DURR焚燒爐系統控制時序在汽車生產車間的應用分析
2020-07-23 07:00:18韋志杰
時代汽車 2020年7期
韋志杰
摘 要:在汽車生產車間,通過引入德國DURR進口焚燒爐系統,焚燒溫度650~750℃,滿足車身涂料烘烤的工藝需求的同時,也滿足環保廢氣濃度排放要求。本文在DURR焚燒爐系統現場介紹分析和應用基礎上,解讀系統控制過程時序,對于如何加強焚燒爐系統定檢保全進一步提升控制穩定性給出一些建議。
關鍵詞:TAR;控制時序;程控器;金屬切斷閥;比調閥;點火電極;UV壓差
1 引言
1.1 DURR焚燒爐燃燒原理介紹
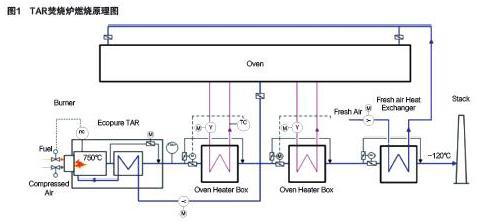
在車身油漆烘干和固化過程中,烘爐內的空氣中含有溶劑蒸汽和裂化產品,通過引入德國DURR進口焚燒爐系統,簡稱TAR系統,采用廢氣風機抽出烘爐內空氣的部分氣流,以天燃氣為附加燃料,在焚燒爐膛內焚燒,燃燒溫度為650~750℃,一方面焚燒爐燃燒后流出的高溫凈化空氣(潔凈氣體)用于加熱烘爐,滿足車身烘烤工藝溫度需求,另一方面廢氣中所含的大部分污染物在焚燒爐高溫反應溫度下,被氧化成二氧化碳和水,廢氣濃度遠遠低于允許的極限值,并最終從屋頂排放至大氣中,氣體經過烘爐換熱后只含有少量的剩余能量,能源同時也得到最大程度利用見圖1。
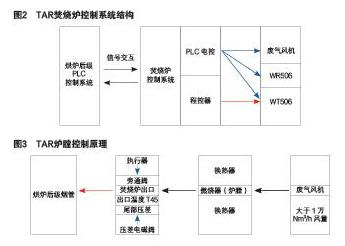
1.2 DURR焚燒控制系統結構
DURR焚燒爐系統,為完整性德國全進口系統設備,主體分為爐膛WR506部分和閥組WR706部分,通過PLC集控、燃燒器程控器專控的方式,與烘爐后級系統采用信號交互的模式,實現燃燒及溫度控制過程。
2 DURR 焚燒爐系統控制時序應用
2.1 焚燒爐爐膛控制結構
爐膛控制部分,簡稱WR506,負責與爐膛燃燒相關組件的控制,包括廢氣風機、爐膛及換熱器、焚燒爐出口組件及旁通閥、出口溫度、尾部壓差及壓差電磁閥、以及烘爐后及煙管等。
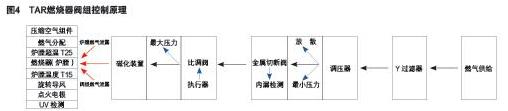
2.2 燃燒器閥組控制結構
燃燒器閥組控制部分,簡稱WT706,負責與燃燒器溫度系統相關組件控制,包括燃氣供給、Y過濾器、調壓器、放散裝置、最小最大壓力檢測、金屬切斷閥及內漏檢測組件、燃氣比調閥及執行器組件、節能磁化裝置、點火電極、UV檢測、燃氣分配盤、旋轉導風裝置、爐膛溫度、爐膛超溫、燃氣泄露檢測等燃燒組件,見圖4。
3 TAR焚燒系統控制時序
3.1 來自烘爐后級控制系統的信號交換
TAR系統與烘爐采用硬接點信號交換,分數字量及模擬量信號,信號穩定性高。當烘爐后級控制系統給出允許啟動保持信號后,TAR系統自檢通過后啟動廢氣風機,運行至設定的參數頻率后,PLC系統準備就緒,輸出允許燃燒啟動指令。
3.2 TAR系統準備就緒條件
焚燒爐系統就緒條件,即安全鏈OK信號,包括燃氣高、低壓開關、壓縮空氣壓力開關、比調閥點火位(約40°位置)、爐膛T25超溫、燃燒器故障、程控器故障、尾部壓差故障、切斷閥內漏檢測等信號正常。
3.3 TAR燃燒系統點火時序
安全鏈信號正常后,TAR系統PLC給出燃燒啟動信號,焚燒系統進入點火前吹掃過程,由吹掃定時器控制(范圍0-3min),本系統使用3min。
同時程控器進入自檢程序,應用過程中,經常出現因尾部壓差開關信號狀態異常而無法通過自檢,程控器不允許的情況,見圖5、圖6。
程控器自檢通過就緒,3min吹掃結束后,程控器開始進入自帶的調試時序邏輯,包括切斷閥氣密性檢測,程控器面板指針依次如下圖示前進運行,見圖7、圖8:
首先,程控器啟動運行,6端子輸出,尾部壓差電磁閥接通保持,4S內壓差信號異常,指針停留“P”位置,現場應用中經常發生尾部壓差電磁閥及壓差開關異常導致故障的情況。接著,程控器繼續運行,至“1”位置前6S,點火電極產生火花(持續6S),3S后燃氣金屬切斷閥打開,開始點火,同時UV開始檢測火焰信號,本系統UV檢測火焰后,持續輸出DC35-50μA的脈沖電流信號給程控器22、23端子,且燃燒過程中也需要持續檢測。點火成功,燃燒器燃燒,程控器運行至“2”位置,燃燒器輸出運行信號,TAR系統通過信號交互給到烘爐后級系統PLC,表示TAR系統運行中。最后,程控器運行至初始位置,整個點火燃燒過程結束,同時TAR根據溫度設置,一般650-750℃,通過PLC系統輸出“開、關、停”三點位對執行器控制,驅動比調閥開度調節,達到爐膛溫度工藝控制的需求。焚燒爐出口設旁通閥,當烘爐最終的后級溫度不足時,100%打開,快速升溫,反之關閉,對廢氣風機抽回的風量進行預熱,提升燃燒效率。
當生產結束,需要停止焚燒爐及整個烘爐設備,此時烘爐后級控制系統PLC給出停止信號,TAR系統關閉燃氣閥組系統,停火,但廢氣風機繼續運行,當烘爐后級系統滿足順序停機要求,給出允許停廢氣風機信號,TAR系統根據自身的風機停止條件,如本系統的爐膛溫度小于230℃的條件,風機順序停機,整個TAR系統回歸初始狀態,等待下一次運行需求。
3.4 焚燒系統常見控制時序問題及分析
3.4.1 廢氣風機未運行
TAR廢氣風機運行是系統的基本前提,風機未運行,在本身系統正常的情況下,現場應用中常見的是烘爐后級控制系統未給出系統啟動信號,需要對應處置,滿足交換信號需求即可。
3.4.2 程控器未運行
TAR系統正常,廢氣風機正常運行,吹掃結束后,程控器未自檢通過,未運行,現場應用中常見的情況是,尾部壓差開關信號異常,即NC、NO觸點信號初始狀態異常,需要對應處置或更換。
3.4.3 程控器開始啟動運行,控制電源調整
吹掃結束后,程控器自檢通過,自啟動運行開始,控制電源即刻跳閘,現場應用分析發現基本是尾部壓差電磁閥短路導致,需要對應處置或更換。
3.4.4 程控器面板故障及對應分析
運行至“P”位置故障,為尾部壓差開關信號故障導致;運行至“1”位置故障,分三種情況,一是點火電極故障沒有火花,可通過觀察孔確認,二是燃氣未接通或未滿足氣量需求,通過比調后的燃氣壓力表確認,常規保持5-15KPa即為正常范圍,三是UV檢測信號異常,可通過觀察孔確認,當有火焰,持續不過3S,或過程中火焰無明顯變化卻熄火的,基本就是UV火焰檢測信號異常導致,常見有觀察孔臟污、UV硬件損壞2類,需要對應處置或更換。
3.5 定檢保全及控制穩定建議
(1)尾部壓差電磁閥及壓差開關,建議每3月進行銅管氣路的定檢疏通保全。
(2)燃氣Y過濾器,為確保燃氣的質量,建議每6月進行過濾器的清掃或視臟污情況更換。
(3)點火電極,為確保火弧質量及位置,建議每6月進行積碳清理及安裝位置標識確認。
(4)爐膛燃氣分配盤,為確保積碳或堵塞,建議每年進行積碳清理及堵塞清理。
(5)UV檢測器,為確保硬件及信號可靠性,建議10000h定期更換,同時建議串接需求的直流μA表,量化UV脈沖檢測信號,進一步提升監測的有效性。
(6)另外,在安全互聯的條件下,通過“中間繼電器”完成尾部壓差電磁閥及壓差開關故障異常應急預案,提高系統的快速響應能力,最小化影響現場生產。
4 結論
綜上所述,在汽車生產車間, 德國全進口DURR焚燒爐,國內共有的“弱項”屬性,本文通過應用的基礎上,解讀其系統控制時序,并對系統運行過程常見問題進行分析,給出提升其控制時序穩定性的一些建議。不斷提升對德國DURR進口焚燒爐系統的技術和管理水平,做到行業知識經驗共享,共同為汽車行業創造更大的價值。
參考文獻:
[1]徐麗斌.TNV技術的特點分析及系統設計[D].機械工業第九設計研究院2018.
[2]曾光龍.焚燒爐的設計與改造[D].印制電路資訊2013.
[3]杜春雷.烘干爐溫度控制系統的設計與研究[D].勝利油田鉆井工程技術公司2014.
[4]李國林.PID控制器參數整定技術研究與優化設計[D].大連:大連理工大學碩士學位論文.2010.
[5]王錫春,宮金寶,蔣小平.車身涂裝用烘干室的節能減排精益化設計[D].現代涂裝 2015第18卷第5期.