TiAl合金與ZrB2-SiC陶瓷非晶釬焊接頭組織與力學性能
2020-07-24 03:44:42徐海濤朱冬冬
宇航材料工藝 2020年3期
關鍵詞:力學性能
王 微 王 剛 吳 鵬 徐海濤 朱冬冬
(1 安徽機電職業技術學院航空與材料學院,蕪湖 241002)
(2 安徽工程大學機械與汽車工程學院,蕪湖 241000)
(3 衢州學院機械工程學院,衢州 324000)
文 摘 采用Cu41.83Ti30.21Zr19.76Ni8.19(at.%)非晶釬料對Ti48Al2Cr2Nb 合金與ZrB2-SiC 陶瓷進行真空釬焊連接,通過掃描電鏡、能譜分析、X 射線衍射以及萬能試驗機對接頭的微觀組織和力學性能進行研究。結果表明:TiAl 合金與ZrB2-SiC 陶瓷釬焊接頭的界面結構為TiAl/Ti2Al/AlCuTi/(Ti,Zr)2(Cu,Ni)+TiB+TiCu/Ti5Si3/ZS。當釬焊溫度為910 ℃,隨著保溫時間的延長,靠近ZrB2-SiC 一側反應層寬度逐漸增大,接頭中彌散分部的TiB和TiCu聚集長大。接頭剪切強度隨著保溫時間的延長先上升后降低,當釬焊溫度為910 ℃,保溫20 min時,接頭剪切強度最大,為187 MPa,通過對各工藝的接頭斷口分析,發現接頭均斷裂在陶瓷側,斷裂方式為脆性斷裂。
0 引言
TiAl 合金作為一種能夠替代鎳基合金的輕質高溫合金,擁有高強度、良好的抗腐蝕性和高彈性模量等優點,這些優異的性能使得其在飛機渦輪葉片上得到廣泛的應用[1-3]。但TiAl 合金由于室溫塑性較差無法直接加工成復雜的結構件,阻礙了其發展與應用。為了更好的將TiAl 合金運用到實際生產中,各國學者們針對TiAl 合金的連接進行了相應的研究。一般來說,能夠有效地連接TiAl 合金的方式有擴散焊[4]、激光焊[5]和釬焊等[6-11],相較之下,采用釬焊方式連接TiAl 合金成本較低且接頭有著較高的力學性能。近年來,國內外學者們對TiAl 釬焊連接進行了相應的研究。
LIU[12]等人采用AgCuTi釬料對TiAl合金與Al2O3進行了釬焊連接。結果表明,當釬焊溫度增大或保溫時間延長接頭中AlCu2Ti 相會聚集成大塊脆性化合物,影響接頭力學性能。當釬焊溫度為900 ℃,保溫5 min 時,接頭力學性能達最大值為49 MPa。REN[13]等人采用Ti 基釬料對TiAl 合金與Ti3Al 合金進行真空釬焊連接,焊后接頭發現了微觀裂紋,降低接頭力學性能。FENG[14]等人使用AgCu 釬料對TiAl合金與ZrO2陶瓷釬焊連接。結果表明過高的釬焊溫度會導致接頭中脆性相大量生成,從而降低了接頭力學性能。從上述研究可以看出,TiAl 合金釬焊獲得的接頭往往會因為過高的殘余應力導致接頭出現裂紋,從而影響接頭力學性能。
ZrB2-SiC 復合陶瓷(為了敘述方便簡稱為ZS)作為一種高溫材料廣泛地應用在航空航天中,ZrB2陶瓷自身具有良好的導電性,高硬度以及耐高溫性,SiC的加入提高了ZrB2陶瓷的韌性[15-17]。但由于ZS 陶瓷自身脆性大,難以滿足實際生產需求。非晶釬料能夠降低釬焊溫度,從而減小殘余應力提高接頭力學性能[18]。目前,國內外已有學者采用非晶釬料連接金屬與陶瓷[19-21]。因此,實現TiAl 合金與ZS 陶瓷的連接對航空航天有著極大的意義。針對上述釬焊后接頭出現裂紋等問題,本文擬采用CuTiZrNi 系非晶釬料對TiAl合金與ZS陶瓷進行釬焊連接。
1 實驗
1.1 材料的制備
所選用的TiAl 合金名義成分為Ti48Al2Cr2Nb(原子分數),通過用高純度Ti,Al和Cr金屬以及Nb-Al中間合金進行電弧熔煉來制備。為了確保成分的均勻性,將合金錠重復熔融至少四次。隨后,在Ar氣氛中,在1 380 ℃下熱處理30 min,以消除殘余應力和降低收縮孔隙率[22]。ZS陶瓷是采用熱壓燒結法制備而成,整個燒結過程中壓力保持在30 MPa,溫度恒定在1 950 ℃,持續1 h。CuTiZrNi 系非晶釬料(Cu41.83Ti30.21Zr19.76Ni8.19)是采用快速凝固的方法制備,用純度為99.99%的Cu、Ti、Zr 和Ni 按照質量配比,在真空熔煉爐中熔煉得到合金,將合金放入單輥熔體快淬機的石英玻璃管內,采用高頻感應加熱,待合金完全熔融后,在Ar氣氛圍中以40 m/s的速度通過噴嘴噴射到高速旋轉的冷卻銅輥表面,液態金屬由于受到急冷形成箔帶[23]。
1.2 實驗方法
采用電火花線切割技術將TiAl 合金切割成尺寸為4 mm 見方和10 mm×10 mm×4 mm 的樣品,將ZS陶瓷切割成尺寸為4 mm 見方的樣品。釬焊前使用SiC砂紙將待焊母材打磨至光滑,再將待焊樣品置于存有無水乙醇的超聲波清洗機中清洗3 min,隨后將母材與釬料裝配成三明治結構,將兩個4 mm 見方的母材按照圖1(a)所示裝配,用于組織結構觀察。將10 mm×10 mm×4 mm 和4 mm 見方的母材按照圖1(b)結構放置,用于剪切測試。所用釬焊溫度為910 ℃,保溫時間分別為10、20 和30 min。釬焊工藝如圖2所示,先以10 ℃/min 的速率升至300 ℃,保溫30 min 后繼續以10 ℃/min 的速率加熱到910 ℃,保溫相應時間后以5 ℃/min 降至300 ℃,隨爐冷卻至室溫。焊后對所獲得的接頭進行打磨拋光處理,將處理好的樣品置于SEM(掃描電子顯微鏡)上觀察界面組織形貌,使用EDS(能譜分析)分析元素含量和元素擴散現象,結合XRD(X 射線衍射)確定接頭中組織,使用萬能剪切試驗機測試接頭力學性能。
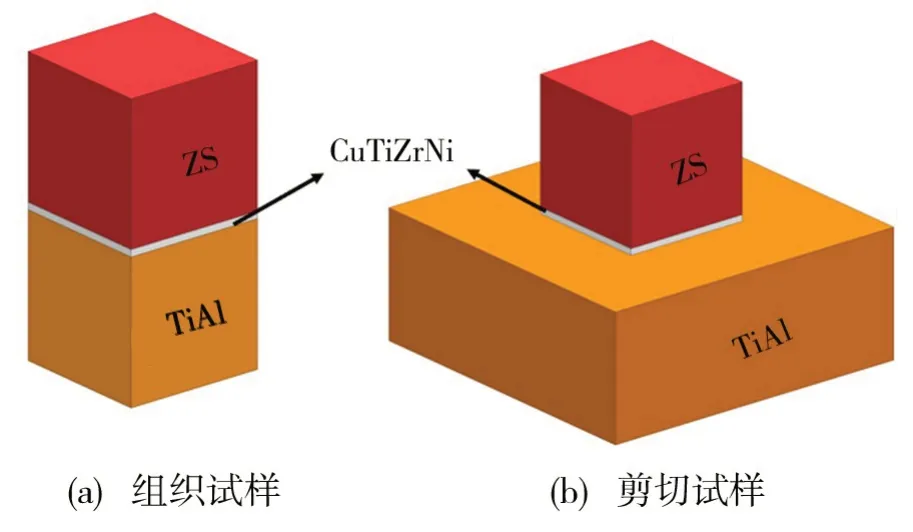
圖1 TiAl/CuTiZrNi/ZS釬焊接頭示意圖Fig.1 Schematic illustration of the TiAl/CuTiZrNi/ZS brazed joint
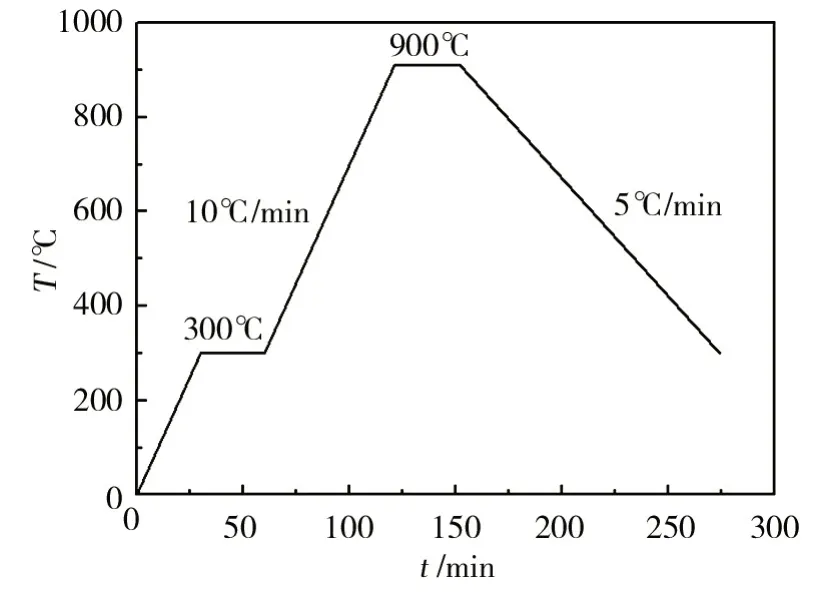
圖2 TiAl/CuTiZrNi/ZS釬焊工藝示意圖Fig.2 Brazing process of TiAl/CuTiZrNi/ZS brazed joint
2 結果與分析
2.1 接頭界面微觀結構與組織成分
圖3是采用CuTiZrNi 非晶釬料在釬焊溫度910 ℃、保溫10 min 獲得的TiAl/ZS 接頭界面微觀形貌。從圖3(a)可以看到接頭結合良好,并未發現孔洞和裂紋等缺陷。釬縫寬度約為58μm,整個接頭可以劃分為三個不相同的連續反應區,分別為Ⅰ區(靠近TiAl 一側的反應區)、Ⅱ區(中心反應區)、Ⅲ區(靠近ZS一側的反應區)。I區主要是由黑色A 相和灰色B 相交替形成的層狀結構,Ⅱ區為三相混合區域,由黑色相C,白色基體相D 以及灰色相E 組成,Ⅲ區主要含有灰色長條狀F,如圖3(b)、3(c)所示。
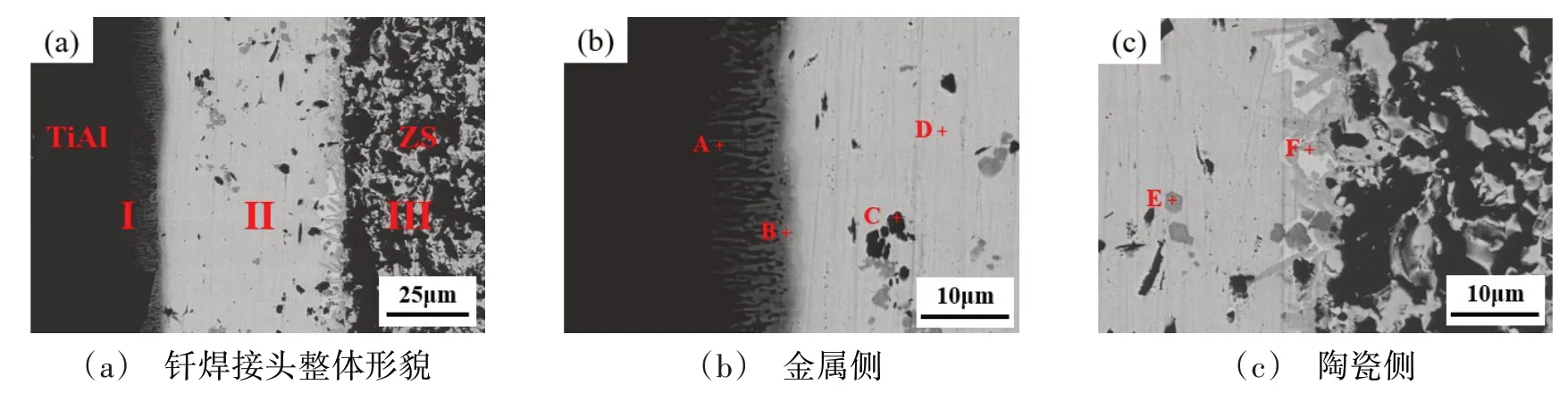
圖3 釬焊溫度910 ℃、保溫10 min接頭微觀組織形貌Fig.3 Microstructure of joint brazed at 910 ℃for 10 min
對析出相進行EDS 分析,結果如表1所示,同時對剪切斷口樣品進行XRD 掃描(由于接頭斷裂在陶瓷側,使用2000#砂紙將斷口打磨至釬焊焊縫處),如圖4所示。基于EDS 和XRD 分析結果,可以判斷A點主要含有Ti、Al 元素且原子分數比為2∶1,B 點主要含有Al、Cu、Ti 元素,故A 點為Ti2Al 相,B 點為AlCuTi相[24]。C點主要由Ti元素和B元素組成,且原子分數比為1∶1,C 點為TiB 相。D 中含有大量的Ti、Zr、Cu、Ni 元素且Ti+Zr 和Cu+Ni 的原子計量比約為2∶1,且由XRD 可以看出主要生成物為Zr2Ni、Zr2Cu、Ti2Cu、Ti2Ni,由于這四種元素可以無限互溶,故統稱為(Ti,Zr)2(Cu,Ni)相。E點主要含有Ti和Cu元素且二者原子分數比Ti∶Cu 為1∶1,為TiCu 相。F 主要由Ti與Si組成,由于Ti與Si極易形成Ti5Si3相[25-26],結合XRD 結果可知其為Ti5Si3相。由于AlCuTi 含量較少,未被設備檢測到。綜上,界面反應層主要組成相由TiAl 金屬側至ZS 陶瓷一側為Ti2Al/AlCuTi/(Ti,Zr)2(Cu,Ni)+TiB+TiCu/Ti5Si3。

表1 釬焊溫度910 ℃、保溫10 min析出相EDS分析Tab.1 EDS analysis of composition of joint brazed at 910 ℃for 10 min
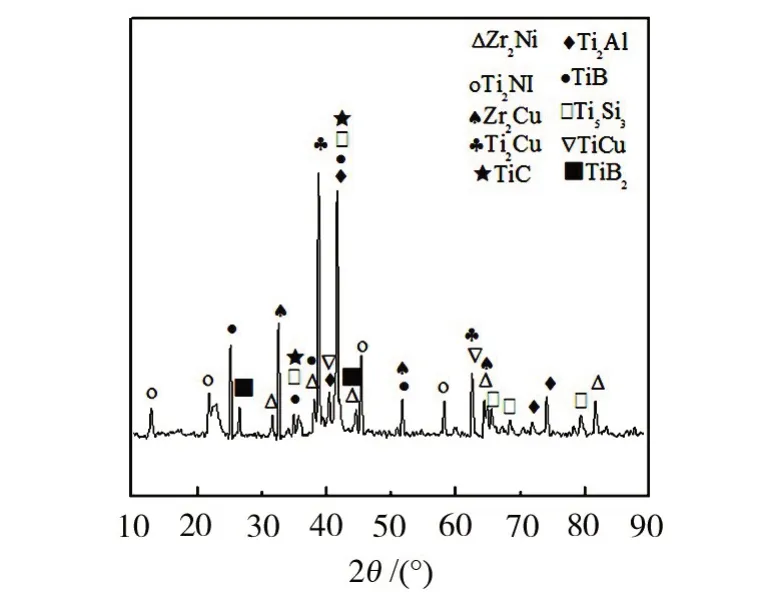
圖4 釬焊溫度910 ℃、保溫10 min釬縫XRD分析Fig.4 XRD patterns of fracture of joint brazed at 910 ℃for 10 min
2.2 釬焊保溫時間對接頭顯微結構的影響
圖5是釬焊溫度910 ℃、不同保溫時間下TiAl/ZS接頭微觀形貌。從圖中可以看出在各工藝參數下接頭均結合良好并形成了連續反應層。當保溫時間為10 min時,接頭形貌如圖5(a)、(b)所示,可以明顯的看到接頭各區域特征,靠近TiAl一側的反應區較平直,中心反應區中析出相含量較少,尺寸較小。在ZS一側的反應區中Ti5Si3尺寸較小且不連續。這是由于保溫時間過短,Ti、Al等元素擴散受到時間限制,析出相沒有足夠的時間生長。隨著保溫時間延長至20 min,接頭形貌如圖5(c)、(d)所示,TiAl 一側反應區寬度明顯增大,表明AlCuTi和Ti2Al含量增多。中心反應區寬度減小,這是因為液態釬料與擴散元素反應時間充足,導致在冷卻階段殘余釬料共析分解形成的基體相(Ti,Zr)2(Cu,Ni)含量降低。區域中TiCu和TiB含量增多且尺寸增大,呈彌散狀分布在接頭中。Ⅲ區中由于Ti5Si3含量增多呈現連續層狀。這是因為保溫時間的延長,TiAl母材溶解度增大,釬縫中Ti、Al元素充足且元素擴散充分[26],使得母材與熔融釬料有著足夠的時間進行擴散反應,同時,為釬縫中析出相的生長提供了條件。繼續延長保溫時間至30 min,接頭形貌如圖5(e)、(f),Ⅰ區和Ⅲ區寬度繼續增加,Ⅱ區寬度繼續減小。釬縫中TiB和TiCu隨著保溫時間的延長繼續生長,仍彌散分布在釬縫中。保溫時間的延長,界面產物的生成量也會增加,Ⅲ區中Ti5Si3相已發生團聚形成大塊化合物。綜上所述,隨著保溫時間的延長,TiAl/ZS接頭微觀形貌發生了改變,界面反應層厚度增加,接頭中TiB與TiCu相尺寸增大含量增多。釬縫中并未出現新的析出相,接頭界面結構仍為:TiAl/Ti2Al/AlCuTi/(Ti,Zr)2(Cu,Ni)+TiB+TiCu/Ti5Si3/ZS。
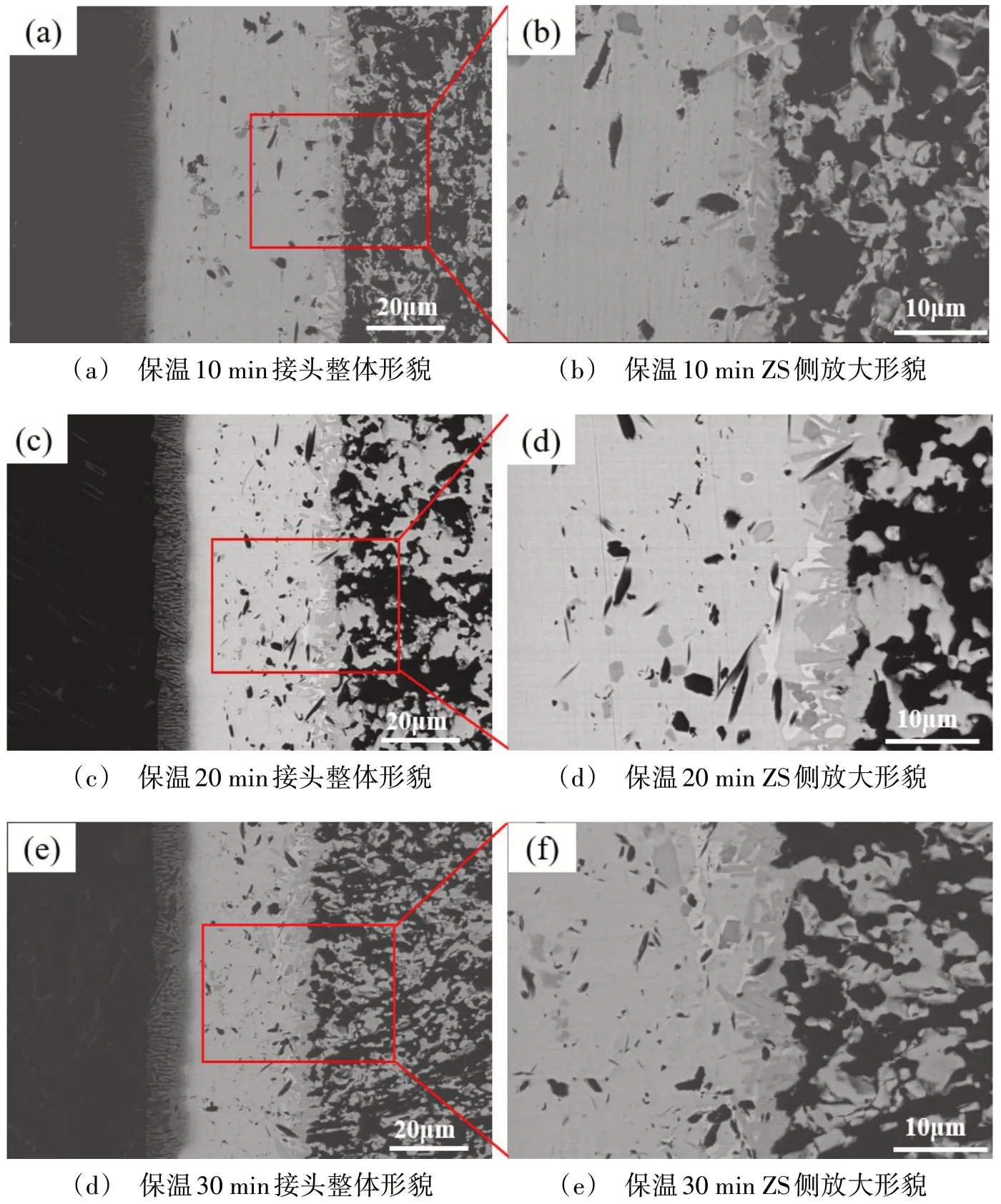
圖5 釬焊溫度910 ℃、不同保溫時間下接頭界面微觀形貌Fig.5 Microstructure of joints at different holding time and temperature of 910 ℃
結合上述分析可以發現,當釬焊過程剛開始時,加熱溫度較低,釬料未融化,未發生元素擴散現象。隨著加熱過程繼續進行,釬焊溫度升高,當爐內溫度達到釬料熔點時,釬料開始融化并潤濕母材。由于濃度梯度的存在,母材中元素向熔融釬料擴散,同時,熔融釬料中的Cu、Ti、Zr、Ni 元素也向母材擴散。隨著釬焊溫度的繼續上升,釬料完全融化,原子擴散速率加劇,TiAl 合金中的Ti、Al 元素繼續擴散,由文獻[27]可知,TiAl合金中形成α2-Ti3Al相是需要Ti元素長程擴散,而Ti 元素是可以沿著材料內部邊界進行擴散的,當Ti 元素降低到γ-TiAl 相和α2-Ti3Al 相形成的臨界含量時,γ-TiAl相和α2-Ti3Al相會發生化學反應生成Ti2Al 相。此時,Ti、Al 元素濃度高于Cu元素,根據Al-Cu-Ti 三元相圖,液態釬料中Cu 元素會和TiAl 合金中的γ-TiAl 相和α2-Ti3Al 相發生反應,反應式為:L+AlTi+AlTi3?AlCuTi[28]。在保溫過程中,根據Cu-Zr-Ni三元相圖,液態釬料會發生分解形成(Ti,Zr)2(Cu,Ni)相,隨著Ti元素更充分地擴散,擴散的Ti 元素會與ZS 中擴散的B 元素結合形成TiB相,反應式為:Ti+B→TiB(ΔG=-158 034.3 J/mol),之后Ti 元素會與Cu 元素相結合形成TiCu 相,反應式為:Ti+Cu=TiCu(ΔG=-112 37.679 J/mol)[29],熔融釬料中活性高的Ti 元素會在靠近ZS 一側形成形Ti5Si3相,因為Ti+Si→Ti5Si3反應式所需吉布斯自由能低,Ti元素與Si元素易生成Ti5Si3[25-26]。隨著保溫過程的進行,各析出相尺寸逐漸增大,在保溫過程中,原本尺寸較小含量較少的TiCu 和TiB 相持續生長,Ti5Si3相也逐漸形成連續層狀。在冷卻階段,熔融釬料自身發生共析分解生成(Ti,Zr)2(Cu,Ni)。
2.3 釬焊保溫時間對接頭剪切性能的影響及斷口形貌分析
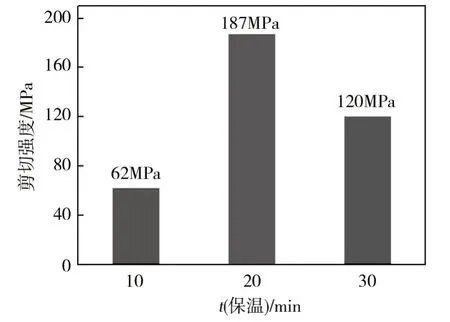
圖6 釬焊910 ℃不同保溫時間下獲得的接頭剪切強度Fig.6 Variation of room temperature shear strength with different holding time
圖6是釬焊溫度910 ℃、不同保溫時間下獲得的TiAl/CuTiZrNi/ZS 接頭剪切強度。可以看出,在分別保溫10、20、30 min 的情況下,接頭剪切強度先上升后下降,其中保溫時間為20 min 時,接頭剪切強度最大,為187 MPa。從2.2 分析可知界面反應層厚度隨著保溫時間的延長逐漸增大,據文獻[30]報道,界面反應層的厚度影響接頭力學性能。當保溫時間為10 min 時,由于保溫時間較短,Ti 元素并未完全擴散至陶瓷側,所以在Ⅲ區未形成連續的Ti5Si3反應層,導致接頭強度僅為62 MPa,當溫度延長到20 min,接頭中各析出相尺寸增大,尤其是TiB 和TiCu 彌散分布在釬縫中起到彌散強化作用,且元素由于擴散時間充足,在Ⅲ區形成連續Ti5Si3反應層,接頭力學性能上升。繼續延長保溫時間至30 min,Ⅲ區寬度繼續增加,釬縫中TiB 和TiCu 相過分長大聚集,增加了釬縫脆性,降低接頭力學性能。圖7為釬焊溫度910 ℃、不同保溫時間下接頭斷口形貌。

圖7 釬焊溫度910 ℃、不同保溫時間接頭斷口形貌Fig.7 Appearance of joint fracture at different holding time of 910 ℃
從圖中可以看到不同工藝條件下接頭均斷裂在陶瓷側,在斷口微觀形貌中并未觀察到韌窩等形貌,接頭呈現典型的脆性斷裂。裂紋一般是由脆性相萌生,隨著外應力作用裂紋逐漸延伸至母材[31],當外應力施加在TiAl/CuTiZrNi/ZS 接頭上,裂紋在釬縫中萌生,隨著外應力的作用擴展延伸至母材,從圖7(a)、(b)、(c)不同釬焊保溫時間的宏觀斷口形貌可以看出,斷口平齊光亮,疲勞源產生于TiAl/ZS 接頭表面處,此后隨外力增大裂紋擴展,在裂紋擴展路徑中遇到ZS 陶瓷中的增強相SiC 時將發生偏轉,最終在主裂紋尖端形成局部應力集中[32],在母材中繼續延伸直至斷裂,其中在910 ℃、保溫30 min 時斷口撕裂痕最大。圖7(d)、(e)、(f)分別為910 ℃、保溫10、20、30 min 的微觀斷口形貌,從圖7(d)中可以看出保溫10 min 時剪切微觀斷口內存在很多顯微孔洞,隨著剪切應力的增大,顯微空洞逐漸聚集長大并產生新的空洞,最終導致材料失效斷裂;保溫時間增加到20 min 時,剪切斷口顯微形貌呈現準解理斷裂形貌,大的顯微空洞較少,大部分為極小的孔洞并伴隨類似凹陷舌狀花樣特征如圖7(e)所示;保溫時間為30 min 時,剪切斷口顯微形貌以凸出舌狀花樣和河流花樣為主。
3 結論
(1)采用Cu41.83Ti30.21Zr19.76Ni8.19 非晶釬料成功實現了TiAl/ZS 真空釬焊連接,接頭結合良好,并未發現孔洞和裂紋等缺陷。典型的接頭界面結 構 為:TiAl/Ti2Al/AlCuTi/(Ti,Zr)2(Cu,Ni)+TiB+TiCu/Ti5Si3/ZS。
(2)釬焊工藝影響接頭微觀結構和力學性能,隨著保溫時間的延長,Ⅰ區和Ⅲ區寬度逐漸增大,Ⅱ區寬度逐漸較小,中心反應區中TiCu 和TiB 相尺寸增大,接頭力學性能先上升后下降。當釬焊溫度910 ℃、保溫20 min 接頭力學性能達到最大值為187 MPa。對各工藝參數下TiAl/ZS 接頭斷口進行分析,發現斷口均斷裂在陶瓷側,屬于脆性斷裂。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53