幾種傳動系統零件的耐壓性試驗
2020-08-01 09:16:26王作超
機械工程師 2020年7期
王作超
(山推工程機械股份有限公司,山東 濟寧272073)
0 引 言
山推大馬力推土機傳動系統的部分鑄件由于鑄造缺陷或內部油道鉆通造成油液滲漏,系統壓力損失嚴重影響整機的使用性能。因此零件在加工完成后、裝配之前,都需要進行耐壓性試驗,要求不得滲漏或者破損,避免因缺陷件在裝配、工況試驗后拆機的風險。耐壓試驗主要有氣壓、油壓和盛水試驗3種。油道通常采用油壓試驗,主要檢測鑄件油道有無鑄造或加工缺陷;箱體或者殼體零件通常采用氣壓或者盛水試驗, 主要檢測鑄件表面有無鑄造缺陷(氣孔、砂眼等),盛水試驗因微小裂紋導致的泄漏不容易觀察且鑄件加工面接觸水之后容易銹蝕,故很少采用。下面就幾個典型零件耐壓性試驗的關鍵點作以詳細介紹,一般試驗壓力為工作壓力的1.5~2.0倍[1]。
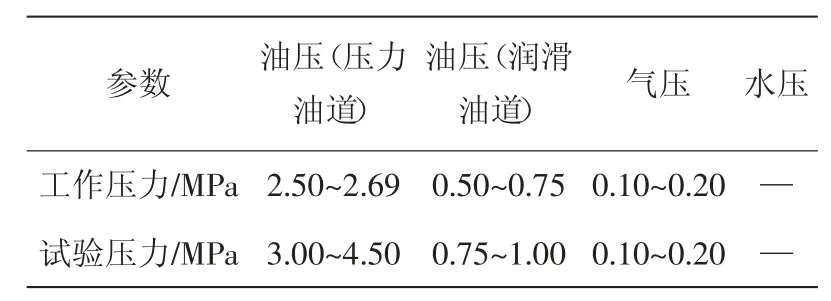
表1 各種耐壓性試驗的壓力參數(試驗用油SAE10W-30,保壓時間10 min,溫度20 ℃)
1 試驗設備
油壓耐壓性試驗用油為冬夏通用牌號SAE10W-30,W前的是冷啟動指數,10W表示機油在零下25 ℃不凝固。W后面的數字-30指機油黏度,相對而言30是比較稀的機油。壓力來源為便攜式手動液壓泵,注油口在尾部,擰開后蓋即可注油。液壓泵最大壓力為10 MPa,接口為Rc3/8(本文均為英制)外螺紋,必要時可增加帶有Rc3/8內螺紋的過渡板進行密封與連接,因液壓泵容量有限,工裝與工件裝配好之后加壓之前最好先用油注滿油道,節省打壓時間。打壓完成之后,應先對液壓泵進行卸壓再進行拆卸,以免油液飛濺。
氣壓壓力源為風壓機,快換接頭接氣管,快換接頭另一端為R1/4外螺紋,外螺紋與工裝或零件Rc1/4內螺紋連接。一般將零件沒入盛水池(加防銹劑)觀察是否有氣泡產生。打壓接頭和絲堵需要輔以生料帶纏繞進行封堵。
2 轉向油缸體
轉向油缸體壓力油道由T部油道和環形油道組成,環形油道與活塞配合,試驗油壓要求4.0 MPa,T部油道與蓋板采用O形圈密封,環形油道采用白色聚四氟乙烯密封環密封,密封環彈性較小,在安裝時使用尖細的錐子將密封環緩緩滑入密封槽,以防抻壞、變形,影響打壓效果;應始終保持1.0×1.9密封環槽朝向與液壓油流向相對,正確朝向確保密封效果[2]。一般情況下,安裝在工裝上的密封環經檢查無損傷后可以重復使用,工件上的為一次性使用,試驗合格后,換用新的密封環進行裝配。其余油道為潤滑油道,試驗油壓為0.75 MPa,壓力較小,φ5、φ14光孔與潤滑油道相通,可以在φ5、φ14光孔末端分別增加工藝絲孔M6、M12,螺栓纏以生料帶進行封堵,密封效果良好。后續應對產品圖樣進行更改,增加工藝絲孔來完成轉向油缸體的耐壓性試驗。
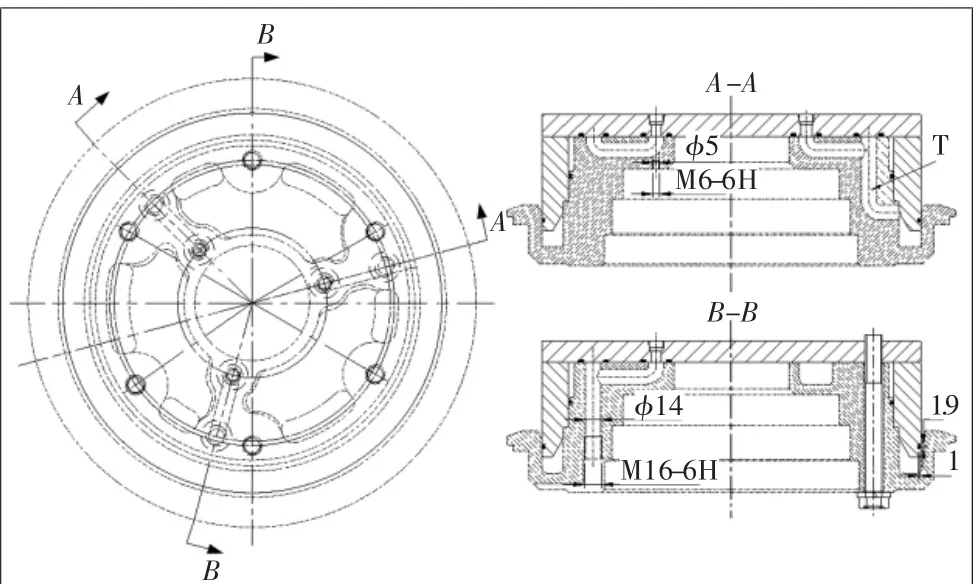
圖1 轉向油缸體打壓示意圖
3 軸承座
軸承座主油道部分(F-F視圖截面中φ11.5及G-G視圖中2-φ8.5油道)試驗壓力要求3.0 MPa,其中φ11.5孔與底面另一φ11.5孔相通,兩處2-φ8.5孔分別與圓周側面2-φ8.3孔相通,2-φ8.5孔末端采用兩個Rc1/8絲堵密封,φ11.5孔末端接一打壓過渡接頭,一端R1/4外螺紋與工件連接,一端Rc3/8內螺紋與液壓泵接頭連接,中間φ6孔鉆通用以注入液壓油。考慮到底部φ11.5孔與圓周側面φ8.3孔不容易密封且孔深較短,發生泄漏的可能性微乎其微,故將底部φ11.5孔與圓周側面2-φ8.3孔加工工序移至打壓工序之后。通過調整工序來完成軸承座的耐壓性試驗。

圖2 軸承座打壓示意圖
4 上蓋
上蓋油道主要由轉向、制動和潤滑三種類型油道組成,其中轉向油道兩條,試驗油壓4.0 MPa;制動油道兩條,試驗油壓4.0 MPa;潤滑油道兩條,試驗油壓0.75 MPa。在零件頂部留一Rc3/8螺紋孔進行注油加壓,其余出口用悶板、絲堵等封堵[3]。此零件油道口眾多,最大的局限性在于圖3所示大蓋板的密封,所有油道口都在鑄造沉臺的底部,上部平面空間有限,無法使用O形圈密封,先后采用膠墊、石棉墊密封。經過多次試驗發現,膠墊通常被壓潰,壓潰部位通常在標注“▲”的油道通往右側最近螺栓孔的方向,而且膠墊長時間使用后容易老化,故采用石棉墊密封。石棉墊加涂抹密封膠效果良好,但石棉墊不能多次使用,需要經常更換,工作效率低。
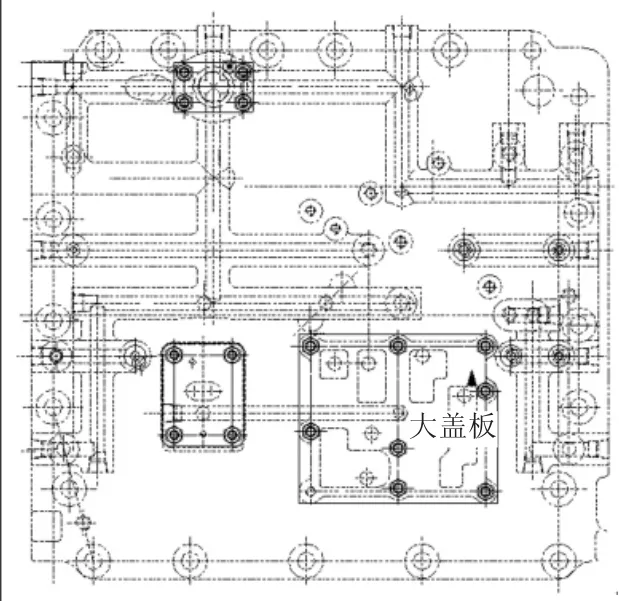
圖3 上蓋打壓示意圖
5 油缸體
油缸體油道打壓要求4.5 MPa,由右側油道加中間環形部分油道組成,共有4個出口,分別采用O形圈、螺塞進行密封。而此油缸體打壓的問題多發點在于鑄造孔左側出口處,此處密封采用上下兩個O形圈封堵,采用整體芯軸發現O形圈多次切封,經拆卸分析,切封是由鑄造孔出口處與內孔加工面交界處尖角劃傷的。可以采用兩種方案解決此問題:1)方案一。將鑄造油道口上下兩過渡尖角修磨成倒角[4],O形圈受到擠壓變形也偶爾出現損壞現象;2)方案二。采用分體芯軸的方式,即中間芯軸分為芯軸1和芯軸2,裝配時先裝入芯軸1,再裝O形圈,最后裝入芯軸2,O形圈再沒有出現切封現象,故打壓方案選用分體芯軸的方式。
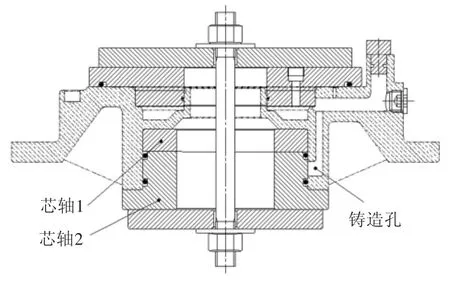
圖4 油缸體打壓示意圖
6 結 論
膠墊和石棉墊密封效果差,需要經常更換,工作效率低且成本高;密封環一經安裝拆卸后不能重復利用且價格昂貴;O形圈密封效果好,經濟實用,工作效率高,因此在空間允許的情況下,最好采用O形圈進行密封。因系統內壓力較大(可聽到油壓撐緊內腔嘣嘣的聲音),為保證人身安全,應設置必要的安全防護設施。
受打壓設備等條件的限制,在做耐壓性試驗時持續加壓到目標值,保壓一段時間后總會出現壓力表下降到某一數值不再變化。通常情況下,對于油缸體的耐壓性試驗,加壓到4 MPa,保壓一段時間以后,壓力表指針下降到2.6~2.7 MPa之間,這就是所謂的壓力降,可以對系統進行2~3次加壓,直至壓力表指針讀數不再變化,進而達到圖樣設定的技術要求。
在進行耐壓性試驗之前,應對照產品的圖樣,最好借用三維模型或現場實物對零件的油道走向、類型了解清楚,必要時可用記號筆做標記,根據產品的結構特點和壓力要求,選擇正確的密封和壓裝方式,在不影響產品性能的前提下,增加工藝絲孔,必要時可對產品加工工序進行調整,在加壓前,上部留一Rc3/8螺紋孔進行注油加壓,最好將不小心流到零件表面的油液清理干凈,以免影響觀察是否有油液浸出,進而完成產品的耐壓性試驗。耐壓性試驗完成之后,先拆卸底部工裝,將油道內油液控出來,寫上編碼,做好記錄以備查閱,清理零件表面的殘余油污和生料帶,報檢查員檢驗尺寸參數,確保產品質量。
