1FL6系列伺服電機端蓋加工工藝改善
2020-07-23 06:16:48王定軍
科技風
2020年19期
關鍵詞:數控加工


摘 要: 機床夾具設計對工件加工的質量、生產效率和產品成本都有著直接的影響。因此,無論在傳統制造還是現在制造系統中,夾具都是非常重要的工藝裝備。本文論述了傳統的1FL6伺服電機端蓋加工,在普通機床上是二次轉序裝夾加工完成的,二次裝夾對工件的質量及生產效率都有著直接的影響。因此,結合長期的工作經驗,綜合歸納了對1FL6伺服電機端蓋加工時,避免二次裝夾,實現一次在數控機床裝夾加工的工藝改進措施。
關鍵詞: 電機端蓋;工裝夾具;刀具;數控加工
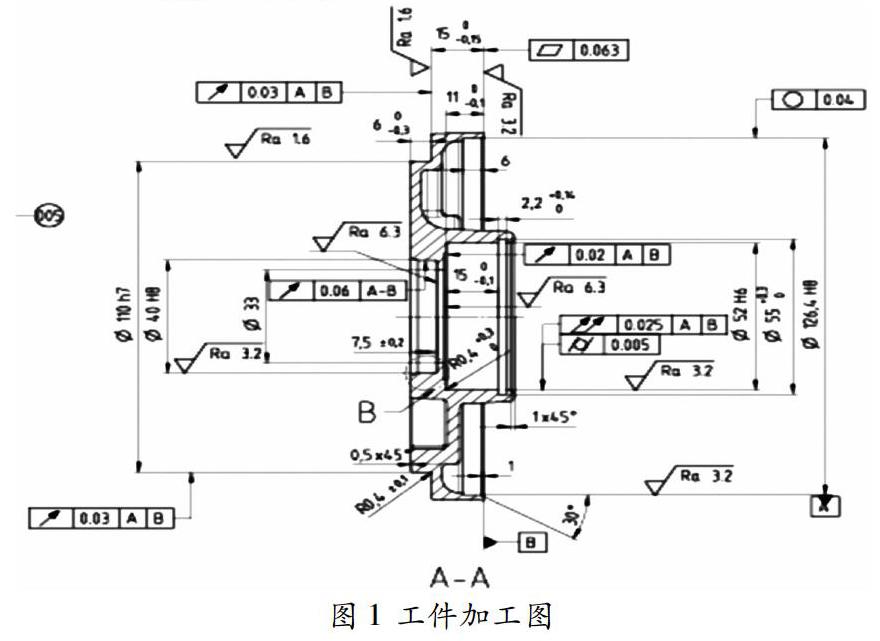
一、工件加工示意圖
二、工裝設計
技術要求:
(1)表面粗糙度:Ra3.2;(2)工裝材料:40Cr;(3)未注倒角:1×45度;
(4)未注尺寸公差:±0.15;(5)熱處理:HRC40~50;(6)數量:一副。
三、刀具設計
技術要求:為了保證切削加工的順利進行,獲得合格的加工表面,制作刀具的切削部分必須具有合理的幾何形狀,刀具角度是用來確定刀具切削部分幾何形狀的重要參數。因此,制作刀具前與專業供應商共同溝通討論方案,最終確定刀具的幾何角度。
四、工藝優化后效果
綜上所述,通過這次的工藝改進,實現了一次裝夾的加工工序,跟蹤收集三坐標測量的數據,數據結果顯示,端蓋的端面和外圓跳動? ? 0.03 A B? 公差都符合圖紙要求。取消二次的裝夾效益結果:(1)因工件的材質是鋁制,轉序時降低了對工件表面磕碰的風險,保證了產品質量。(2)縮短轉序的時間,既減輕勞動強度,又提高生產效率。
五、結語
數控技術被稱為不衰竭的技術,它有著極強的生命力,我國目前是制造業大國,但還不是制造業強國。……
登錄APP查看全文
猜你喜歡
科技創新與應用(2016年34期)2016-12-23 18:55:29
職業·中旬(2016年9期)2016-12-22 20:21:22
東方教育(2016年3期)2016-12-14 14:46:50
東方教育(2016年4期)2016-12-14 08:03:29
中國新技術新產品(2016年22期)2016-11-29 05:28:05
東方教育(2016年16期)2016-11-25 03:43:51
商情(2016年39期)2016-11-21 09:52:03
科技資訊(2016年18期)2016-11-15 20:12:18
