GFRP與鋁合金疊層低損傷壓鉚工藝參數研究
2020-07-24 03:44:32朱亞蓉馬興海劉東平安立輝
宇航材料工藝 2020年3期
關鍵詞:檢測
朱亞蓉 馬興海 劉東平 安立輝
(1 天津航天長征火箭制造有限公司,天津 300462)
(2 南京航空航天大學,南京 210016)
(3 首都航天機械有限公司,北京 100076)
(4 中國運載火箭技術研究院,北京 100076)
文 摘 為解決玻璃鋼(GFRP)與鋁合金疊層壓鉚過程中對GFRP層的損傷問題,對典型GFRP/鋁合金疊層開展了2A10 材料Φ4 mm 鉚釘在不同大小預制孔和壓鉚力下GFRP 材料損傷情況的有限元分析,得到了實現低損傷壓鉚的預制孔大小及壓鉚力范圍;根據仿真結果開展了疊層壓鉚試驗研究并對試片進行了無損檢測、剪切強度分析。結果表明:GFRP/鋁合金疊層在壓鉚過程中選用(18.5±0.2)kN 壓鉚力、Φ4.2 mm 預制孔可實現GFRP與鋁合金疊層的低損傷壓鉚。
0 引言
玻璃纖維增強塑料常稱之為玻璃鋼(GFRP),具有強度高、性能穩定、耐蝕性好等諸多優點,在航空、航天、航海、汽車等行業的產品中得到了廣泛應用[1-3]。在航天產品中,采用GFRP 與鋁合金疊層形成承載結構,在保證產品結構強度的同時可以實現產品的輕量化。GFRP 與鋁合金疊層鉚接時工藝方法和工藝參數若選用不當,容易在GFRP 一側的鉚釘頭或鐓頭周圍出現壓傷、硌傷、分層等缺陷。
呂九九等[4]開展了5~10 mm厚度的玻璃鋼與鋁合金夾層2A01、2A10材料Φ4 mm、Φ5 mm鉚釘液壓驅動的壓鉚力試驗,得出了符合鉚接技術條件鐓頭尺寸要求的壓鉚力范圍,并根據3%~4%干涉量大小確定了Φ4 mm鉚釘制孔參數為Φ4.1/Φ4.2 mm、Φ5 mm鉚釘制孔參數為Φ5.1/Φ5.2 mm。代瑛[5]對復合材料/2124鋁合金板材疊層開展了TA1鉚釘的電磁鉚接工藝研究,確定了釘孔間隙、鉚釘外伸量、電磁鉚接電壓等工藝參數。章茂云等[6]對2.0 mm玻璃鋼/3.0 mm鋁合金板開展了2A10鋁合金Φ8 mm鉚釘電磁鉚接參數試驗研究,對電磁鉚接和氣動鉚接接頭進行了宏觀剪切試驗、拉脫試驗和微觀形貌對比分析,得出在電壓380 V、預制Φ8.2 mm匹配條件下得到滿足技術要求的鉚接接頭。本文開展GFRP/鋁合金疊層壓鉚過程、GFRP損傷有限元仿真分析及電動伺服缸驅動的壓鉚試驗研究,通過無損檢測、剪切力檢測等手段確定實現疊層材料中GFRP層低損傷壓鉚的壓鉚力、預制孔直徑等工藝參數并進行工程化應用驗證。
1 實驗對象
GFRP/鋁合金疊層:GFRP 板為乙烯基酯樹脂玻璃纖維增強塑料,由0°和90°鋪層膠合而成,厚度2.8 mm;鋁板為2A12-T4 材料,厚度3 mm;鉚釘材料2A10-T4、Φ4 mm、長度11 mm,鉚釘半圓頭在GFRP一側,鐓頭在鋁板一側,如圖1所示。
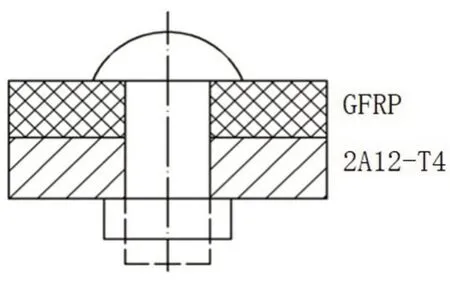
圖1 實驗對象示意圖Fig.1 Structure of experiment subjects
2 GFRP損傷仿真分析
2.1 疊層壓鉚過程仿真
考慮到壓鉚頭相對于鉚釘及被鉚接件相比變形量很小,可以認為是理想剛體,鉚釘和被連接件均設置為柔性體。ABAQUS 中鉚釘采用3D 旋轉來創建,鋁板采用3D 拉伸來創建,GFRP 板采用孤立網格的方式建立。建立的模型如圖2所示,包括1 個鉚釘、2個被鉚接件(GFRP層、鋁板)和1個壓鉚頭。
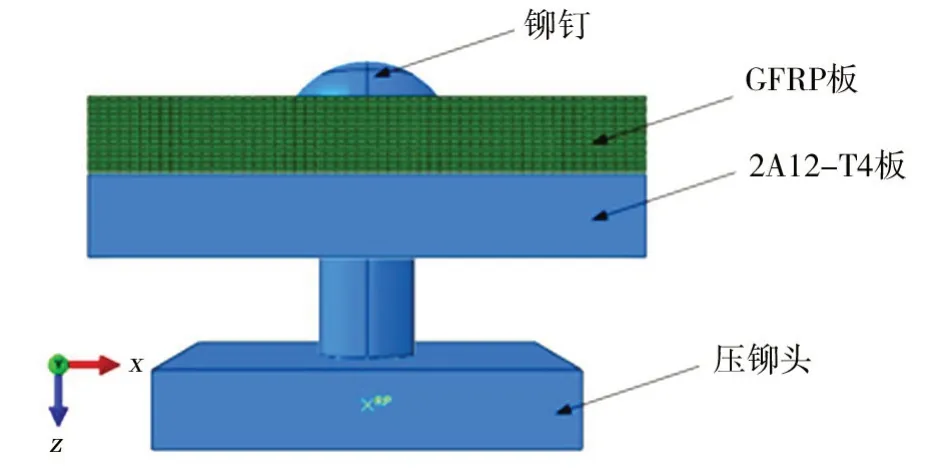
圖2 鉚接有限元模型Fig.2 Dynamic model of riveting
采用C3D8R單元類型進行網格劃分,其中鉚釘劃分176 770個單元、GFRP板劃分217 728個單元、2A12板劃分126 720個單元、壓鉚頭劃分1 600個單元。仿真時間為250 ms,取時間步長12.5 ms,獲取每個時間節點的位移、應變、應力云圖,疊層典型節點位移-時間云圖如圖3所示,可以看出壓鉚過程中隨著壓鉚頭的移動,鉚釘逐漸發生變形,其圓柱部分變粗變短,最終形成鐓頭。圖4顯示了GFRP在壓鉚過程中的應變變化,由于GFRP板由0°和90°鋪層膠合而成,在兩個方向上承力較大,因而應變較大,應變云圖呈花瓣形。
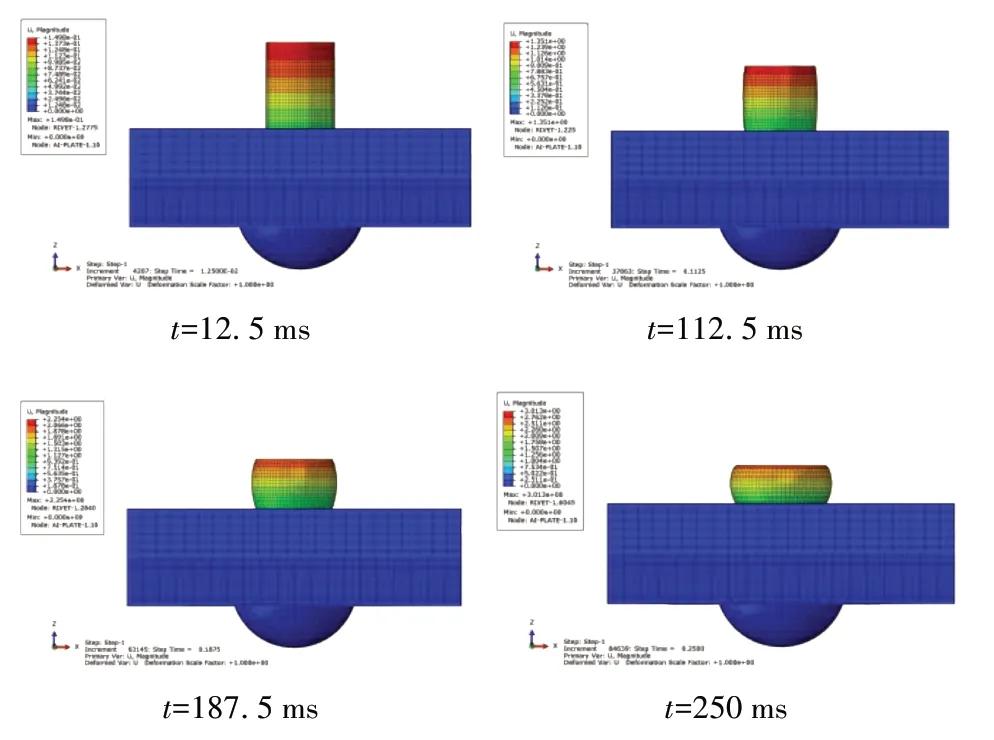
圖3 節點位移-時間云圖Fig.3 Displacement time nephogram of riveting
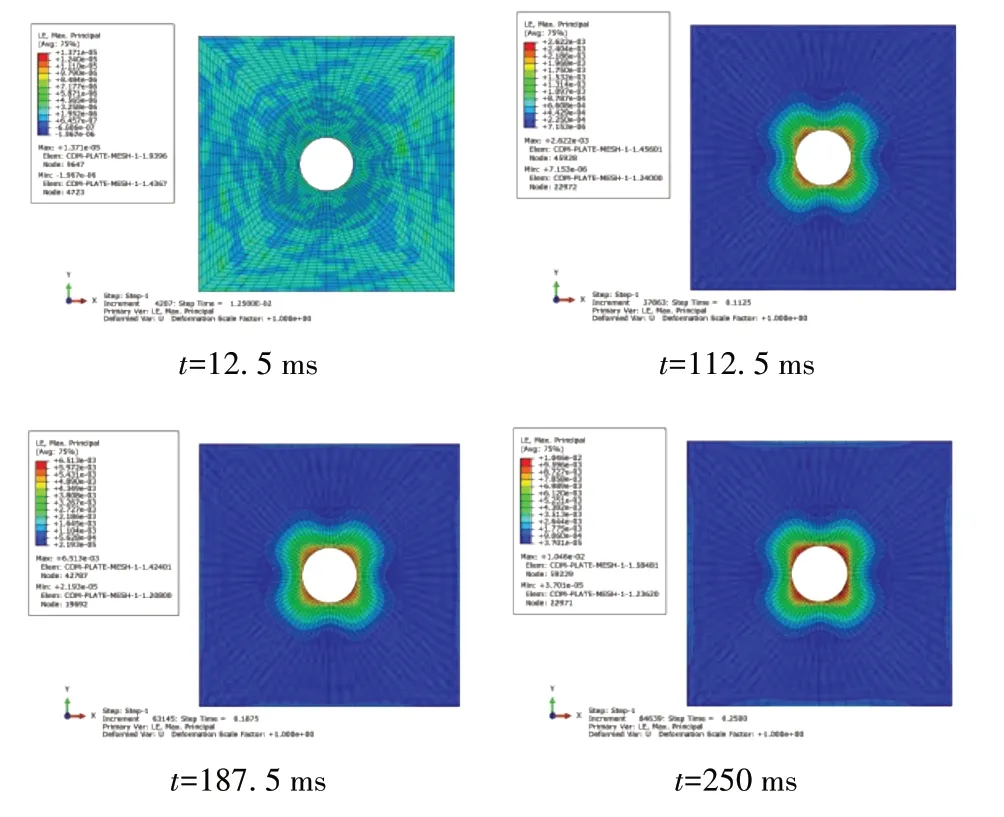
圖4 GFRP應變-時間云圖Fig.4 Displacement time nephogram of GFRP composite
2.2 壓鉚力大小范圍
疊層預制孔分別設定為Φ4.1 mm、Φ4.2 mm,按照形成Φ(6±0.2)mm、高度(2±0.2)mm 鉚釘鐓頭大小為判定依據,通過壓鉚過程的仿真得出Φ4 mm 2A10鉚釘成型所需的壓鉚力范圍分別為18~20 kN、17.9~19.5 kN。
2.3 GFRP應變仿真分析

圖5 不同預制孔、壓鉚力下GFRP材料損傷情況Fig.5 Damage of GFRP under different pre-drilled hole and riveting force
對預制孔分別為Φ4.1、Φ4.2 mm 的疊層進行應變仿真分析,根據應變仿真得出不同壓鉚力對應的GFRP 最終損傷結果如圖5所示。由圖5可以看出:(1)同樣大小預制孔下隨著壓鉚力的增大,GFRP 材料的損傷單元數逐漸增大;(2)Φ4.2 mm 預制孔對應的GFRP 材料損傷較Φ4.1 mm 預制孔對應的GFRP材料損傷單元數少,例如19.5 kN 時前者損傷單元數為2 300 個而后者損傷單元數為3 200 個,前者較后者少900 個損傷單元。其原因是:(1)在同樣大小預制孔下,壓鉚力越大成型后的鉚釘釘桿越粗,釘桿對孔壁的擠壓愈大,GFRP 層的損傷愈嚴重;(2)在鉚釘長度一定的情況下,預制孔越小鉚釘桿在成型過程中所受的擠壓越嚴重,GFRP層的損傷更嚴重。
2.4 小結
根據仿真結果針對2.8 mm GFRP與3 mm 2A12-T4鋁合金疊層壓鉚2A10材料Φ4 mm鉚釘時,選擇Φ4.2 mm預制孔、17.90~19.50 kN壓鉚力時較Φ4.1 mm預制孔、18~20 kN壓鉚力時GFRP損傷小。
3 GFRP/鋁合金疊層壓鉚實驗
按照有限元仿真的結論,針對2.8 mm GFRP 與3 mm 鋁合金疊層,選用2A10 材料Φ4 mm×11 mm 鉚釘進行壓鉚實驗,壓鉚試片如圖6所示。Φ4.2 mm預制孔由Φ4.2 mm 鉆頭直接鉆制,壓鉚力分別設置為17.90、18.30、18.70、19.10、19.50 kN。實驗后對試片進行X射線無損檢測、剪切試驗。

圖6 GFRP/鋁合金壓鉚試片Fig.6 Riveting specimens of GFRP/Al
3.1 X射線三維無損檢測
為判斷鉚接后鉚釘周圍GFRP 板內部缺陷情況,使用X 射線三維顯微成像檢測設備對試片進行檢測。設備對試片掃描后生成試片三維模型,通過軟件對各截面進行觀察,典型截面如圖7所示。不同壓鉚力試片鉚釘中心軸截面無損檢測如圖8所示。
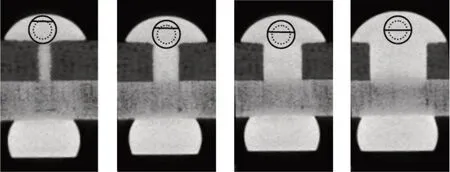
圖7 典型截面示意Fig.7 Typical section diagram of scanning stereogram
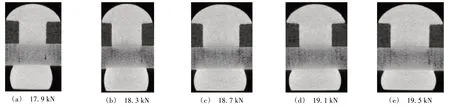
圖8 不同壓鉚力下中心截面無損檢測圖Fig.8 Section diagram of riveting specimens
由不同壓鉚力試片檢測結果得出:壓鉚力小時GFRP 基本沒有損傷,當壓鉚力逐步增大時出現了疑似纖維斷裂損傷,壓鉚力越大疑似損傷越明顯;壓鉚力小時,釘桿與釘孔之間存在微小間隙,當壓鉚力逐步增大時間隙逐漸減小并消失。經對比分析,壓鉚力18.3、18.7 kN 的試片在釘桿與GFRP 處無明顯間隙,纖維損傷情況亦不明顯。
3.2 剪切檢測
剪切檢測在CSS-44100電子萬能試驗機上進行。不同壓鉚力下平均剪切力變化趨勢如圖9所示。
由圖9可得出:(1)不同壓鉚力成型試片的剪切力均大于鉚釘最小破壞剪切力標準值;(2)隨著壓鉚力的增大鉚接試片的平均剪切強度呈現先增大再減小的趨勢,18.7 kN 壓鉚力制作的試片剪切強度最大為6.96 kN,其次為18.3 kN 壓鉚力制作的試片剪切強度為6.75 kN。
不同壓鉚力壓鉚試片的剪切力-位移曲線如圖10所示。
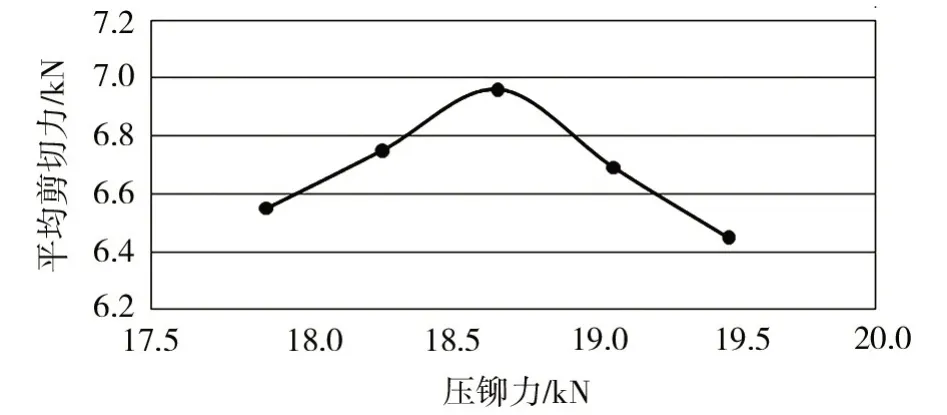
圖9 不同壓鉚力下剪切力大小對比Fig.9 Comparison of shear forces of riveting specimens under diffident riveting forces
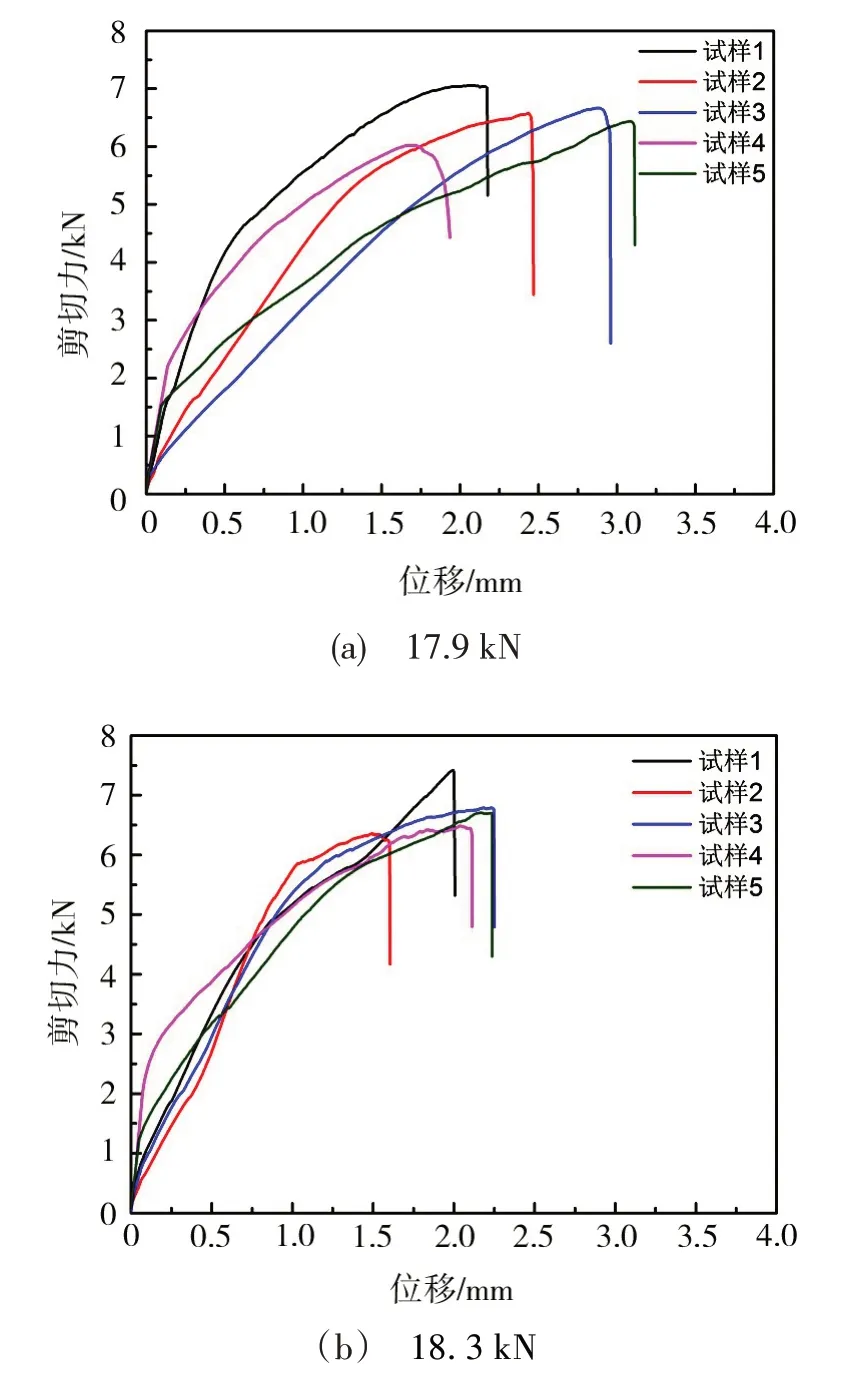
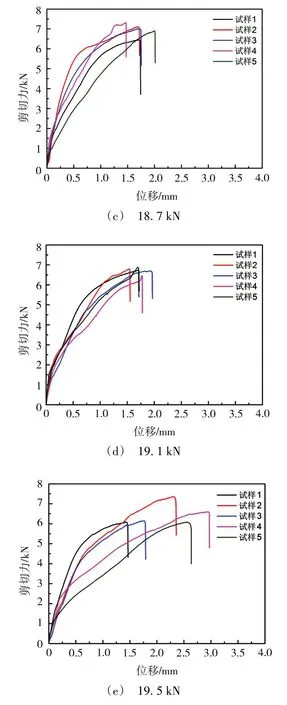
圖10 不同壓鉚力下鉚接試片的剪切力-位移曲線Fig.10 Shear displacement curves of riveting specimens under diffident riveting forces
由圖10可以看出,在18.3、18.7、19.1 kN 壓鉚下剪切力-位移曲線具有較好的重復性,其他壓鉚力下剪切力-位移曲線離散性較大。經過對試件的剪切檢測分析,由于不同壓鉚力成型試片的剪切強度均大于標準對鉚釘最小破壞剪切力的要求、18.7 kN壓鉚力的試片剪切強度最大且剪切力-位移曲線重復性較好,綜合考慮可以選擇(18.5±0.2)kN(即18.3~18.7 kN)作為備選壓鉚力。
3.3 小結
根據壓鉚試驗及無損檢測和剪切力數據分析結果,針對2.8 mm GFRP 與3 mm 2A12-T4 鋁合金疊層壓鉚2A10 材料Φ4 mm 鉚釘時,預制孔大小選擇Φ4.2 mm、壓鉚力選擇(18.5±0.2)kN。
4 GFRP/鋁合金疊層壓鉚工程驗證
按有限元仿真及壓鉚試驗確定的壓鉚力和預制孔大小,利用自動鉆鉚裝備進行工程應用驗證,壓鉚產品的局部如圖11所示。通過觀察,玻璃鋼表面無泛白等缺陷,釘頭無明顯壓痕,鐓頭均呈標準鼓型、不存在歪斜等情況。

圖11 GFRP/鋁合金疊層壓鉚工程應用產品Fig.11 Riveting space products of GFRP/Al
對壓鉚和手工鉚的鉚釘各隨機測量了200 顆鉚釘的鐓頭尺寸,兩種鉚接方式下鐓頭精度對比如圖12所示。由圖12可以看出壓鉚鐓頭的一次合格率100%,如圖12中虛線框所示[合格范圍為直徑Φ(6.0±0.4)mm、高度(2±0.4)mm[7]],經計算79%的鉚釘在Φ(6.0±0.2)/(2±0.2)mm 范圍內,如圖12中實線框范圍內;手工鉚接的鐓頭精度離散度大;由此可見該壓鉚形成的鐓頭一致性更好。
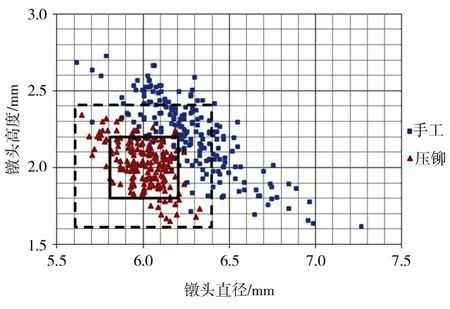
圖12 壓鉚與手工鉚接鉚釘鐓頭精度對比Fig.12 Comparison of rivet head accuracy between press riveting and hand riveting rivets
5 結論
對典型GFRP/鋁合金疊層壓鉚工藝開展了有限元仿真及試驗研究,獲取了GFRP/鋁合金疊層低損傷的壓鉚工藝參數。對常用的2A10 材料Φ4 mm 鉚釘鉚接GFRP/鋁合金疊層結構時,推薦預制孔直徑大小為Φ4.2 mm(工程應用中可直接采用Φ4.2 mm 鉆頭鉆制)、壓鉚力范圍為(18.5±0.2)kN,在該工藝參數范圍內不僅能夠獲得合格的鉚釘鐓頭、較為理想的剪切強度,而且能夠保證GFRP 材料的擠壓損傷較低,實現GFRP與鋁合金疊層的低損傷壓鉚。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48