高強(qiáng)變形鋁合金型材廢料的回爐處理
2020-08-05 07:19:44丁宏波
世界有色金屬 2020年10期
丁宏波
(中色科技股份有限公司,河南 洛陽(yáng) 471039)
某企業(yè)在回爐處理一些變形鋁合金廢料時(shí),加料時(shí)間長(zhǎng),能耗高,燒損大。企業(yè)每年在能耗、燒損方面的損失相當(dāng)大,因此急需提效降本,扭虧為盈。為此,我們?cè)谡J(rèn)真分析原料的牌號(hào)、大小和形態(tài)的基礎(chǔ)上,通過(guò)對(duì)多種處理方式的討論,最終確定出一個(gè)比較合理的工藝路線,以最大限度的降低能耗及燒損。
1 生產(chǎn)背景及問(wèn)題引出
該企業(yè)目前采用普通矩形熔鋁爐進(jìn)行生產(chǎn),工廠利用部分自身下游廢料和外購(gòu)部分廢料作為主要原料,采用熔鋁爐加保溫爐,利用立式液壓半連續(xù)鑄造機(jī)生產(chǎn)變形鋁及鋁合金圓鑄錠。其生產(chǎn)工藝如下:
配料-加料-熔化-調(diào)成調(diào)溫-轉(zhuǎn)爐-精煉-在線處理-鑄造-鋸切-均熱-成品鑄錠。
現(xiàn)有主要設(shè)備為30t矩形燃?xì)馊垆X爐、30t傾動(dòng)式燃?xì)獗貭t、30t液壓班連續(xù)鑄造機(jī)等。
該企業(yè)目前生產(chǎn)所用的廢料中,常規(guī)的型材廢料占比較小,而大斷面、空心薄壁和組合型材廢料占比較高,這就使型材的裝爐效率低下,每次加料僅3t左右,天然氣耗能更是達(dá)到了245立方米/噸,燒損大于6%。在這種情況下,企業(yè)的生產(chǎn)經(jīng)常是和虧損聯(lián)系在一起的。
解決此問(wèn)題可以考慮在原有生產(chǎn)線上改進(jìn),也可以考慮新建一條生產(chǎn)線,我們將對(duì)這種狀況從各方面進(jìn)行詳盡的討論,力爭(zhēng)最終得到一個(gè)切實(shí)可行的方案。
2 問(wèn)題分析
從前面的生產(chǎn)背景來(lái)看,企業(yè)主要面臨的是加料、能耗和燒損三方面的問(wèn)題,而加料問(wèn)題又是直接導(dǎo)致能耗好燒損的一個(gè)重要原因,因此我們可以先分析加料,在解決加料問(wèn)題后,再分析如何進(jìn)一步降低能耗和燒損。
一般來(lái)講,爐子容量一定的情況下,每次加料量少會(huì)導(dǎo)致加料次數(shù)增多,加料次數(shù)增多會(huì)使?fàn)t門(mén)開(kāi)啟次數(shù)增多,熱量損失變大,鋁液和空氣接觸的機(jī)會(huì)變多,最終導(dǎo)致熔體溫降大,氧化多,達(dá)到合理的溫度和成分所需的天然氣用量就大,能耗高,燒損也更嚴(yán)重。
部分廢料的表面有漆皮涂層,不處理將會(huì)加劇廢料的爐內(nèi)燃燒,增大燒損。
最后可以通過(guò)一些其他輔助措施,減少單次加料時(shí)間,降低廢料和空氣的接觸,同時(shí)采用浸入式熔化,利用好磁力攪拌裝置等輔助設(shè)施,進(jìn)一步降低燒損,綜合處理,取得最終合理可行的方案。

圖1 大斷面實(shí)心型材廢料
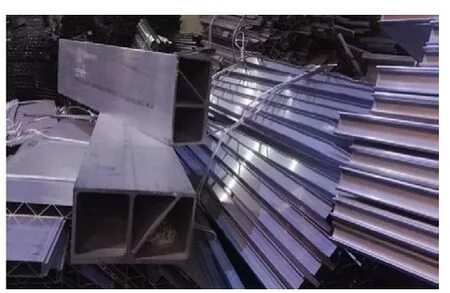
圖2 大斷面空心型材廢料

圖3 大斷面空心薄壁廢料

圖4 大斷面組合型材廢料
2.1 提高原料的加料密度
原料主要為工廠料,其中沒(méi)有太多的非金屬雜質(zhì),但部分廢料含有涂層。原料中除一般普通的型材廢料外,還有一定比例的大規(guī)格高強(qiáng)度的型材廢料,見(jiàn)圖1~4,這一部分廢料是處理中的難題。
這種廢料一般強(qiáng)度較大,但是單位體積的密度又較小,除圖2-1中的大斷面實(shí)心型材廢料可以通過(guò)直接鋸切成段后加入熔鋁爐中,圖2~4中的幾種廢料如果僅做簡(jiǎn)單的鋸切處理就直接加料入爐,每次的加料量仍會(huì)非常有限。因?yàn)闋t膛的大小是固定的,如果只是將長(zhǎng)料鋸斷或者剪短,那么廢料中中空部分仍然占大多數(shù),即使?fàn)t膛內(nèi)一次加料全部塞滿,那么實(shí)際鋁廢料的加入量還是相當(dāng)有限。根據(jù)上面的分析,如果要從根本上增加單次的加入量,那么實(shí)際上我們必須增大鋁的次鋁的加入密度。
增加單次加入密度,一方面通過(guò)前面的剪切或者鋸切將廢料變短,但這遠(yuǎn)遠(yuǎn)不夠,需要對(duì)其進(jìn)行打包壓塊處理。直接將剪切或鋸切前后的這種廢料打包,由于其強(qiáng)度太大,一般的打包機(jī)不能將其壓成塊。因此,在壓塊之前,還需要增加一道工序,通過(guò)撕碎機(jī)將廢料撕碎,使其不能維持原有的剛性,為后續(xù)的打包做準(zhǔn)備。
廢料被撕碎后壓塊,壓塊難度會(huì)大大降低,壓塊后密度會(huì)大大增加。因此,每次的加料量將大大增加,加料次數(shù)會(huì)顯著減少。按照壓塊后密度為1.5m3/t計(jì)算,預(yù)計(jì)加料量每次能提高至6t,那么加料次數(shù)可減少一半,能耗將大大降低,燒損也會(huì)隨之降低。
2.2 降低爐內(nèi)的燒損
減少加料次數(shù)可以一定程度降低燒損,但漆皮涂層含量和原料表面積的大小也對(duì)燒損有很大的影響。帶漆皮的廢料和撕碎后不壓塊廢料如果直接投入普通的熔鋁爐中,前者由于漆皮的助燃作用使燒損量大大增加,后者由于撕碎后比表面積增加,可燒損氧化的面積就會(huì)增加,進(jìn)而燒損量隨之增加。所以要進(jìn)一步降低燒損,必須打包并且減少漆皮涂層的影響。
一般去漆皮涂層可以采用回轉(zhuǎn)窯、雙室爐和溶劑法等。具體分析本項(xiàng)目,回轉(zhuǎn)窯適合涂層料占大多數(shù)且涂層含量較大的輕薄廢料,比如破碎后的罐料;雙室爐一般的含涂層料均可以處理,但是如果漆皮涂層廢料量較大且含量較多,會(huì)大大占用雙室爐熔化的時(shí)間,造成雙室爐實(shí)際使用效率較低,因此其適合原料部分含有涂層的廢料處理;溶劑法適用于大批量處理漆皮涂層含量較高的廢料,但這種工藝會(huì)產(chǎn)生廢水,廢水在環(huán)保上可能造成二次污染,目前已經(jīng)使用較少。
該企業(yè)主要原料中有部分廢料含有漆皮涂層,因此不需要專(zhuān)門(mén)再上一套回轉(zhuǎn)窯或者溶劑處理系統(tǒng),直接采用雙室爐對(duì)其進(jìn)行熔化,可以在降低燒損的同時(shí)完成熔化過(guò)程。
2.3 采用其他輔助方式
(1)采用可更換的料箱
如要進(jìn)一步降低燒損,除了減少加料次數(shù),還要減少每次開(kāi)啟爐門(mén)的時(shí)間,即提高每次加料的效率。采用可以更換料箱的專(zhuān)用加料車(chē)進(jìn)一步提高效率,使加料車(chē)的料斗大小和矩形爐爐門(mén)大小基本一致。每次提前將打包好的料配料稱(chēng)重完畢,在料箱中碼好,待需要加料時(shí)將料箱直接更換到加料車(chē)上,加料車(chē)一次性將碼好的料送入熔鋁爐中,這個(gè)過(guò)程可以縮短至5min~10min,進(jìn)一步降低燒損。
(2)采用浸入式熔化
普通熔鋁爐如要進(jìn)一步降低燒損,可以在一個(gè)熔化周期之初,爐內(nèi)事先留一部分鋁液,使廢料浸入熔體中進(jìn)行熔化,避免熔化時(shí),火焰直接接觸固體料,造成燒損增加。
(3)采用磁力攪拌裝置
廢料熔化時(shí),如果一味的大火猛燒,燒損會(huì)相當(dāng)嚴(yán)重,一般可以在熔化一部分時(shí),開(kāi)啟磁力攪拌裝置,攪動(dòng)熔體,使?fàn)t內(nèi)的熱交換更加充分,從而使熔化效率增加,避免熔體的燒損。
3 采取的方案
通過(guò)前面的分析,工藝過(guò)程選定如下:選定剪切機(jī)、鋸切機(jī)和撕碎機(jī)先將長(zhǎng)料剪短、鋸斷或者撕碎成短料,再由打包機(jī)將空心短料進(jìn)一步壓實(shí)成塊料。預(yù)先將這些打包料稱(chēng)重碼好放置在可更換的料斗中,待加料時(shí)直接更換加料車(chē)料斗加料入爐,通過(guò)浸入式熔化配合電磁攪拌裝置加速熔化,提升熔化效率,降低燒損和能耗。
設(shè)備選擇時(shí)注意熔鋁爐應(yīng)該盡量選擇噸位稍大,主要是大爐門(mén)方便加料和乘料,大爐膛又方便浸入式熔化。盡量選用雙室爐處理帶漆皮料的廢料,通過(guò)其爐內(nèi)的還原性氣氛保證有效降低燒損。剪切機(jī)、鋸切機(jī)和撕碎機(jī)設(shè)備投資小可以先進(jìn)行采購(gòu),對(duì)原料進(jìn)行預(yù)處理。再聯(lián)系打包機(jī)廠家進(jìn)行試料,經(jīng)過(guò)試驗(yàn)擬選擇采用長(zhǎng)度300mm~400mm左右的短料,采用1000噸額定壓力的液壓打包機(jī),最終打包成500mm*500mm左右的打包料。
該企業(yè)目前剪切、鋸切設(shè)備已經(jīng)采購(gòu),正在聯(lián)系打包試料,其余設(shè)備仍利用原有,待后期新上生產(chǎn)線可以考慮采用雙室爐處理帶涂層廢料。經(jīng)過(guò)上述處理,擬使加料效率擬由每次3t提升至6t,燒損從原來(lái)的6%降低到4%,能耗降低至100立方米/t。
4 結(jié)束語(yǔ)
變形鋁及鋁合金廢料的熔煉是一個(gè)系統(tǒng)的工程,影響燒損、能耗的因素很多。本文通過(guò)對(duì)原料進(jìn)行分析,指出了與其燒損和能耗相關(guān)的因素,找到了一條能夠較為合理的處理此類(lèi)情況的工藝路線,并聯(lián)合業(yè)主進(jìn)行實(shí)施,目前已階段性的證實(shí)了它的正確性。