砂型3D打印的龍門軸同步控制技術研究
2020-08-03 03:19:33林風
科學與信息化 2020年18期
林風


摘 要 為了簡化大型無模砂型3D打印機的機械結構及降低機械加工、安裝精度,對傳統的兩軸通過機械軸由單電機實現同步,改進為由雙電機驅動的龍門軸電氣控制方法實現同步。
關鍵詞 砂型3D打印;龍門軸;雙電機驅動;同步控制
引言
現在國內外無模砂型3D打印機械設備,基本還都是只能打印中小型的砂型,尺寸一般在2000mmX1000mm以下,近年來,市場對大型無模砂型3D打印設備的需求越來越大,各生產設備廠商都相繼推出更大成型尺寸的大型無模砂型3D打印設備,隨著機型的不斷增大,傳統兩軸的同步通過機械軸由單電機驅動的方式,機械結構復雜、加工及安裝要求高,精度難于達到要求,越來越不能適應機型的發展的需要。
通過雙電機驅動的龍門軸同步控制方的式來實現兩軸同步,簡化機械結構,降低機械加工及安裝要求,以滿足機型向越來越大方向發展的趨勢要求。
1控制策略
隨著近年來工業的發展,需要控制兩臺及其兩臺以上的電機。保持多電機的協調運轉常用的兩種方法:一種是機械方法,另一種是電的方式。對于電方式的多臺電機協調控制的研究主要是深入到速度和力矩的雙重協調控制研究,目前存在的同步控制技術包括并行控制,主從控制,交叉耦合控制,虛擬總軸控制,偏差耦合控制等[1]。
根據我司多年的實踐,從經濟性、實用性和可行性考慮,選用交叉耦合控制的方式進行龍門軸同步控制。
控制原理框圖如下:
2控制系統構成
主控制單元采用倍福PLC:CX5140-0120,電機采用松下伺服(驅動器MEDLN83BE,電機MDMF202L1H6M),總線采用EtheraCat總線。砂型3D打印設備要求同步及精度高:動態同步誤差小于0.05mm,靜態同步誤差小于0.02mm,重復精度小于0.02mm,同時要求龍門承重大于5噸,因此主從軸采用剛性機械結構連接的硬龍門結構。控制方法應用倍福PLC之電子齒輪耦合功能[2],實時監控主從軸的同步偏差,動態實時調整從軸的速度,從而實現從軸跟隨主軸運行。而主、從軸各自又進行位置閉環控制,所以響應迅速平穩,動態誤差小,達到系統的控制要求。
同時,系統的實現常用的找手動回參功能,寸動及連動功能,以及參數設置功能。
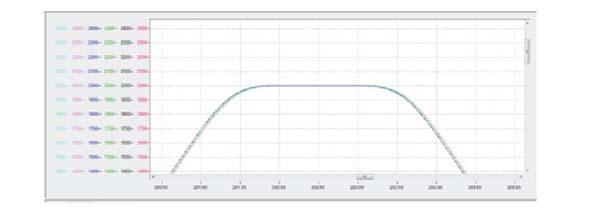
3控制系統測試結果
主軸與從軸設置速度與實際速度,設置位置與實際位置的曲線圖[3]
主軸與從軸的實際位置曲線圖
4控制系統性能
經過實踐測試,系統完全能夠達到預期的要求,本控制方法是可行的:
(1)動態同步誤差小于0.04mm;
(2)靜態同步誤差小于0.02mm;
(3)重復精度小于0.01mm;
(4)龍門承重:4噸。
5結束語
無軸傳動(也稱為無齒輪傳動)設計現已逐漸取代印刷機等制造業中的常規機械長軸和齒輪。機械零部件總是容易磨損。雖然積極維護可減少磨損,但卻無法消除這一問題。采用機械方式進行連接的設備會逐漸降低精度,最后導致工作人員必須不斷重新調節或者更換磨損的零部件。對于采用電子同步技術的機械而言,磨損問題已經成為過去,因為用戶可通過軟件來控制同步功能。同時也大大簡化了機械結構以及降低了機械加工、安裝的難度。
相較傳統同步控制,本龍門軸同步控制具有極大的優勢及經濟效益。將拓寬砂型3D打印技術的應用場合,給本領域帶來更大的活力和技術優勢[4]。
參考文獻
[1] 楊晨娜,張怡.雙電機同步控制系統的設計與仿真[J].工業控制計算機,2009,22(1):36-37.
[2] 李發海,王巖.電機與拖動基礎(第四版)[M].北京:清華大學出版社,2012:177.
[3] 王孝武,方敏,葛鎖良.自動控制理論[M].北京:機械工業出版社,2009:215.
[4] 王威立,栗文雁.高精度伺服控制系統[M].北京:知識產權出版社,2016:69.