基于PLC+HMI的桌面型雕銑系統設計與開發
2020-08-03 06:54:33李敏胡彬鋌王慧
價值工程 2020年21期
李敏 胡彬鋌 王慧

摘要:針對通過數控銑床存在的功能單一、系統開放性差、數據管理困難等問題,研究基于PLC+HMI的協同控制策略,構建基于PLC+HMI集成的桌面型數控雕銑系統方案,探討基于PLC平臺的二軸聯動插補運動控制策略,開發基于HMI平臺的人機交互界面,進而通過軟硬件集成開發基于PLC+HMI的桌面型雕銑系統。
Abstract: In view of the problems of single function, poor system openness and data management difficulties existing in CNC milling machine, the collaborative control strategy based on PLC+HMI is studied, the desktop CNC engraving and milling system scheme based on PLC+HMI integration is constructed, the two axis linkage interpolation motion control strategy based on PLC platform is discussed, and human-computer interaction interface based on HMI platform is developed, and then desktop engraving and milling system based on PLC+HMI is developed through software and hardware integration.
關鍵詞:PLC+HMI;雕銑系統;設計與開發
Key words: PLC+HMI;engraving and milling system;design and development
中圖分類號:TP273? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1006-4311(2020)21-0174-03
0? 引言
數控雕銑機的誕生,彌補了加工中心加工小批量產品時成本高,而銑床、鉆床等通用數控機床加工功能、對象單一等不足,在許多應用領域得到廣泛應用,如模型制造業、煙草行業、電子行業等[1]。隨著新型材料的不斷發展,雕銑加工的材料種類日益繁多,數控雕銑機的應用領域也隨之不斷擴大[2]。
當前,國外數控機床以歐美、日本為代表,其發展重點是“高速、高精度、環保、智能化、復合化”[3]。國內針對開放式數控雕銑機控制系統的研究趨向于以IPC(Industrial Personal Computer,工控機)為基礎,充分利用IPC的軟硬件資源,并在硬件結構和軟件開發環境的支持下,利用面向對象的方法,針對 CAD/CAM 系統生成的G、M指令代碼,完成指令代碼的解釋與編譯、預處理、插補處理及伺服控制,從而構建開放式、模塊化硬件體系結構,包括IPC+運動控制器、IPC+系統總線等[4-6]。但該體系結構存在系統軟硬件體系相對復雜,開發難度大,且PC端實時響應速度較低等不足。
PLC(Programmable Logic Controller,可編程邏輯控制器)是一種集成計算機技術、自動控制技術和通信技術的工業裝置控制器,具有可靠性高、靈活性強、操作性強等優點,不僅能實現工業環境中的數值計算、邏輯判斷和運動控制等功能,而且能與其他工業裝備進行組合拓展連接,從而完成多機協同控制[7]。HMI(Human Machine Interface,人機界面)是一種簡潔、靈活、自然的人機對話設備,能夠便捷地與PLC進行通信,以友好的交互界面顯示讀取的PLC數據,并根據交互結果將數據發送到PLC中,調用PLC完成用戶指令[8]。構建基于PLC+HMI的桌面型雕銑系統體系結構,不僅具有可靠性高、實時性好的優點,而且具有開發難度較小、效率高、結構緊湊、交互友好的優點。然而,現有針對基于PLC+HMI的桌面型雕銑系統的研究依然甚少[9]。因此,充分利用PLC強大的邏輯計算能力、插補運動能力和HMI友好的人機交互能力,開發一種基于PLC+HMI的數控雕銑系統,具有重要理論與現實意義。
1? 系統方案
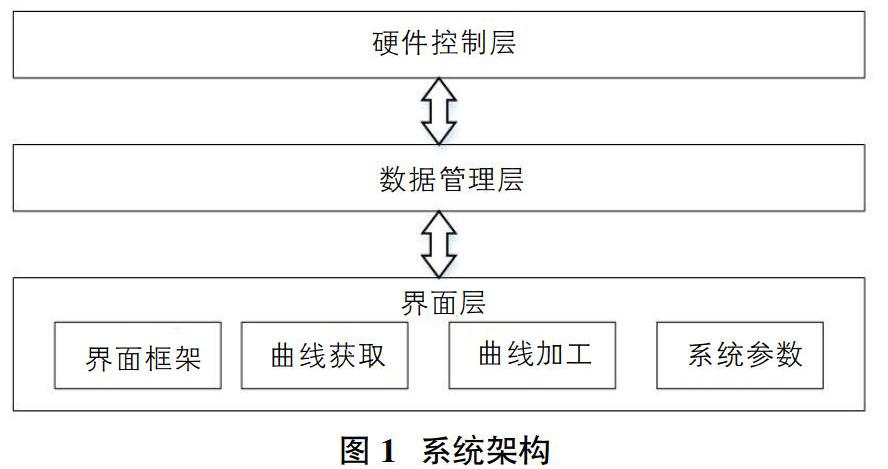
基于PLC+HMI的數控雕銑系統系統架構如圖1所示。該架構包括3層,分別是硬件控制層、數據管理層和人機界面層,數據信息在3層之間傳遞。硬件控制層實現根據現有數據驅動PLC完成相應的操作。數據管理層不僅實現組織、管理HMI交互等到的指令信息以及PLC返回的坐標、工作狀態等信息,同時實現根據獲取的信息進行運算處理后以指令的形式發送到硬件控制層驅動PLC進行工作。人機界面層包括界面框架、曲線獲取、曲線加工、系統參數等3個基本模塊,提供良好的人機界面,通過HMI實現人機交互。
基于上述系統架構,構建基于PLC+HMI的數控雕銑系統工作流程如圖2所示。具體流程如下:
①軟件初始化和硬件初始化。硬件上電并執行PLC底層驅動軟件和HMI的人機交互程序,顯示人機界面。運行時,底層驅動軟件和人機交互程序分別通過指令對PLC和HMI進行工作狀態初始化。
②工作參數設定。通過HMI界面中的參數設置模塊交互,設定系統工作參數,包括快速點定位模式運動參數、插補模式運動運動參數等。
③加工數據獲取。通過HMI界面中的曲線獲取模塊交互,獲取加工數據。加工數據的獲取方式包括交互編程和導入外部數據等2種方式。交互編程方式可以直接通過HMI定義由直線、圓弧組成的簡單加工曲線。導入外部數據方式可以導入第三方工具軟件生成dxf格式數據,能夠繪制復雜的加工曲線。
④雕銑加工。加工數據獲取后,通過HMI中的曲線加工模塊可以實現對加工數據進行雕銑加工。加工前,先設定加工起點和主軸轉速、切深、循環次數等加工參數后,即可對。加工過程中,PLC實時監控系統工作狀態并將狀態參數反饋給HMI以實時顯示。當系統工作異常時,PLC將自動停止加工,以避免出現安全事故。(圖2)
2? 硬件方案設計
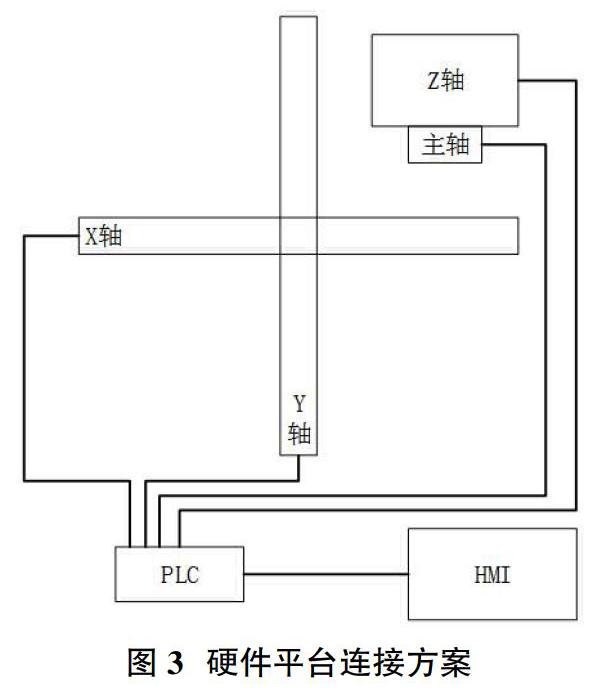
基于PLC+HMI的數控雕銑系統硬件包括PLC主體、HMI主體、X軸總成、Y軸總成、Z軸總成、主軸總成及整機機械本體與附件組成等,硬件平臺連接方案如圖3所示。HMI作為上位機,負責人機對話,并與PLC進行通信。PLC作為下位機,驅動X軸、Y軸、Z軸和主軸執行HMI交互得到的工作任務。
PLC各個引腳定義如圖4所示。X0-X6引腳分別用于讀取手輪的A+、B+、X軸軸選、Y軸軸選、Z軸軸選、X10倍率、X100倍率信號。X11-X13引腳分別用于讀取X軸、Y軸、Z軸的正限位信號,X10引腳用于讀取急停輸入信號。Y0-Y2引腳分別用于輸出X軸、Y軸、Z軸的正向脈沖信號。Y3引腳用于輸出主軸電機的PWM波。Y4-Y6引腳分別用于輸出X軸、Y軸、Z軸的正向方向信號。
基于上述方案,采用模塊式拼接法,搭建基于PLC+HMI的數控雕銑系統硬件實物平臺如圖5所示。
3? 人機界面設計
HMI中人機界面采用模塊化的編程思想,基于HMI提供的圖形化開發環境開發。利用開發環境提供的界面素材進行開發,具有界面簡潔、開發工作量低、效率高的優點。根據系統的架構設計,首先構建了系統界面框架,并在界面框架的基礎上開發了曲線獲取、曲線加工、參數設置等3個模塊。如圖6所示為曲線加工模塊界面。其中,界面框架將界面分成3個區域,包括頂部的標題區域,底部的控制按鈕區域和中間的界面顯示區域。頂部的標題區域右側提供了“曲線導入”按鈕,便于快速導入外部曲線數據。底部的控制按鈕區域提供了“曲線獲取”、“曲線加工”、“系統參數”和“系統復位”按鈕。任何時刻,點擊“曲線獲取”、“曲線加工”、“系統參數”按鈕均可快速進入相應模塊。點擊“系統復位”按鈕可以快速進行系統復位。需要注意的是,當系統從異常中恢復以后,必須點擊“系統復位”按鈕進行系統復位后,方可進行下一步操作。
4? 小結
①研究了PLC運動控制調用機制和PLC與HMI之間的通訊機制,構建了基于PLC+HMI的桌面型數控雕銑控制系統方案,探討了系統工作流程。
②搭建了基于PLC+HMI的桌面型數控雕銑系統硬件平臺,定義了PLC引腳功能,搭建了基于PLC+HMI的桌面型數控雕銑系統實物平臺。
③探討了HMI中的繪圖機制,設計友好的人機界面交互程序,實現圖形繪制、系統控制等功能,并研究HMI的數據接口及外部加工曲線導入機制。
④研究HMI與PLC的協同控制,通過系統的軟硬件聯調測試驗證系統功能的可行性和有效性。
參考文獻:
[1]鐘清,廖瓊章,韋韓.基于機器人控制的寶元系統數控雕銑機自動化改造設計[J].裝備制造技術,2019(06):147-151.
[2]翁蕓嫻,張陳陳.基于ArtCAM的數控雕銑機加工浮雕零件研究[J].電子制作,2018(14):84-86.
[3]趙曉麗,陳丙偉.數控機床的現狀及發展趨勢[J].河北農機, 2017(12):62-63.
[4]楊進民.基于PC的高精度三維數控雕銑機[J].工具技術,2012,46(03):53-54.
[5]譚肖.基于 GT400-SG 運動控制卡的數控實驗平臺系統的研究[J].機械工程與自動化,2014,19(2):154-156.
[6]袁紅兵,譚鑫,趙動動.基于PC和運動控制卡的數控雕銑教學實驗系統開發[J].機床與液壓,2015,43(19):155-158.
[7]許懿.工業自動化控制領域中PLC的應用及發展[J].通訊世界,2017(23):352-353.
[8]吳文通,謝世坤,周國袖.基于HMI和PLC的步進電機控制系統設計[J].井岡山大學學報(自然科學版),2019,40(06):59-62.
[9]李方.基于PLC的教學型雕銑機的設計與研究[J].機械工程師,2013(05):132-134.