等離子弧焊機小電流輸出設(shè)計
2020-07-26 14:19:51羅云萌
科技創(chuàng)新與應(yīng)用 2020年22期
羅云萌
摘? 要:文章采用全橋-半橋工作方式切換的方法,調(diào)節(jié)逆變式等離子弧焊機輸出電流。大電流時,主電路工作在全橋狀態(tài),而在小電流輸出狀態(tài)時,主電路由全橋轉(zhuǎn)換成半橋工作,從而提高了占空比調(diào)節(jié)范圍,保證輸出電流的精度和穩(wěn)定性。在小電流工作狀態(tài)不會發(fā)生丟波現(xiàn)象,輸出電流精度高、電流穩(wěn)定性好,滿足小電流焊接的需要。
關(guān)鍵詞:等離子弧;小電流;逆變;焊機
中圖分類號:TG434.1 文獻標(biāo)志碼:A? ? ? ? ?文章編號:2095-2945(2020)22-0086-02
Abstract: In this paper, the output current of inverter plasma arc welding machine is regulated by the method of full bridge and half bridge circuit. When the current is large, the main circuit works in the full-bridge state, and when the current is small, the main circuit changes from the full bridge to the half-bridge state, which improves the regulation range of duty cycle and ensures the accuracy and stability of the output current. In the low current working state, there is no wave loss phenomenon, high output current precision and good current stability, which can meet the needs of low current welding.
Keywords: plasma arc; small current; inverter; welding machine
引言
等離子弧焊是指利用等離子弧高能量密度束流作為焊接熱源的熔焊方法。等離子弧焊接具有能量集中、電流穿透能力強、焊接速度快、生產(chǎn)率高、應(yīng)力變形小、電孤穩(wěn)定等特點,可用于焊接碳鋼、不銹鋼、鋁及鋁合金、鈦合金等材料[1-2],特別適合于各種難熔、易氧化及熱敏感性強的金屬材料的焊接。現(xiàn)有逆變式等離子弧焊電源在小功率輸出狀態(tài)時,由于控制功率開關(guān)管IGBT的驅(qū)動波形占空比很小,容易發(fā)生丟波現(xiàn)象,且輸出電流的精度和穩(wěn)定性不高。本文在設(shè)計過程中,利用原有的全橋電路,在小電流輸出時,直接由全橋工作切換到半橋工作,可以有效地解決上述問題。
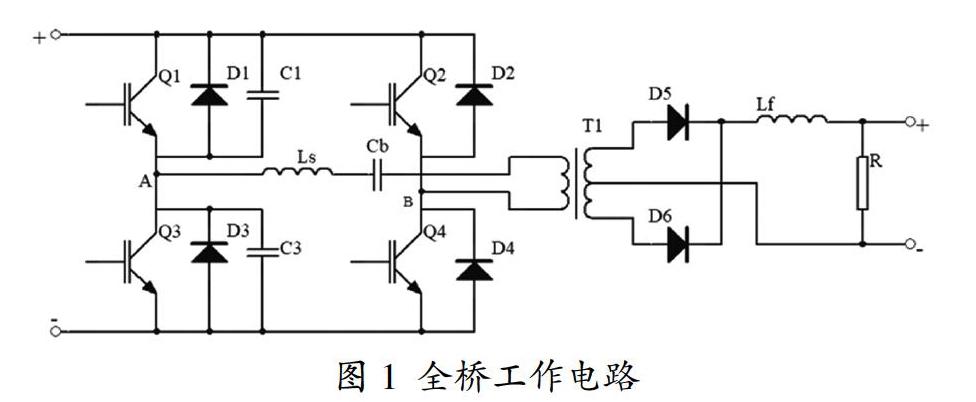
1 大電流模式
較大電流輸出時,電路如圖1為全橋工作方式,IGBTQ1與Q4, Q2與Q3輪流導(dǎo)通,實現(xiàn)大電流輸出。
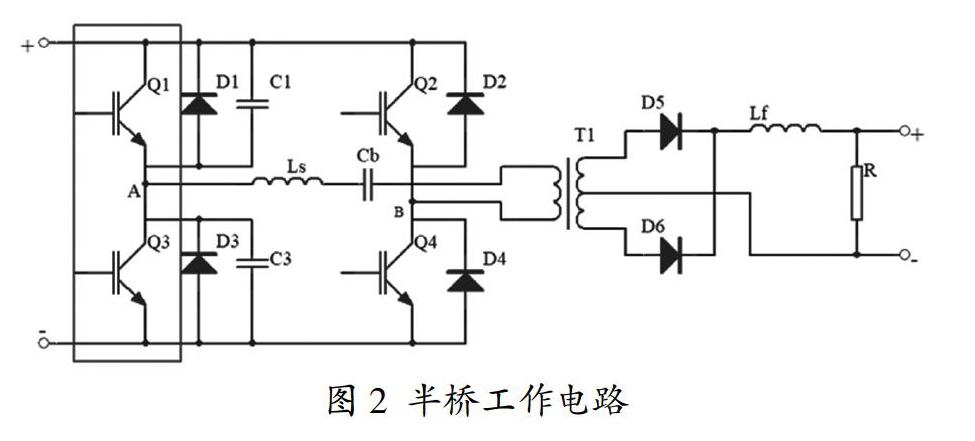
2 小電流模式
本文采用半橋工作方式實現(xiàn)小電流焊接,如圖2所示為半橋工作方式,即超前臂IGBTQ1和Q3同時關(guān)斷,滯后臂IGBTQ2和Q4實現(xiàn)PWM控制。
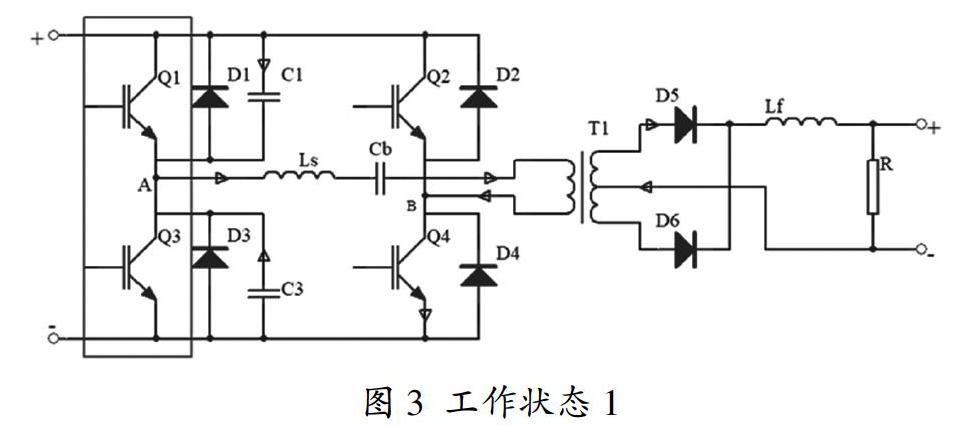
如圖3(工作狀態(tài)1),Q4導(dǎo)通,C3放電,C1充電,此時刻產(chǎn)生一個瞬間的感應(yīng)電壓,飽和電感LS阻止原邊電流增大。隨著原邊電流的逐漸增大,Cb兩端電壓慢慢充電,C1充電到最大值,C3兩端電壓放電至最小值,原邊電流增大至最大值。
如圖4(工作狀態(tài)2),Q4關(guān)斷,由于電抗器Lf的電流方向按原方向流動,故原邊電流的方向按原方向流動,此時D2導(dǎo)通為原邊電流續(xù)流,UAB=-UC1max,即AB兩端瞬間有一個很大的反向電壓,原邊電流逐漸降為零,阻斷電容Cb兩端的電壓增加至最大值。飽和電感LS瞬間產(chǎn)生一個反向感應(yīng)電動勢阻斷原邊電流增加。
如圖5(工作狀態(tài)3),C1、C3和Cb兩端電壓基本保持不變,變壓器兩端電壓為零。
如圖6(工作狀態(tài)4),Q2導(dǎo)通,C1放電,C3充電,飽和電感產(chǎn)生一個瞬間的感應(yīng)電壓阻止原邊電流反向增大。隨著原邊電流的逐漸增大,Cb兩端電壓逐漸降低,C3兩端電壓充電至最大值,原邊電流增大至反向最大值。
如圖7(工作狀態(tài)5),Q2關(guān)斷,由于電抗器Lf電流方向按原方向流動,故原邊電流的方向按原方向流動,此時D4導(dǎo)通為原邊電流續(xù)流,UAB=UC3max,即AB兩端瞬間有一個很大的正向電壓,阻斷電容Cb充電到至反向最大值。原邊電流逐漸降低為零。
如圖8(工作狀態(tài)6),此狀態(tài)與狀態(tài)3相似,C1、C3和Cb兩端電壓基本保持不變,變壓器兩端電壓為零,但電容兩端的電壓極性與狀態(tài)3相反。
3 結(jié)論
本文采用全橋-半橋工作方式切換的方法,使超前臂的兩個IGBT同時關(guān)斷,滯后臂的兩個IGBT實現(xiàn)PWM控制,可以實現(xiàn)逆變式等離子弧焊機的小電流輸出,輸出電流的精度高、穩(wěn)定性好。
參考文獻:
[1]方文鵬,潘慶軍,杜曉偉,等.離子弧在航空材料焊接中的應(yīng)用[J].電焊機,2007,9(37):24-28.
[2]孫薇,馬瑞芳,等.大功率等離子弧焊接系統(tǒng)及工藝研究[J].焊接技術(shù),2018,9(47):158-160.
[3]張曉東,彭煒,鄒偉全,等.等離子弧釬焊技術(shù)的原理與設(shè)備開發(fā)[J].焊接技術(shù),2020,49(03):69-73.
[4]張文杰,任香會,陳立佳,等.焊接電流對等離子弧增材制造Inconel690合金性能的影響[J/OL].熱加工工藝:1-5[2020-07-09].https://doi.org/10.14158/j.cnki.1001-3814.20193337.