直驅工件主軸傳動鏈測試
2020-08-01 09:16:26趙艷杰屈飛虎蘭輝
機械工程師 2020年7期
關鍵詞:分析
趙艷杰, 屈飛虎, 蘭輝
(秦川機床工具集團股份公司,陜西 寶雞721009)
0 引 言
在現代數控機床控制的領域,影響伺服控制系統性能的兩個關鍵指標為跟隨誤差和輪廓誤差[1]。本文用兩種方法對工件主軸(C軸)、砂輪主軸(B軸)的同步性做了傳動鏈測試。
1 用測試系統IK220測試
IK220測試系統是西安交通大學智能儀器與監測診斷研究所開發的機床傳動鏈動態特性測試系統,具有定轉速及變轉速下的傳動鏈動態精度檢測和分析、反向間隙及回差誤差檢測和分析等功能。測試原理為:工控機作為硬件平臺的核心,通過驅動IK220 計數器,以一定的采樣頻率直接從機床伺服控制系統同步讀取各運動軸的位置信息,通過信號處理方法獲得多軸同步性數據及傳動誤差量值,進而實現多軸同步性評估和傳動誤差溯源。
機床基本信息如表1所示。

表1 YK72XX機床基本信息
為了對YK72XX蝸桿砂輪磨齒機的跟隨誤差進行分析,并對傳動鏈測試系統的性能進行功能驗證,我們分別在砂輪主軸轉速為1800 r/min、3000 r/min、4000 r/min開展測試工作,以下為各轉速下的跟隨誤差分析結果。
1.1 砂輪主軸轉速為1800 r/min測試
1)跟隨誤差分析。B、C軸跟隨誤差如圖1所示。
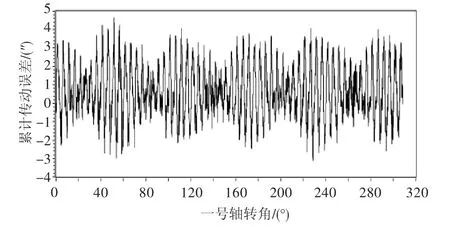
圖1 累計傳動誤差曲線
以B軸的運動作為基準,將C軸的理論進給和實際進給作比較,得到YK72XX機床的跟隨誤差情況。該機床最大跟隨誤差為7.76″。
2)跟隨誤差的頻次分析。跟隨誤差的頻次分析主要用于判斷各頻率分量對跟隨誤差的貢獻大小,我們將C軸的運動作為基準,由圖2可以發現C軸的72倍頻、66倍頻、144倍頻及132倍頻對跟隨誤差的貢獻最大。
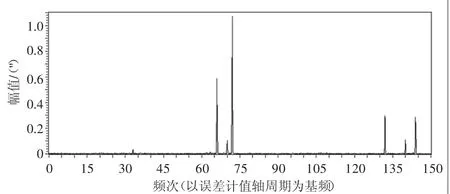
圖2 傳動參考軸變動頻次
3)均勻性誤差曲線。均勻性誤差是指實際進給與理想進給的偏差情況,通過測試可以得到,C軸(一號軸)的最大進給誤差為7.75″,B軸(二號軸)的最大進給誤差為23.4″。其分布情況如圖3、圖4所示。
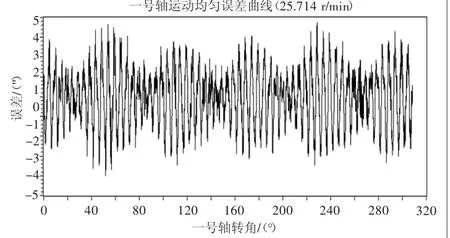
圖3 C軸運動均勻性誤差曲線

圖4 B軸運動均勻性誤差曲線
1.2 砂輪主軸轉速為3000 r/min測試
1)跟隨誤差分析。3000 r/min下YK72XX的跟隨誤差情況如圖5所示,最大跟隨誤差為8.33″。

圖5 累計傳動誤差曲線
2)跟隨誤差的頻次分析。將C軸的運動作為基準,由圖6可以發現,C軸的72倍頻、66倍頻、144倍頻及132倍頻對跟隨誤差的貢獻最大。與1800 r/min下的情況一致。
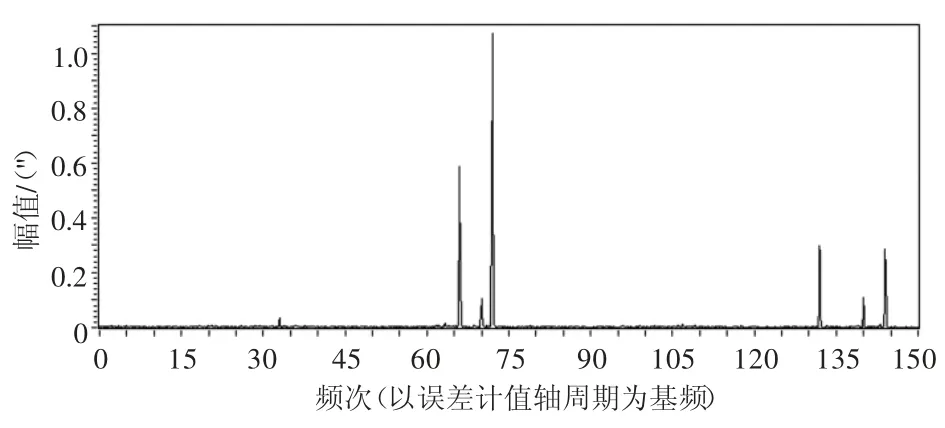
圖6 傳動參考軸變動頻次
3)均勻性誤差曲線。通過測試可以得到,C軸(一號軸)的最大進給誤差為8.35″,B軸(二號軸)的最大進給誤差為29.59″。其分布情況如圖7、圖8所示。
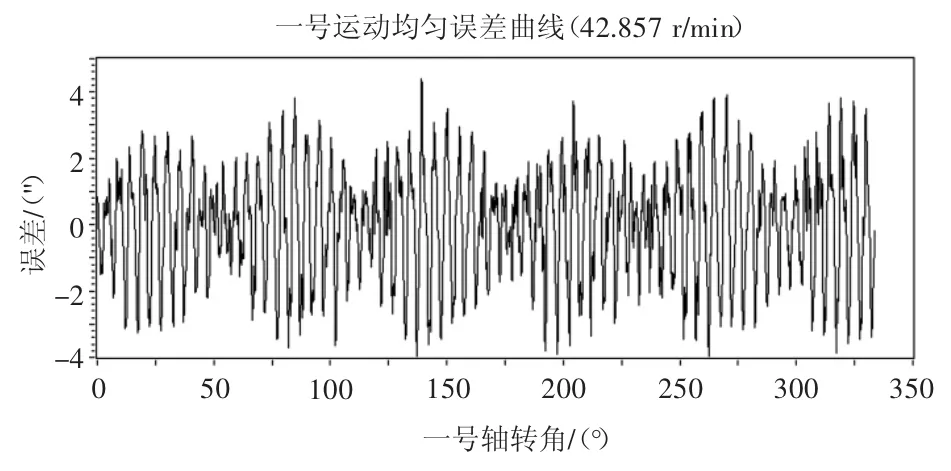
圖7 C軸運動均勻性誤差曲線
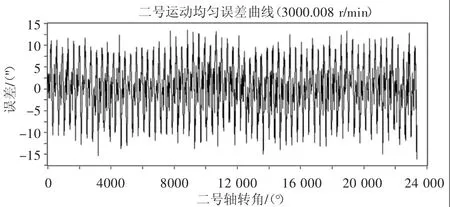
圖8 B軸運動均勻性誤差曲線
1.3 砂輪主軸轉速為4000 r/min測試
1)跟隨誤差分析。4000 r/min下YK72XX的跟隨誤差情況如圖9所示,最大跟隨誤差為12.49″。

圖9 累計傳動誤差曲線
2)跟隨誤差的頻次分析。將C軸的運動作為基準,由圖10可以發現,C軸的72倍頻、66倍頻、144倍頻及132倍頻對跟隨誤差的貢獻最大。與1800 r/min下的情況一致。
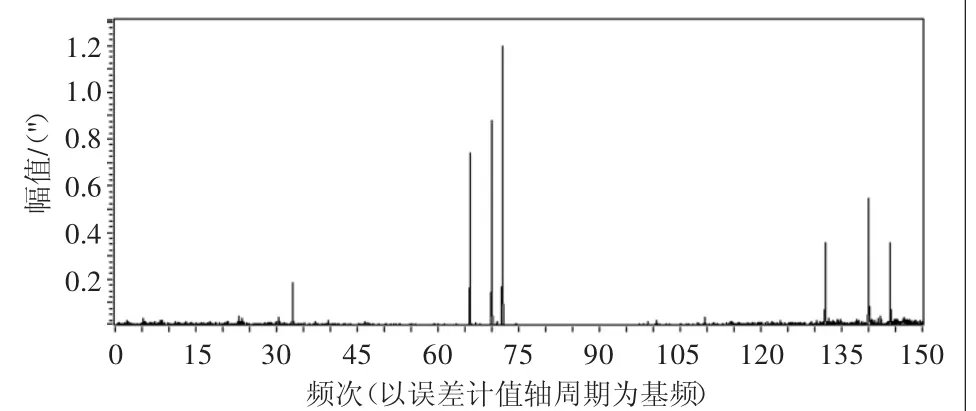
圖10 傳動參考軸變動頻次
3)均勻性誤差曲線。通過測試可以得到,C軸(一號軸)的最大進給誤差為12.25″,B軸(二號軸)的最大進給誤差為53.70″。其分布情況如圖11、圖12所示。
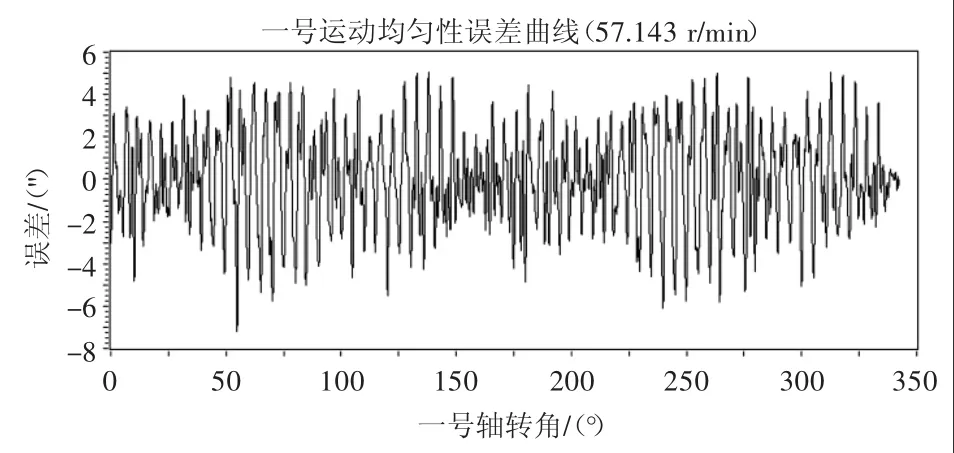
圖11 C軸運動均勻性誤差曲線
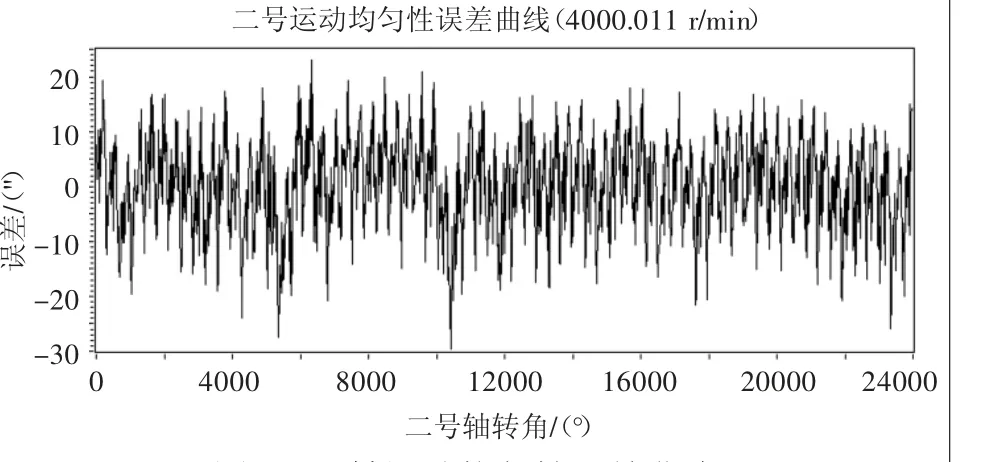
圖12 B軸運動均勻性誤差曲線
2 機床數控系統直接讀取數據
為了進一步驗證系統的可靠性,在3000 r/min下,將直接從數控系統讀取的數據與測試結果進行對比。
1)跟隨誤差分析。3000 r/min下由YK72XX機床讀取數據,計算得到的跟隨誤差情況如圖13所示,最大跟隨誤差為10.9″,與測試系統測得的8.33″較為接近。
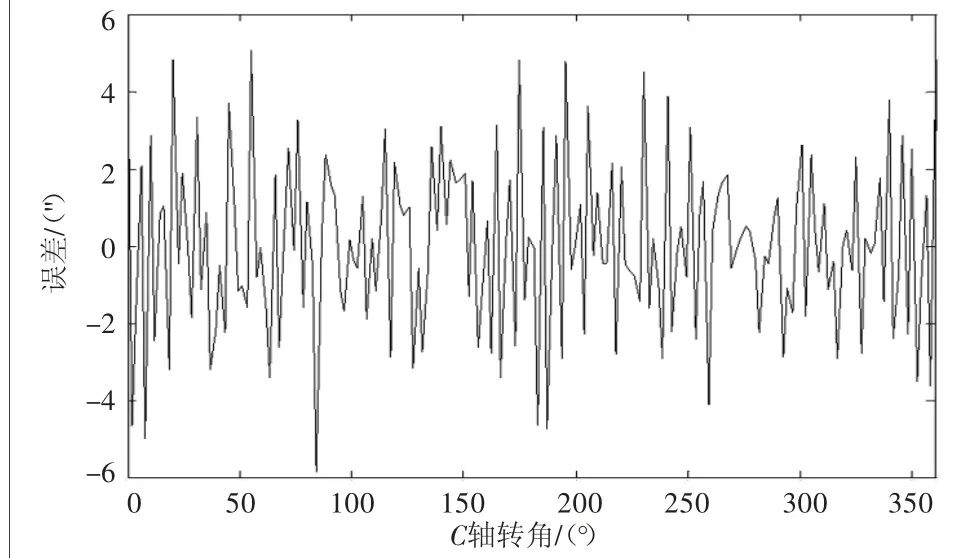
圖13 累計傳動誤差曲線
2)跟隨誤差的頻次分析。將C軸的運動作為基準,由圖14可以發現,C軸的72倍頻、66倍頻、144倍頻及132倍頻對跟隨誤差的貢獻最大。與測試系統結果一致。
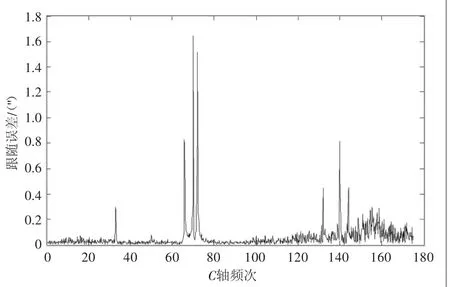
圖14 傳動參考軸變動頻次
3)均勻性誤差曲線。通過機床讀取數據可以得到,C軸的最大進給誤差為13.2″,B軸的最大進給誤差為38.8″,與測試系統結果接近。其分布情況如圖15、圖16所示。
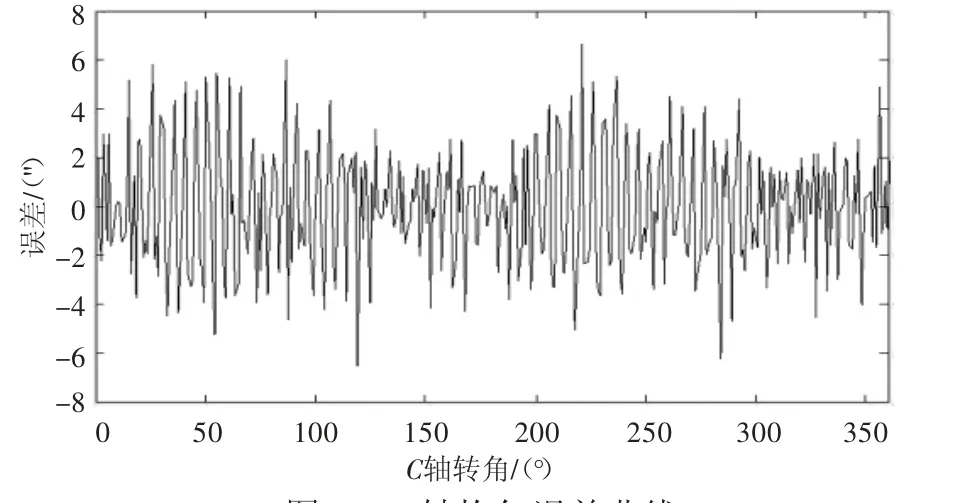
圖15 C軸均勻誤差曲線
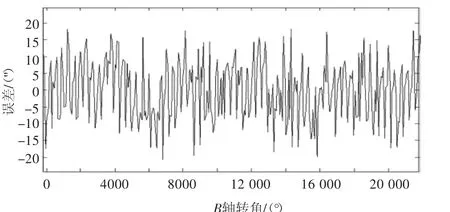
圖16 B軸均勻性誤差曲線
3 結 論
1)1800 r/min下YK72XX的最大跟隨誤差為7.76″,3000 r/min下的最大跟隨誤差為8.35″,4000 r/min下的最大跟隨誤差為12.49″。可見,從1800~3000 r/min跟隨誤差的變化不明顯,而從3000~4000 r/min,跟隨誤差變化較大。
2)從各轉速下的頻次分析可以看出,C軸的72倍頻、66倍頻、144倍頻及132倍頻對跟隨誤差的貢獻最大,可通過改進電動機磁極的對稱性進一步提高C軸與B軸的跟隨精度。
3)70倍頻及140倍頻分量反映了C軸的位置跟隨精度,在1800~3000 r/min下,70倍頻及140倍頻分量的幅值都較小,在這個轉速范圍內C軸具有較高的跟隨精度;而4000 r/min下,C軸70倍頻及140倍頻分量的幅值明顯增大,說明在4000 r/min下,跟隨精度下降較大。
4)雖然在數值上來講,B軸的均勻性誤差要大于C軸的均勻性誤差,但是考慮到轉速比因素,跟隨誤差主要還是由于C軸運動的不均勻引起的。
5)通過對測試系統結果與機床實測結果對比可以發現,測試系統得到的結果與實測數據較為接近,并且特征頻譜吻合較好。另外,由于測試系統IK220可以對光柵條紋進行更加精確的細分,其測量精度完全能滿足現場測試要求。
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06
