淺談工裝關夾順序對白車身尺寸的影響
2020-07-23 07:01:09張太肖何金蓉
時代汽車 2020年8期
張太肖 何金蓉

摘 要:針對某車型懸置安裝點偏差的問題,介紹了工裝定位的基本原理以及工裝關夾順序對尺寸搭接影響的機理,提出通過優化工裝關夾順序的方式來解決尺寸偏差的問題,為各主機廠在項目前期工裝設計等提供參考借鑒。
關鍵詞:工裝定位;工裝關夾順序;懸置安裝點;控制方法
1 前言
白車身的制造精度是評價整車質量的重要技術指標,它直接影響到整車的安全性,美觀性和整車NVH等性能。有數據統計顯示,絕大部分的白車身制造誤差是焊接工裝的定位誤差造成的,因此,如何有效保障焊接夾具的精度與質量,優化、減少和控制焊接工裝的定位誤差?各個主機廠通常會從工裝的加工精度、耐磨性和剛度等等方面來研究,而往往會忽略工裝運動過程(關夾順序)對白車身尺寸的影響而造成不必要的質量缺陷。
2 白車身的工裝定位原理
白車身是由成千上萬個零件焊接連接而成,如何保證零件在它該在的位置,位置不存在偏差,這就由零件的定位工裝來決定。
對一般工件而言,其空間位置的不確定性可按一定的直角坐標系分為六個獨立的自由度:沿X、Y、Z軸的平動和繞X、Y、Z軸的轉動。通過不在同一直線上的定位基準Z1、Z2、Z3限制沿工件三個自由度(沿Z軸的平動、繞X、Y軸的轉動),通過定位基準Y1、Y2限制兩個自由度(沿Y軸的平動、繞Z軸的轉動),通過定位基準X1限制剩下的一個自由度(沿X軸的平動),因此工件的空間六個自由度都得到了控制——稱為“六點定位準則”,如圖1所示。
3 白車身的工裝定位的工作步驟
白車身的工裝定位主要分為定位(零件裝配放置)、夾緊(工裝關夾)、點固(定位焊接)、焊接幾個工作步驟,如圖2所示。
4 工裝關夾順序對白車身尺寸影響的機理
大部分零件C基準均為固定結構,但是由于零件結構或裝配工藝等原因,部分C基準需要采用活動式基準。理論上基準與夾緊裝置之間的縫隙應等于板件厚度L0=h,但是為防止鈑金在焊接時受外力產生位移,基準與夾緊塊之間的距離需小于鈑金厚度L1
因此,工裝的關夾順序必須是基準的關夾優先其余夾緊面,同時條件允許時,定位面的氣缸壓緊力需大于夾緊塊的氣缸壓緊力。
5 工裝關夾順序對尺寸搭接的影響實例分析
某車型的前車架主要由前縱梁、前輪罩、前圍板、前輪罩外板、上彎梁支撐板等等零件組成,結構如圖4所示。
1-左上灣梁支撐板;2-左前縱梁;3-左輪罩外板;4-左前輪罩;5-前圍板總成;
6-右前縱梁;7-右前輪罩; 8-右輪罩外板;9-右上灣梁支撐板;10-上灣梁
前車架是白車身框架的主要組成部分,而且對尺寸精度要求高。例如而翼子板、前大燈、前保總成等安裝點在上灣梁上,其安裝點偏差也將直接影響到整車的前臉零件的匹配狀態,影響感知質量。發動機懸置安裝點與副車架安裝點均在前縱梁上,其尺寸偏差將直接影響到整車關鍵性能,如可能導致發動機抖動、前輪傾角不合導致整車跑偏等等。
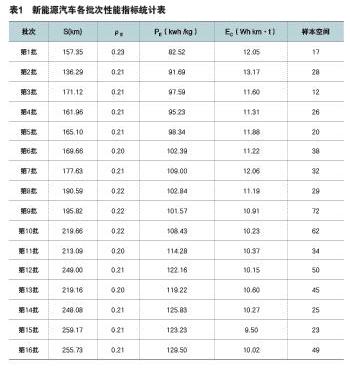
某車型發動機懸置安裝點Y向偏差-3~2.0mm,而且波動大,公差±1.2mm,超出設計值。在拼臺上使用便攜式三坐標測量儀測量輪罩推進前后發動機懸置安裝點Y向數據變化,發現推進過程中后懸置安裝點Y向偏約2.0mm,數據如表1所示。因此可以判定該安裝點出現偏差主要是由于工裝關夾導致。
6 工裝關夾順序對尺寸搭接的影響控制方法
為有效控制懸置安裝點,我們對焊接工位工裝關夾順序進行優化。原有工裝關夾順序為前輪罩夾緊→輪罩滑移→前縱梁關夾。由于輪罩在前縱梁未夾緊狀態推進導致前縱梁Y向被頂到旋轉,而且后續前縱梁夾緊工裝已經無法糾正前縱梁位置,從而導致前縱梁翻轉,懸置安裝點Y向偏差。改進后的關夾順序為前縱梁夾緊→前輪罩夾緊→輪罩滑移推進,更改后的關夾邏輯在輪罩滑移推進前,前縱梁以及輪罩已經屬于夾緊狀態,輪罩滑移的推進力已經無法使前縱梁產生旋轉,見圖6。
在工裝關夾順序更改后,重新使用便攜式三坐標測量儀測量輪罩推進前后發動機懸置安裝點Y向數據變化,輪罩推進前后,懸置安裝安裝點最大變化量為0.1mm,數據如表2所示,基本符合要求。
同時通過雙懸臂式三坐標測量機收集改進工裝順序前后半個月的離線數據,對比改進前后的測點是否有改善。懸置安裝點數據如圖8所示,改進前安裝點Y向偏差約2.0~2.5mm,通過優化改進工裝順序邏輯,改進后的懸置安裝點Y向在理論值0±1.0mm范圍內,懸置安裝點Y向偏差問題得到有效解決。
7 結束語
本文分析了工裝關夾順序對白車身尺寸搭接影響的形成機理,并結合主機廠實際案例,介紹工裝關夾順序對尺寸搭接的影響,通過優化工裝關夾順序的措施來解決尺寸偏差問題。驗證結果表明,工裝關夾順序對白車身尺寸有重大影響,可通過優化工裝關夾順序來改進白車身尺寸偏差。
參考文獻:
[1]汪小霞 黃星麗.汽車焊裝夾具設計的步驟與方法[J].研究與開發.2015(5).
[2]宮正軍 都韌剛 尚校 杜海 艾學崇.焊裝夾具設計、制造精度保障方法研究[J].汽車工藝與材料.2016(7).
[3]唐遠志. 向熊方.汽車車身制造工藝[J].化學工業出版社.2009(6).
[4]姜正寶.焊夾具在汽車廠中的應用[J].工藝裝備.2019(5).
[5]郭俊臣. 汽車焊接夾具的設計制造與應用[J].技術探討.2015(3).