異種金屬管道焊縫的修補焊殘余應力
2020-07-27 06:58:54SanjooramPaddea饒德林葉晉羅凡張書彥
焊接 2020年2期
Sanjooram Paddea,饒德林,葉晉,羅凡,張書彥
(1.東莞材料基因高等理工研究院,廣東 東莞523808;2.上海市醫藥學校,上海200135)
0 前言
應力腐蝕開裂(Stress corrosion crack,SCC)是能源、化工行業管道的常見失效問題。壓水堆或重水堆核電廠一回路的水具有腐蝕性,如果一回路的管道材料有較大的殘余拉伸應力,在腐蝕介質和拉應力的共同作用下,管道就存在嚴重的應力腐蝕開裂傾向。杜東海等人[1]在研究AP1000核電管道材料時指出,焊接殘余應力加速了焊接熱影響區應力腐蝕裂紋的擴展速率;而異種金屬焊縫的殘余應力分布復雜,是各國學者關注的重點。加拿大學者Duan等人[2]認為一回路管道應力腐蝕裂紋在異種金屬焊縫中的產生和擴展主要是由焊接殘余應力導致的,對殘余應力的檢測是評價管道焊接質量的重要內容。黃本生等人[3]在研究Q345/316L異種鋼焊接殘余應力時指出,焊縫和焊縫附近區域殘余應力的分布是不連續和不對稱的,最大殘余應力出現在Q345側的熔合線處;蔡建鵬等人[4]分析和測量了Q345/SUS304異種鋼對接接頭的殘余應力和變形,指出SUS304側的縱向拉伸應力區明顯寬于Q345側。目前,焊接殘余應力的檢測通常采用X射線衍射方法,但由于X射線衍射法測得的應力僅限于材料表面微米深度,無法實現沿材料厚度方向的應力測量。對于異種金屬材料的焊縫,隨著材料服役時間的增加,SCC導致的焊縫開裂問題可能更嚴重。張俊寶等人[5]研究了SA508低合金鋼和SA351不銹鋼的異種鋼對接鋼管焊接殘余應力,并采用盲孔法對殘余應力進行了測量,指出熱影響區存在較高殘余應力是SCC的危險區域。
對于長期服役且已經出現裂紋的焊縫,出現所謂的破前漏(Leak before break,LBB)問題,需要進行修補焊,這種焊縫局部的補焊必將引起殘余應力的重新分布,文獻[6-7]指出,經歷補焊過程后,補焊焊縫和附近熱影響區會出現較大的拉應力。如果不對補焊的殘余應力進行再評估,有可能產生嚴重的應力腐蝕開裂。文獻[8]就提到,美國VC summer核電站在反應堆壓力容器安全端焊縫區多次補焊產生了熱裂紋,焊縫殘余應力較高,最終導致一回路水管道因SCC泄漏。上世紀70和80年代建造的核電廠一回路管道很多出現了SCC問題和破前漏問題,需要對管道進行修補焊。為了評價補焊后的整個焊接接頭的殘余應力分布,降低管道SCC風險,該研究制備了專用的異種金屬焊接管道試樣,并對試樣焊縫進行了切削和修補焊接,采用輪廓法對異種金屬管道對接焊的殘余應力進行了測量,檢驗修補焊工藝是否滿足ASTM的相關規定要求。
1 材料與方法
試驗用兩種管道材料分別是SA106B碳鋼和Inconel 600合金,焊絲(條)材料是 Incoweld A,管道及焊接材料的主要力學性能參數和熱物理性能參數見表1。管子內徑74 mm,厚度7.4 mm,按照ASME BPVC相關要求制備了四種異種金屬焊接管道對接焊試樣,分別采用手動焊接和自動焊接方法進行對接環焊縫的焊接。手工焊時采用直徑2.38 mm的Incoweld A焊條,共5層焊縫;自動焊時,采用直徑0.89 mm的同種焊絲,分10層焊完,然后分別進行修補焊接。對于手動焊接管道試樣,首先將環焊縫的0°~120°段從焊縫頂部到根部將焊縫打磨掉,然后使用焊條電弧焊(SMAW)將該區域管道重新焊接。對于自動焊接管道試樣,首先將環焊縫0°~90°的焊縫部分從外徑切割到根部,然后使用鎢極氬弧焊(GTAW)將該區域管道重新修補焊接,典型修補焊接工藝參數見表2。試驗總共有4種焊接管道試樣,分別是手工焊接原始管道、手工焊接修補焊管道、自動焊接原始管道和自動焊接修補管道。圖1顯示SA106B碳鋼與Inconel 600合金管異種金屬焊縫實物。

表1 焊接材料的主要力學和熱物理性能參數
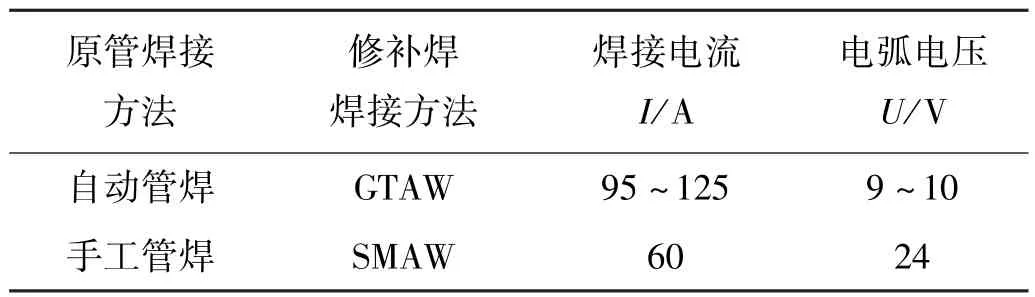
表2 典型修補焊工藝參數
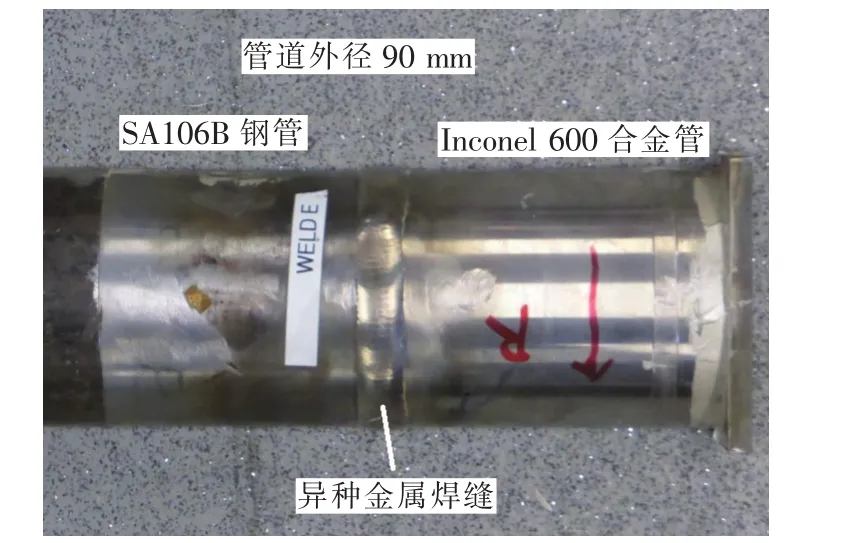
圖1 異種金屬焊接管道及環焊縫
異種金屬管道焊接接頭存在較高的殘余應力,但目前的殘余應力測量方法主要是測量表面(X射線衍射法)或淺表面(盲孔法)的應力,雖然中子衍射技術可以測量材料內部深層的應力,但國內此種設備很少。而輪廓法殘余應力測量技術將位移測量與應力重構結合在一起,很適用于結構內部應力場的測量,能夠快速地測量出焊接結構內部殘余應力分布[9],已經在焊接結構殘余應力測量方面得到了成功的應用[10-13]。輪廓法測量殘余應力時需要將待測工件的表面用高精度線切割的方法切開,再采用三坐標儀對切割截面進行掃描測量,獲得應力釋放后表面的尺寸輪廓線,進而得到表面形變數據,通過有限元分析、反演計算,得到表面的殘余應力分布。有研究指出[14],對不銹鋼和鎳基合金材料焊接接頭,輪廓法應力測量的不確定度大約是20~40 MPa。
該研究主要考察了焊接管道環向和軸向焊接殘余應力,因此切割方法有環向應力切割和軸向應力切割兩種方式,如圖2所示。準備有多個試樣分別用于兩種切割方式,圖3顯示了在夾具上準備進行環向應力切割的管道試樣及切割完成后的截面。
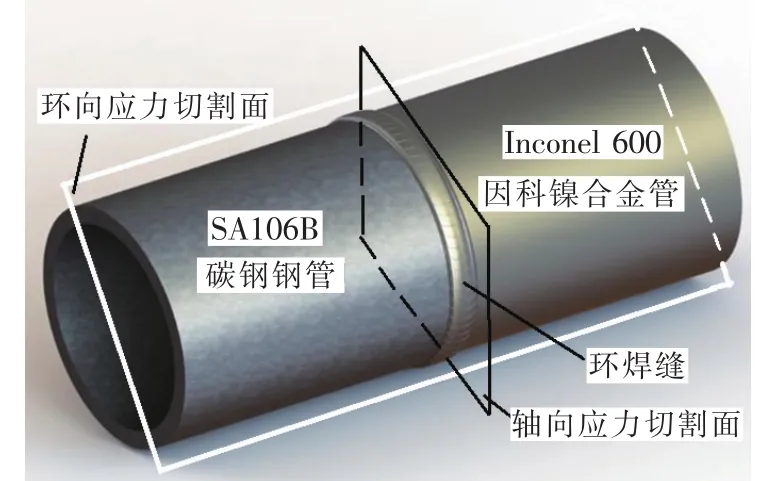
圖2 異種金屬焊接管道及切割方式
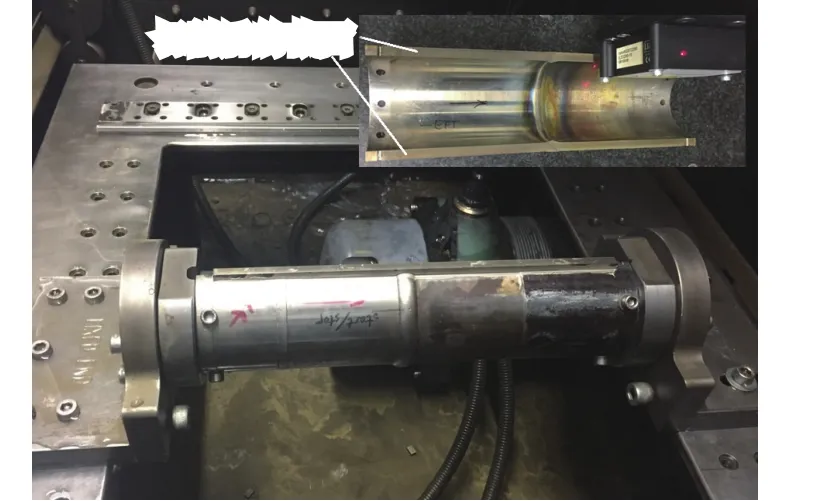
圖3 管道環向應力切割及切割后的截面
2 結果與討論
高精度線切割后,試樣切割截面采用三坐標測量儀對表面輪廓的尺寸進行了精密測量,獲得了應力釋放后表面的變形數據,測量數據經有限元計算得到了切割面的殘余應力分布。有限元計算采用ABAQUS軟件,模型采用三維線性減縮積分單元(C3D8R),焊接材料的應力應變采用線性本構關系,已有的研究分析表明采用這一單元模型可以較精確地求解位移和變形。
圖4是采用輪廓法測量與計算得到的環向應力分布,圖4顯示較高的拉應力集中在Inconel 600合金的熱影響區(Heat affected zone,HAZ),最大環向殘余應力不大于300 MPa。從表1可見,除導熱系數外,三種材料的力學性能和熱物理性能差別不顯著,Inconel 600合金的導熱系數比SA106B低三倍多,因此焊接過程中Inconel 600合金一側有較大的溫度梯度,這是引起應力分布不對稱的重要原因。從圖4可見,管子內壁焊縫有明顯的凸起,這主要是因為內壁進行了鎢極氬弧焊打底焊。
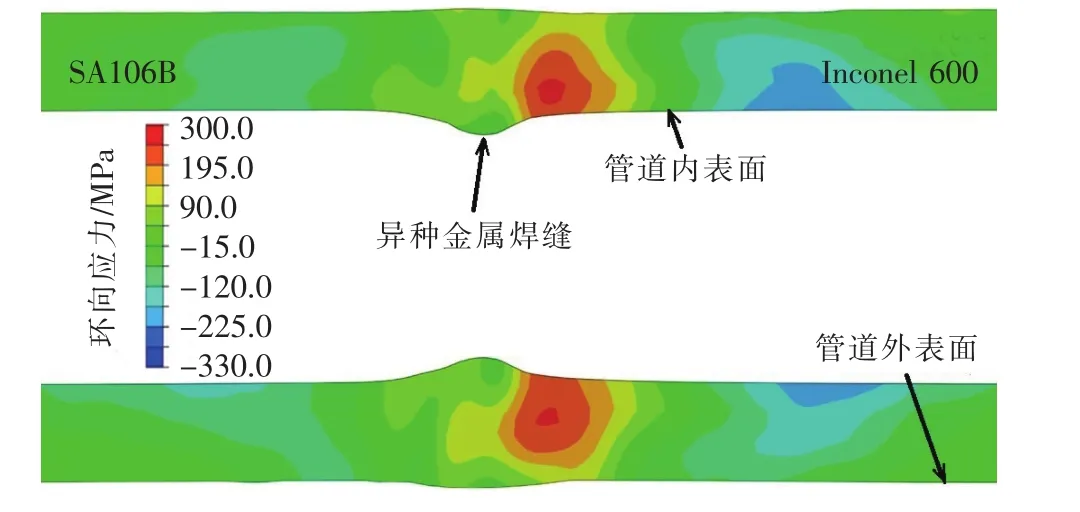
圖4 環向焊接殘余應力分布
圖5 和圖6是切割得到的焊管截面軸向殘余應力分布,由于環向切割面位于焊縫上,圖5和圖6的管壁都不是完整的圓形,尤其是管子外壁。圖5a是管道手工環焊后,采用輪廓法測量到的軸向殘余應力分布,切割面距離焊縫中心Inconel 600合金一側大約3 mm,測量得到的最大殘余拉應力是400 MPa,最小殘余壓應力是-418 MPa。圖5b是手工環焊后,將焊縫一部分切割掉,再手工修補焊后,用輪廓法測量到的軸向殘余應力分布。A點是修補焊的起始點,B點是修補焊結束點。測量得到的最大殘余拉應力是415 MPa,最小殘余壓應力是-408 MPa。
圖6是異種金屬自動焊接焊縫的軸向殘余應力及修補焊后焊縫的軸向殘余應力分布,焊縫切割位置距離焊縫中心線Inconel 600合金一側大約1.5 mm。從圖6可以看到,自動焊接焊后的最大殘余拉應力是389 MPa,最小殘余壓應力是-357 MPa,而修補焊后,最大軸向殘余拉應力是328 MPa,最小殘余壓應力是-543 MPa。
從圖5和圖6可以看出,焊接修補顯著改變了原始焊縫的殘余應力分布。修補焊后,拉伸殘余應力集中在焊接修補區域,拉伸的殘余應力區域被壓應力區域包圍。由于焊接過程伴隨著材料的塑性變形,因此測量的最大殘余應力應該大于材料屈服強度小于抗拉強度,從輪廓法殘余應力測量的結果看,最大殘余應力處于屈服強度和抗拉強度之間,因此測量及計算的結果是合適、有效的。由于測量得到的最大拉伸殘余應力小于415 MPa,結果也符合相關管道抗應力腐蝕開裂的要求[15]。
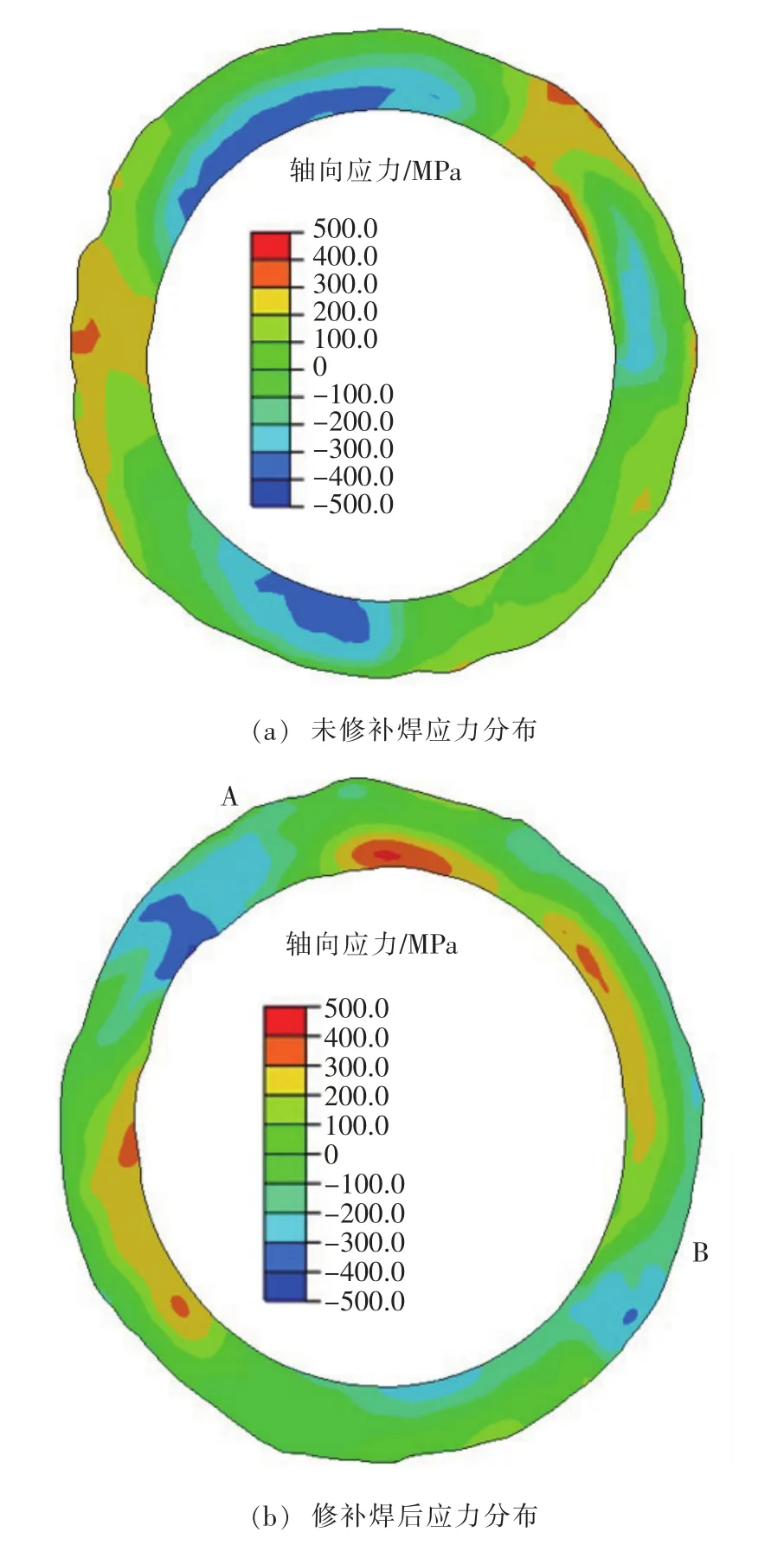
圖5 手工焊及修補焊軸向殘余應力分布
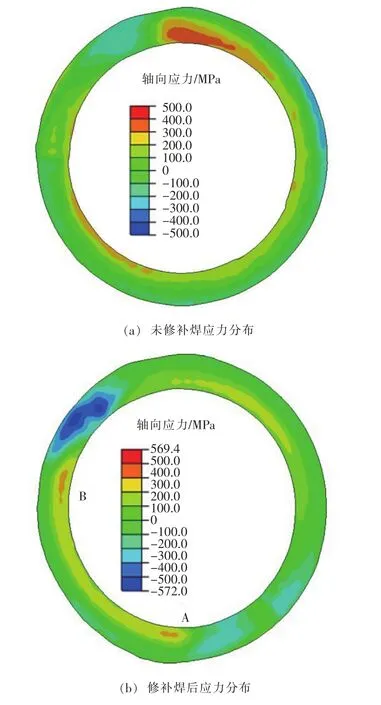
圖6 自動焊焊縫及修補焊軸向殘余應力分布
3 結論
SA106B和Inconel 600異種金屬管道焊接接頭的殘余應力分布受修補焊的影響,拉伸殘余應力集中在焊接修補區域,拉伸的殘余應力區域被壓應力區域包圍。對自動焊和手工焊環縫的修補焊接頭,采用輪廓法進行了殘余應力測量和分析,結果顯示修補焊前后,殘余應力均小于415 MPa,符合相關驗收標準要求。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
制造技術與機床(2018年12期)2018-12-23 02:40:58
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
制造業自動化(2017年2期)2017-03-20 14:26:13
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21