過控制其制動力矩實現手術鉆孔定位時的拖動、微調和鎖緊狀態的切換,并且保持鉆臂具有一定的剛度和穩定性。在各轉動關節處還設置有光學編碼器,用以檢測各關節的轉動角度并計算末端電鉆的實時位姿。筆者在轉動關節J6末端設置有手術電鉆,通過步進電機直線模組和轉動關節J6末端連接,從而實現直線鉆孔進給。
1.2 控制系統總體設計
控制系統需要設計實現電流/電壓輸出控制功能,編碼器信號讀取功能,以及步進電機驅動控制功能。據此設計的控制系統總體方案如圖2所示。
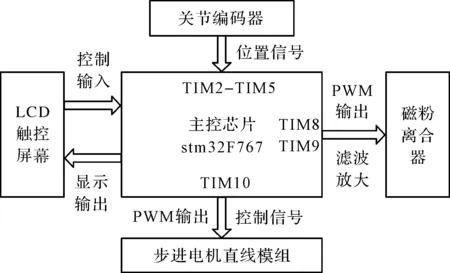
圖2 總體控制方案
主控芯片選擇STM32F767,阻尼控制方案為通過定時器TIM8和TIM9產生5路PWM信號轉換為大小可控的電壓輸出,經過功率放大后輸入到磁粉離合器,實現轉動關節的變阻尼控制以及鎖緊。直線進給系統方案為通過TIM10產生一路PWM輸出給定頻率和個數的脈沖,控制步進電機直線模組的進給量,同時利用兩個IO口控制步進電機是否使能及正反轉。位置信號檢測方案為通過采用定時器TIM1-TIM5的編碼器接口模式,進行編碼器脈沖信號的讀取和計數。
鉆孔時各項數據的實時顯示通過LCD屏幕以及力/力矩傳感器實現,鉆孔時的各項操作通過LCD觸控屏幕的人機交互界面實現。
2 控制系統
2.1 阻尼控制系統設計
根據磁粉離合器的工作原理[12],其具有如下特性:勵磁電流與轉矩呈線性關系,傳遞的轉矩不受滑差影響的特性。因此,為了達到控制轉矩的目的,需要控制輸出電流的大小。
由于STM32F767的DAC輸出只有兩路,本文采用PWM+RC濾波的方式來實現DAC輸出。實際電路中典型的PWM波形可以用分段函數表示為:
(1)
式中:T—單片機中計數脈沖的基本周期;n—PWM波一個周期的計數脈沖個數;N—PWM波一個周期中高電平的計數脈沖個數;VH/VL—PWM的高低電平值;k—諧波次數。
將式(1)展開成傅里葉級數,可得:
(2)
式中:n/N(VH-VL)+VL—直流分量;


式(2)中的直流分量與n成線性關系,并隨著n從0到N,直流分量在VL到VL+VH之間變化。因此,本文只需設計低通濾波器進行解調,濾除高頻分量,就可以得到從PMW波到電壓輸出DAC的轉換。式(2)中的第2項的幅度和相角與n有關,頻率為1/(NT),其實就是PWM的輸出頻率,該頻率是設計低通濾波器的依據。如果能把1次諧波很好過濾掉,則可以消除絕大部分的高次諧波。
據此,可以得出PWMDAC的分辨率公式:
p=log2N
(3)
如果假設n的最小變化為1,當N=256的時候,分辨率就是8位。在該假設條件下,設計要求1次諧波對輸出電壓的影響不要超過1個位的精度,也就是3.3/256=0.012 89 V。假設VH為3.3 V,VL為0 V,那么一次諧波的最大值是2*3.3/π=2.1 V,因此,該二階RC濾波電路的設計需要提供至少-20lg(2.1/0.012 89)=-44 dB的衰減。
由于本系統的定時器頻率為108 MHz,考慮8位分辨率的情況下,PWM頻率為108M/256=421.875 kHz。二階RC濾波的要求截止頻率為33.62 kHz,根據下式,可以計算出二階RC濾波器的所需的電容電阻值:
(4)
據此,可以通過改變PWM占空比的方式調節單片機IO接口的輸出電壓大小,再通過磁粉將輸入電壓轉換成對應的電流值,用于控制磁粉離合器。具體的電壓計算公式為:
Vout=δ(VH-VL)+VL
(5)
式中:δ—PWM的占空比。
2.2 直線進給系統設計
本文擬采用兩個5 V開關量控制步進電機,其輸出分別用于使能步進電機驅動和控制步進電機正反轉,另外還需要一路脈沖發送用于控制步進電機的實際運動量。
本文通過定時器的PWM功能實現對步進電機的控制。具體通過發送對應個數的脈沖控制步進電機的進給量。進給量計算公式如下:
s=Nθγ(mm)
(6)
式中:s—進給量;N—發送脈沖個數;θ—步距角;γ—導程。
具體實現方式為使用PWM輸出加定時器中斷模式,每發送一個脈沖均觸發一次定時器中斷;其次在中斷服務函數中維護一個全局變量,記錄已經發送的脈沖個數,當脈沖數達到設定個數時,關閉定時器中斷和PWM輸出。
本文設計的LCD屏幕界面如圖3所示。
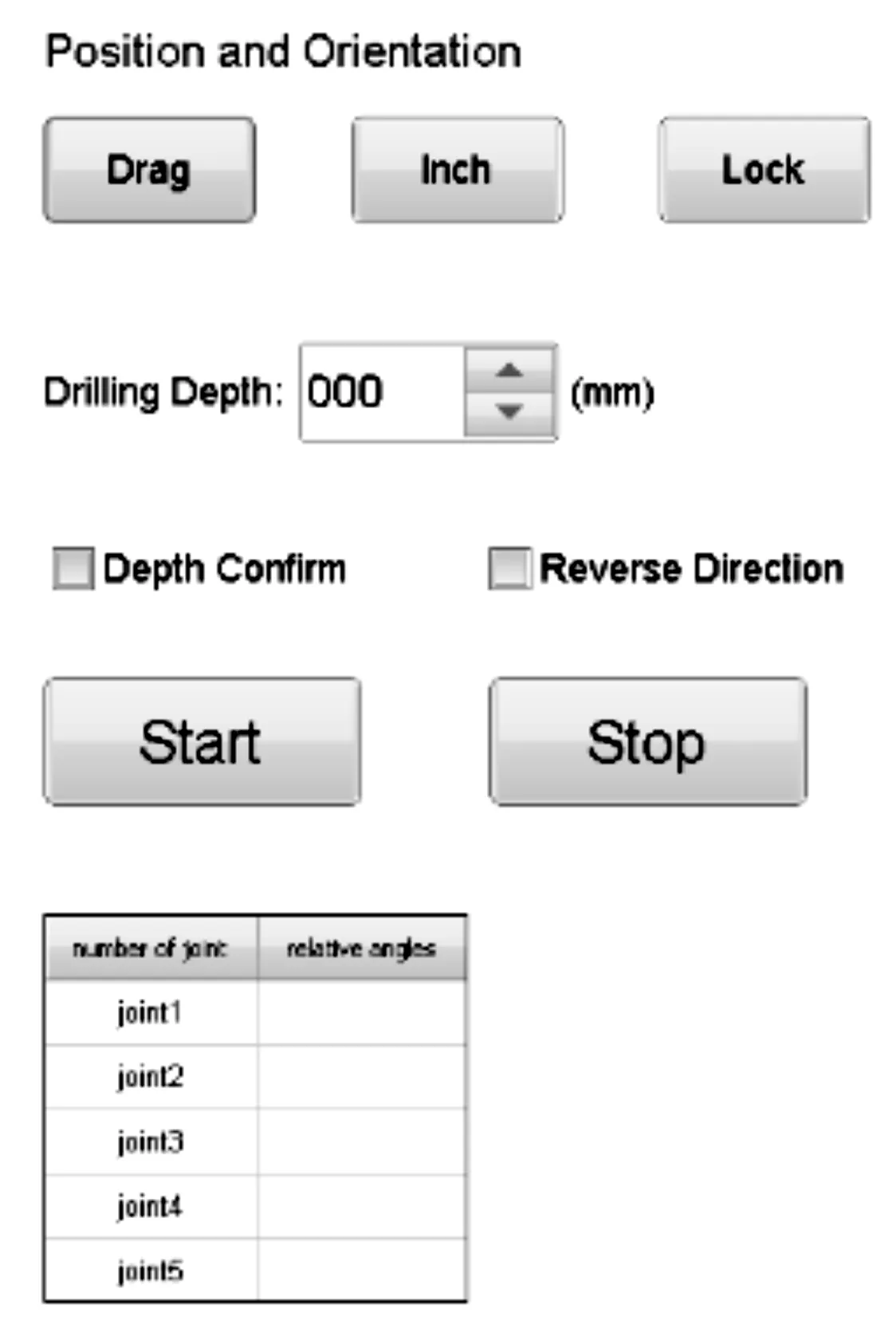
圖3 LCD觸控屏幕界面
該交互界面中,第一行為阻尼模式切換按鈕,包括拖動、微調和鎖緊模式,分別對應為Drag、Inch和Lock按鈕。第二行的數字調節按鈕通過設置步進電機的進給量(mm)來實現鉆孔深度的設置。第三行第一個復選框用來確認鉆孔的深度,未勾選時第四行的開始按鈕無效。第二個復選框用來改變步進電機運動的方向。第四行的兩個按鈕用來控制末端直線模組的啟動和停止,對應于圖中的Start和Stop按鈕。
2.3 手術操作流程
使用該裝置完成脊柱手術鉆孔流程,如圖4所示。
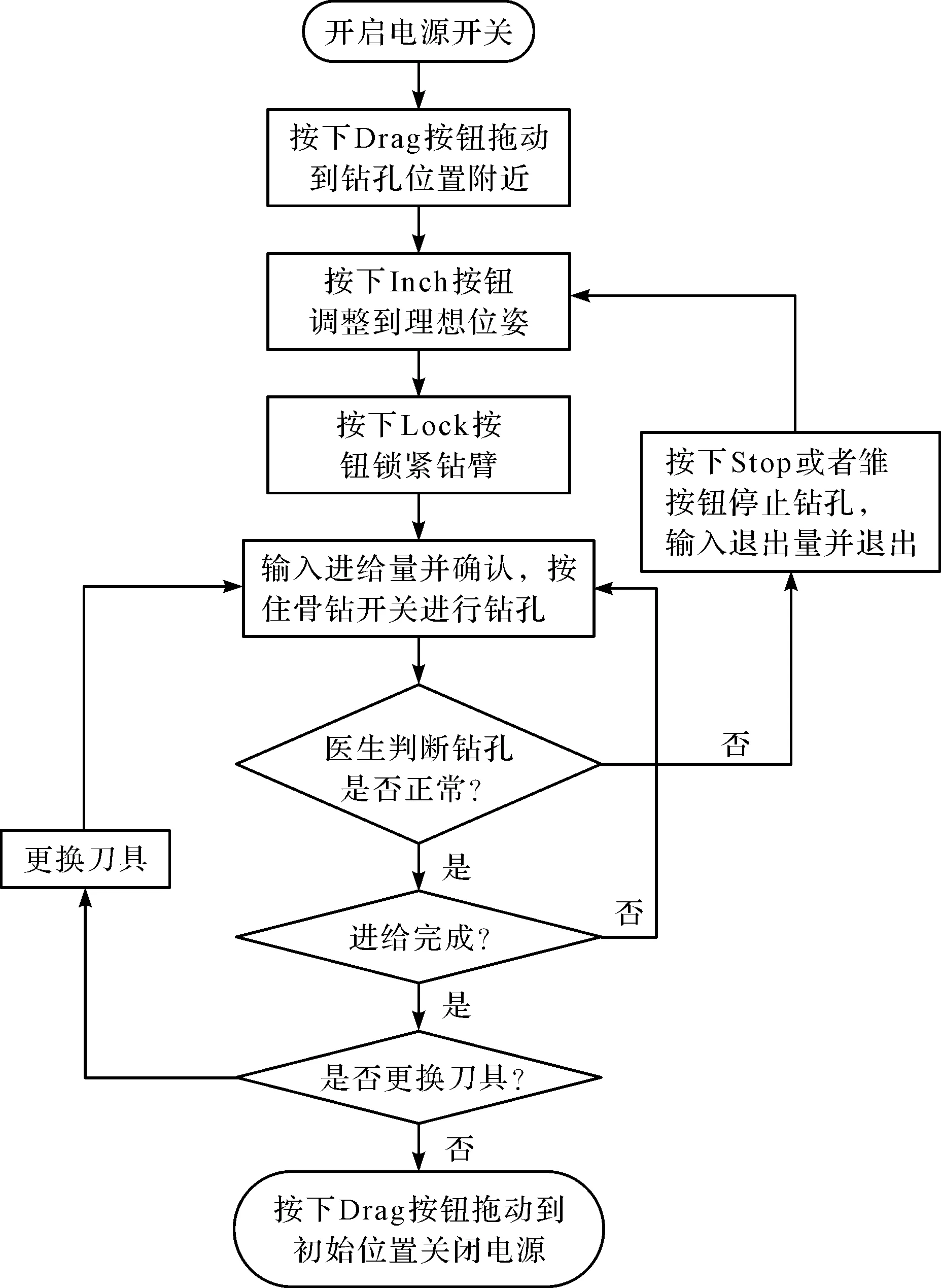
圖4 脊柱鉆孔輔助裝置操作流程圖
具體的鉆孔操作流程如下所述:
(1)打開電源開關,磁粉離合器初始化為鎖緊狀態;(2)輕按LCD屏幕上的Drag將輔助鉆臂工作模式切換到拖動模式,這時醫生可以用較小的牽引力將骨鉆拖動到打孔位置;(3)輕按LCD屏幕上的Inch按鈕,調整鉆孔位置和角度;(4)輕按LCD屏幕上的Lock按鈕進入鎖緊狀態;(5)輸入鉆孔進給量和進給速度,勾選確認復選框DepthConfirm,然后輕按Start按鈕開始自動進給操作;(6)觀察顯示屏上顯示的鉆孔數據;(7)一旦出現問題,按下Stop按鈕或急停按鈕。如需退出骨鉆,勾選進給裝置的反向運動復選框ReverseDirection,輸入退出量;(8)鉆孔完成預先設定的進給量后,由醫生決定骨鉆退出或者繼續進給。
3 實驗及結果分析
根據20 N左右的拖動力的需求,本文通過DOE的方法分別確定了拖動和微調狀態下所需的關節摩擦力矩,并通過3個按鈕分別實現。為了確保鉆孔時的安全,按下鎖緊后鎖緊力矩最大。
試驗過程包括:啟動設備、拖動鉆臂、微調鉆頭位姿、設置鉆孔深度等。實驗結果表明:在最大工作力矩下可以滿足完全鎖緊的需求。
最終完成的實驗樣機的性能參數,如表1所示。
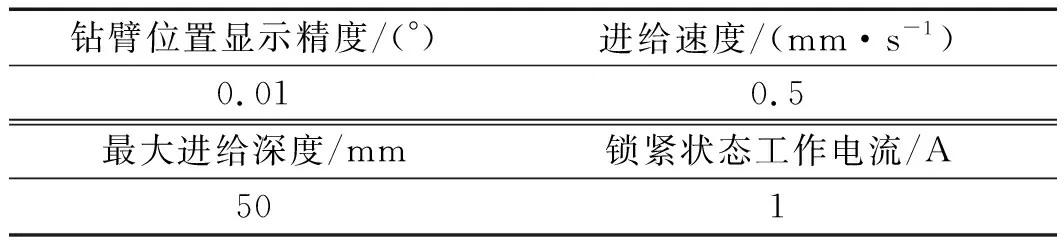
表1 試驗樣機性能參數
4 結束語
本文根據椎弓根內固定術實施鉆孔操作過程中的難點,為已經設計完成的鉆孔輔助裝置機械系統設計了控制系統,實現了鉆臂拖動狀態、微調狀態和鎖緊狀態的快速切換控制;實現了鉆孔狀態的輔助顯示,為醫生在鉆孔時對手術狀況的判斷提供了幫助。
該系統同時也實現了鉆孔自動進給控制,解決了脊柱手術由于鉆孔時,可能存在的勞動強度和生理顫振給手術帶來的風險問題。
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
青少年科技創新報(2024年23期)2024-07-12 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
昆明醫科大學學報(2021年2期)2021-03-29 07:42:46
河北畫報(2020年10期)2020-11-26 07:20:50
少年文藝·我愛寫作文(2017年6期)2017-06-12 23:21:56
中國衛生標準管理(2015年3期)2016-01-14 03:41:47
商業評論(2014年9期)2015-02-28 04:32:41
西南軍醫(2014年5期)2014-04-25 07:42:48
中國中醫藥現代遠程教育(2014年13期)2014-03-01 04:26:36