低碳鋼中厚板V形坡口焊條電弧焊操作技能
2020-08-14 03:33:10張廷旺巢杰
金屬加工(熱加工) 2020年8期
關鍵詞:焊縫
張廷旺,巢杰
常州鐵道高等職業技術學校 江蘇常州 213011
1 序言
仰焊被視為焊接技術中的“哥德巴赫猜想”。在高級工以上技能等級鑒定中必不可少,各級各類比賽乃至省賽、國賽,仰焊也是出現最為頻繁的考試項目。通過仰焊的學習和訓練并掌握此項技能的焊工,操作水平可明顯提高,焊接產品質量也會有更好的保證。
另外,板對接仰焊是所有板材焊接位置中最難操作的一種焊接方法。因為操作焊件在上方,焊條在下方,焊條的熔化金屬需向上方焊縫熔池過渡[1,2],所以重力的作用會阻礙熔化金屬滴順利向焊件的焊縫熔池過渡,同時,熔池金屬在自身重力作用下也會產生下墜。焊接過程中,熔池的溫度越高,表面張力就越小,因此仰焊時焊縫正面容易出現焊瘤,焊縫成形困難且不美觀,背面產生凹陷[3]。但對每名焊工來說,仰板焊接是走向成熟、進入更高層次發展的重要基礎。本文就V形坡口板對接仰焊技術進行探討。
2 焊前準備
(1)材料選用 焊件材料為Q235-A鋼,板厚為12mm,焊條為E5015、?3.2mm。
(2)裝配 裝配時起始端相比終端間隙應略小1mm,可以防止終端間隙收小,并預先做好反變形角度,焊件裝配間隙、裝配尺寸等見表1。
其中,反變形角度2°~3°較難把握,實際操作中,可采用圖1所示方法。兩端定位焊完成后,將板件向背面方向敲擊反變形,以一塊板的正面為水平面,另一塊板的側邊距水平面3mm高度,操作時以剛好置入3.2mm的焊條為好。
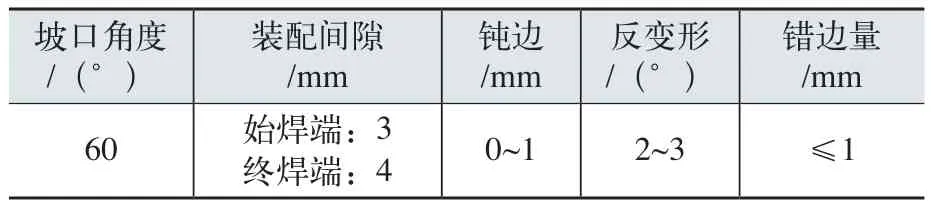
表1 板對接仰焊裝配參數

圖1 板對接仰焊的裝配
(3)清理坡口 焊前檢查裝配間隙是否符合尺寸要求,定位焊是否牢固,長度是否合適,將焊縫周圍20mm內水、銹、油等影響焊接質量的污物清理干凈。
(4)焊接參數 板對接仰焊的焊接參數見表2。
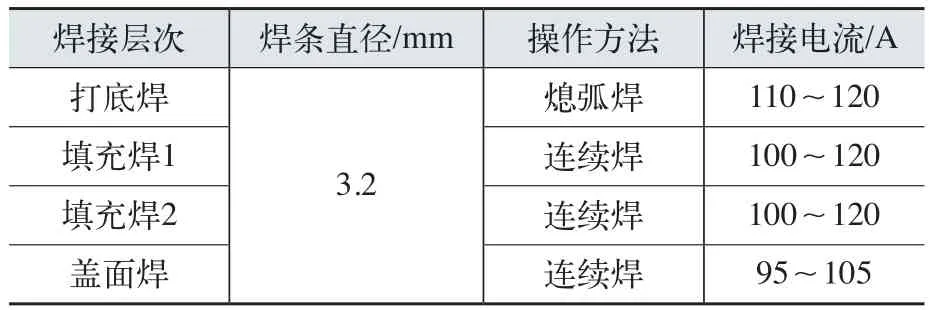
表2 板對接仰焊的焊接參數
3 板對接仰焊操作要領
仰焊時必須要用短弧進行焊接操作,同時還要合適地控制熔池大小、形狀和熔池溫度,焊層不能過厚,防止熔合不良。板對接仰焊操作中,常見的有三層焊或四層焊。
(1)打底焊 打底焊采用熄弧法焊接。
打底焊的熄弧焊操作要領:打底焊時,常易產生背面焊縫凹陷。為獲取單面焊雙面成形焊縫,保證背面焊縫成形,打底焊的焊條角度為焊縫兩側90°,焊接前后方向后傾10°~20°(見圖2)。起焊時,焊條在定位焊縫上用劃擦法引燃電弧,通過連弧加熱定位焊縫,使固態定位焊縫轉化為液態熔池,待出現熔孔后,電弧加熱坡口根部熔孔,再壓低電弧將熔滴送入熔孔,并借助電弧吹力作用盡量向坡口、根部、背面輸送熔滴,同時將其稍微左右擺動,以便兩邊與母材熔合良好,焊縫正面保持平整。第一個熔池形成后,快速熄弧,使熔池降溫冷卻,重新引弧時,在前一個熔池邊緣用接觸法引弧。電弧引燃后,將電弧對著熔孔燃燒0.8~1s,并保持弧柱長度的1/2穿過熔孔,然后急速拉向側后方熄弧(見圖3)。焊接電弧燃燒時,焊條橫向擺動幅度不宜過大,擺動速度要快捷。不然電弧吹力會減弱,力的作用位置會發生相應改變,增加了熔池金屬下墜傾向。熄弧動作應干脆利落,拖泥帶水不能有效熄滅電弧,而且會使熔池溫度升高,熔池表面張力會減小,造成正面焊縫中部凸出,背面焊縫成形出現凹陷。在施焊過程中,焊縫兩側坡口熔孔尺寸應為0.5~1mm(見圖4)。更換焊條熄弧前,要在熔池邊緣部位迅速補充1~2滴液態金屬,以減小收弧氣孔產生的可能。
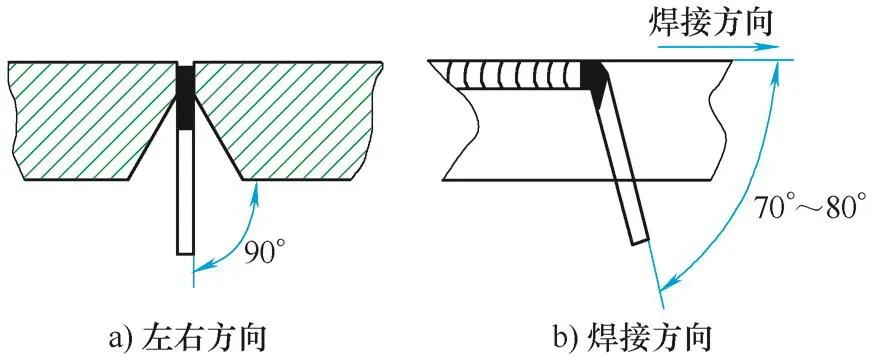
圖2 打底焊焊條角度

圖3 熄滅弧打底焊操作手法
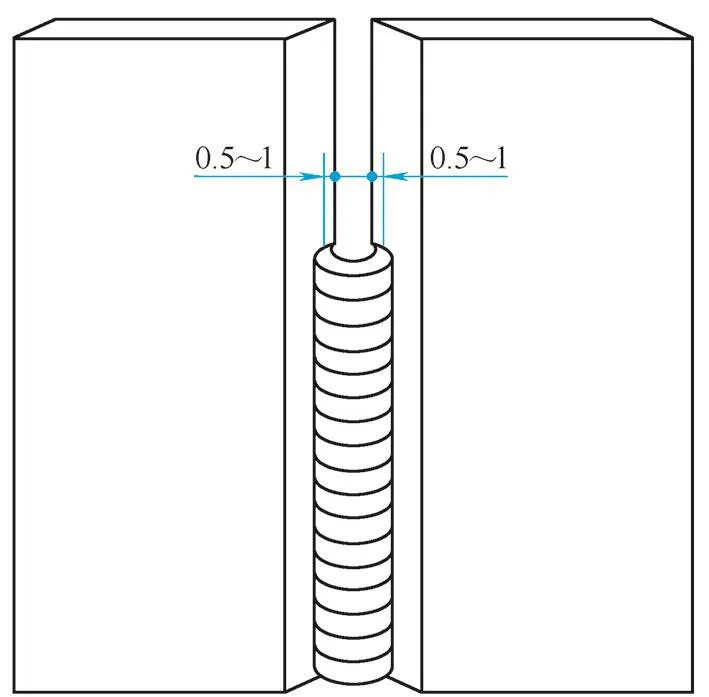
圖4 熔孔大小尺寸
打底焊有直流正接、直流反接兩種焊接方法。正接的特點:背面滲透力強,粘板程度較小,容易掌握,但電弧燃燒時間要控制得當,不宜過長,否則焊縫產生氣孔的可能性明顯增加。反接的特點:背面滲透能力較弱,成形背部常見略凹,粘板現象較為嚴重,美觀度欠缺。近些年,板對接仰焊項目比賽時,隨著操作手法的日漸成熟,參賽選手打底焊采用正接的較為普遍。
接頭的焊接非常重要,是技能鑒定和比賽中重要的考核點。接頭中常見的問題是接頭脫節和背面凹陷。接頭脫節是焊接接頭時電弧在熔池前方引燃電弧后,回拉到弧坑不到位或者接頭焊接時間過短,電弧尚未將原先焊縫熔化形成熔孔,焊條已開始前行。正確的接頭方法是:電弧可在熔孔下方5~10mm處引燃,之后進行連弧焊接,當看到弧坑處出現新的熔孔時,電弧上頂做橫向擺動,然后熄滅電弧,進入正常焊接操作(見圖5)
打底焊要求單面焊雙面成形是V形坡口仰板焊接操作中的關鍵所在。焊接中容易出現焊縫中間凸出的問題。焊縫中間凸出,焊縫兩側則會凹陷。這種類型的焊縫兩側凹陷部分容易產生夾渣和未熔合,因此應盡可能避免這種焊縫形成(見圖6)。
焊縫兩側凹陷產生的原因如下:
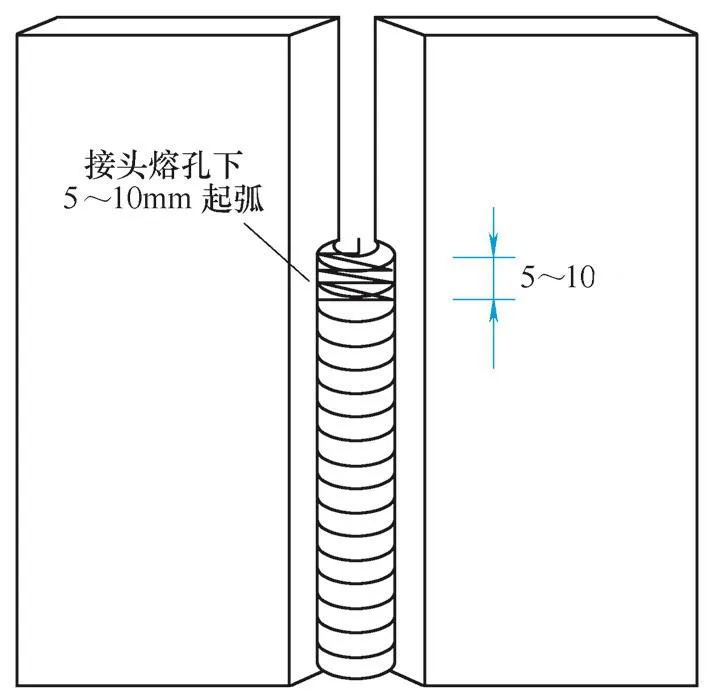
圖5 焊接接頭

圖6 焊接焊縫形貌
1)焊接速度控制不當,熔池溫度過熱,焊縫表面張力減小,使熔池金屬下墜,可適當加快焊接速度避免。
2)落點不精準,重新引燃電弧焊接與熔池重合部分大于1/2,電弧對熔孔穿透減弱,可通過焊接時電弧偏向熔孔進行改善。
3)電弧過長,距離母材底邊稍遠,使熔化金屬噴射不集中,電弧吹力不足以擊穿底邊,金屬液較多在坡口正面凝固,背面形成凹陷,可采用電弧上頂底邊焊接解決。
(2)填充焊和蓋面焊 采用連弧法焊接,焊條角度為左右方向仍保持90°,焊接方向調整為前傾10°(指向未焊方向)。
填充焊、蓋面焊的焊接方法相似,焊接難度相對打底焊較小,也較容易掌握。需要注意的是電弧要短,電弧短則吹力會更強。填充焊焊條在橫向移動時中間焊接速度可以稍快些,兩邊需要略作停頓,使焊縫與母材熔合良好,并有效控制焊縫中間凸度。
填充焊有兩種形式:一層填充焊(見圖7)和兩層填充焊(見圖8)。采用一層填充焊方法,相較兩層填充焊,焊接用時較少,操作也容易掌握,但由于一層填充焊在焊接時電弧運行的范圍比較大,不能有效緊貼打底焊縫,電弧吹力下降,容易出現打底層和填充層之間的未熔合,內部質量較難把握(見圖9)。兩層填充焊分布,操作較難掌握,時常出現第1層填充焊會擊穿打底焊縫,造成焊件報廢。另外,兩層填充焊所用時間較多也是它的缺點。優點是第1層填充焊與打底焊之間熔合較好,內部質量更有保障。根據長期的比賽經驗,建議苦練兩層填充焊,對競賽成績會更有幫助。

圖7 一層填充焊
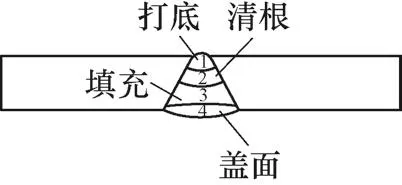
圖8 兩層填充焊
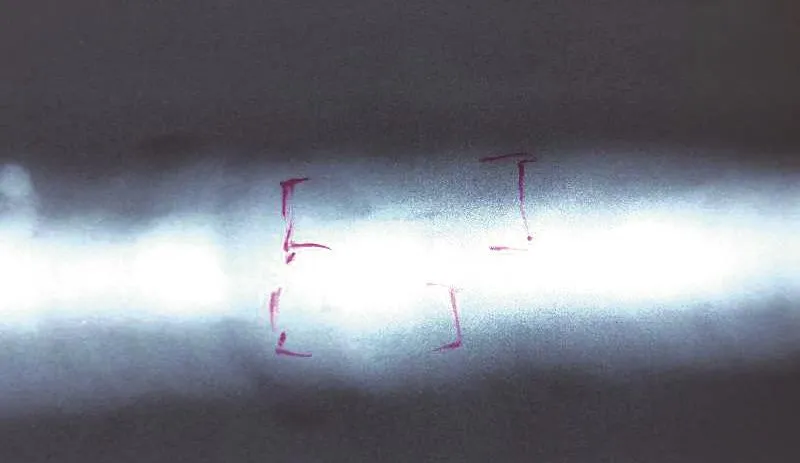
圖9 打底層和填充層之間未熔合
填充焊完成后,焊縫應比坡口上棱邊微低0.5mm左右,以便蓋面焊時有基準線,控制焊縫平直度。蓋面焊要注意運條到位,整個焊接過程中保持角度一致、電弧長短一致、橫向擺動寬度一致、縱向前行幅度一致,焊縫熔池應將坡口棱邊熔合,防止出現未熔合。在焊接中較多出現的問題是焊縫成形不細膩,可以通過加快焊接速度、減小前行幅度來獲得細膩焊縫成形。
焊縫咬邊現象是板對接仰焊最難解決的問題,也是焊接比賽決定高低的關鍵。解決咬邊可從以下幾方面著手:①焊條運行到焊縫兩側時壓低電弧。②適當減小焊接電流。③采用反月牙運條方式[4]。④填充焊高度接近坡口棱邊。⑤焊縫兩側焊條停頓時間充足。
板對接仰焊優秀焊縫成形如圖10所示。

圖10 優秀焊縫成形
4 結束語
焊條電弧焊堿性焊條V形坡口板對接仰焊,需要焊工有一定的理論知識和操作技能積累才能進行。操作中,要求具備:焊接參數選擇合理;焊條兩側角度、焊接方向前后角度控制得當;電弧長度有效控制為短弧焊接;觀察熔池溫度、熔池形狀和控制好熔孔大小的能力[5];手的操作穩定性相對要好。焊工技能是否成熟,板對接仰焊是比較可靠的界定標準。勤學苦練加上善于對比、琢磨和思考可以獲得到從外觀成形到內部質量優良的板對接仰焊焊縫。對于參加比賽的焊接高手來說,更要注重接頭的細節和焊縫的咬邊,通常前幾名分值就差1~2分,而決定比賽勝負的基本就在于這兩方面。衷心希望本文能對走向考場、賽場的焊接選手有所裨益。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
