小口徑不銹鋼管膜式壁制造工藝技術
2020-07-26 14:19:51鄧立鑫康寶龍王智穎
科技創新與應用 2020年22期
關鍵詞:工藝
鄧立鑫 康寶龍 王智穎
摘? 要:文章通過對小口徑不銹鋼管膜式壁管屏的制造難點及關鍵工藝技術進行總結,詳細闡述了制造過程中采取的工藝措施和解決方法。
關鍵詞:小口徑不銹鋼管;膜式壁;工藝
中圖分類號:TK225? ? ? ? 文獻標志碼:A? ? ? ? ?文章編號:2095-2945(2020)22-0141-02
Abstract: In this paper, the manufacturing difficulties and key technologies of the membrane wall tube screens of small diameter stainless steel tubes are summarized. The technological measures and solutions adopted in the manufacturing process are described in detail.
Keywords: small diameter stainless steel tube; membrane panel; technology
引言
國際首臺世界參數最高的西安熱工院5兆瓦超臨界二氧化碳(CO2)循環發電試驗平臺,該試驗平臺與常規鍋爐結構截然不同,由于運行介質為CO2,常規鍋爐中管子材質無法滿足要求,因此鍋爐主體氣冷壁中首次采用不銹鋼小口徑管膜式管屏。
為滿足試驗平臺工藝制造的要求,我們編制了制造工藝方案,最終使工程得以順利完成。為總結經驗,對二氧化碳CO2循環發電試驗平臺中氣冷壁管屏簡述、制造難點及關鍵工藝技術進行簡要介紹。
1 氣冷壁管屏簡述
二氧化碳CO2循環發電試驗平臺鍋爐容量小,單屏結構較簡單,但是氣冷壁需要廠內組裝集箱以及四面氣冷壁整體組裝發貨(見圖1),氣冷壁部件中管子全部采用小口徑不銹鋼材質,小口徑管剛性弱、焊接變形大,不銹鋼材質熱膨脹系數高,變形不易控制,為保證氣冷壁最終的整體組裝,不銹鋼氣冷壁管屏的制造成為整個項目的重中之重,這需采取非常規的工藝措施,才能滿足其制造要求。
2 膜式氣冷壁制造工藝技術
二氧化碳CO2循環發電試驗平臺四面氣冷壁為膜式結構,其中前、后氣冷壁管屏由54根管、53根扁鋼組合成屏,側氣冷壁管屏由57根管、56根扁鋼組合成屏。管子材質均為SA-213TP347H、規格均為Φ28.6×7,扁鋼材質均為06Cr19Ni10,設計規格均為□6×12.7。
2.1 MPM工藝方案
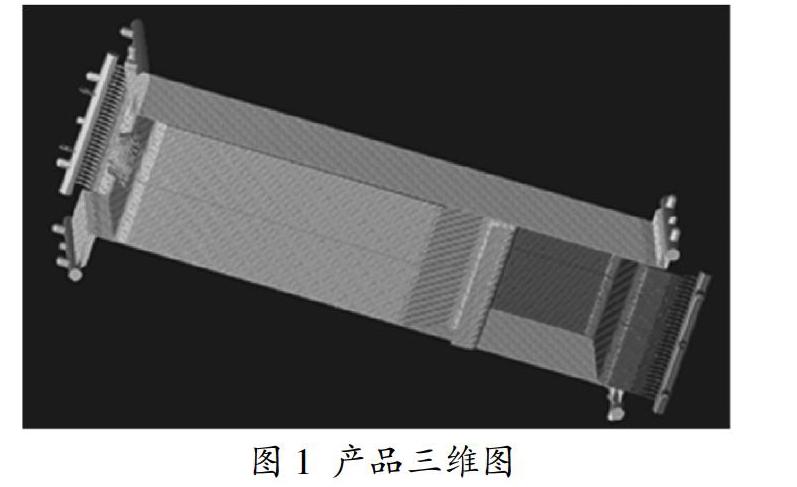
為有效控制MPM焊接過程中管屏的變形,管屏需要采用合理焊接順序。氣冷壁管屏采用單元管片逐步成屏的組合方式,為盡量減少焊接變形,小管片的分片形式應盡量均勻,單管片的形式為“-5-”、數量6片,“5”、數量4片,合屏生成前、后氣冷壁;單管片的形式為“-5-”、數量6片,“5-”、數量2片,“-5”、數量2片,合屏生成側氣冷壁。
具體焊接順序見圖2。
由圖2中可看出,管屏在MPM焊接時,最大可能采用對稱焊接,保證管屏旁彎度在公差允許范圍內。
根據前期我公司相關項目中不銹鋼管屏焊接收縮量經驗,管屏橫向收縮量較大,在原材料尺寸無變化的情況下無法通過僅調整工裝進行控制,為保證爐膛整體尺寸,在管徑不變的情況下,將扁鋼尺寸進行相應的加寬,以抵消橫向收縮導致的管屏收窄。
2.2 制造難點
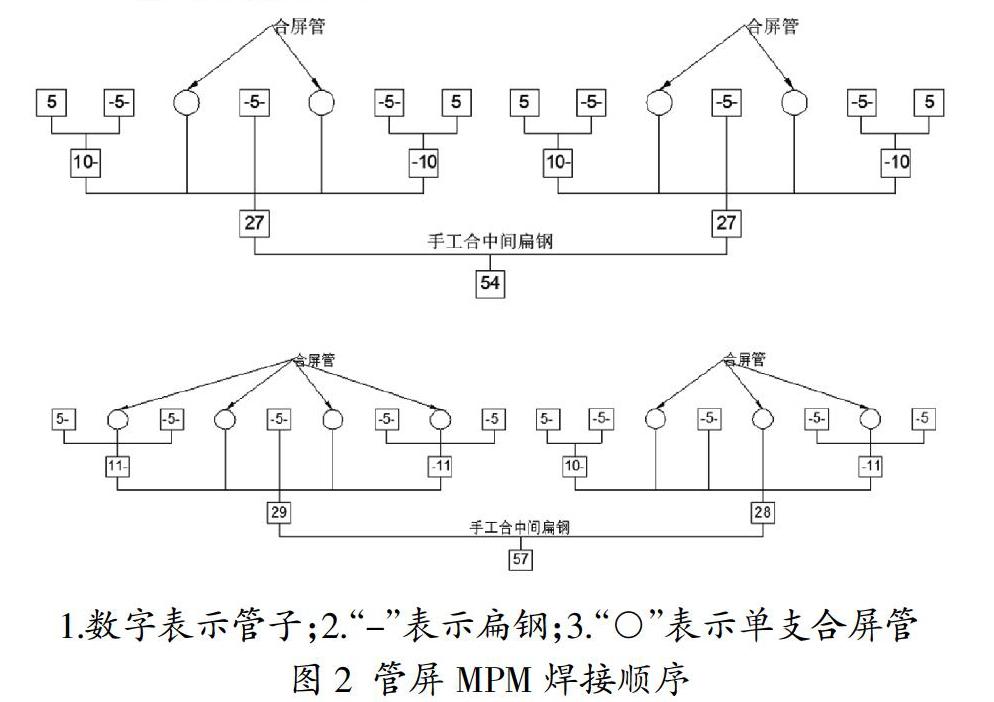
根據MPM焊接設備結構及焊槍的排布,單元管片(-5-)的焊接順序如圖3。
由圖3中可看出,焊槍排布方式遵循焊接過程的對稱性原則,但是在第一片單元管片制造過程中,發現單元管片在設備中產生了較大不可控的變形(見圖4)。其中序號1、3、5管子在兩組滾輪之間變成了拱形,序號2、4管子基本無形變,導致MPM焊接時頻繁斷弧、起弧,焊縫成形質量差,因此我們及時停止生產,進行原因分析并提出改進措施。
2.3 原因分析及改進措施
MPM焊接設備在工作時,需要通過四組滾輪及焊槍才能完成單元管片(-5-)的焊接,結合單元管片變形特點及MPM焊接設備焊槍布置,發現單元管片在下六槍后、上四槍前變形嚴重,經分析,主要有以下四點原因:
(1)序號1、3、5管子經過兩組滾輪及焊槍后,每根管子均完成四條焊縫焊接工作,熱輸入量大。
(2)不銹鋼材質熱膨脹系數高,受熱后膨脹量大。
(3)下六槍壓輪與上四槍壓輪之間距離較大且受焊接管子被兩組壓輪壓緊,所產生的膨脹無處釋放。
(4)序號1、3、5之間毫無連接關系,均為自由狀態,導致管子膨脹形成拱形,影響焊接質量。
經分析,無法改變不銹鋼材質特性,只能更改管子排布方式。前兩組焊槍焊接結束后,單元管片需要形成一個整體,取消后面兩組焊槍的使用,因此只使用12把焊槍進行焊接,每根管四條焊縫,最終將單元管片的根數由原5根管調整至3根。MPM合屏方式進行相應調整如圖5,最終產品圖見圖6。
3 結束語
通過初始單元管片的試驗及分析改進,工藝制造技術的不斷完善,現已成功完成了二氧化碳(CO2)循環發電試驗平臺膜式氣冷壁的生產制造。在改進工藝制造方案的過程中,防止出現大量的不合格品產品,保證了產品的順利產成,同時對小口徑不銹鋼管膜式壁管屏的生產制造提供了寶貴的經驗。
參考文獻:
[1]龔德平.膜式壁在制造中的壓痕問題與原因分析[J].能源研究與管理,2019(04):48-50.
[2]劉金波,韓秀蘭,等.不銹鋼膜式壁管屏焊接收縮量分析研究[J].電站系統工程,2017,33(02):27-28.
[3]蔡建.TP347H不銹鋼管屏制造工藝淺析[J].工業鍋爐,2017(03):54-56.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52