深熔氬弧焊與等離子弧焊工藝性能對比分析
2020-08-14 03:33:12陳儉峰王昌盛鮑碧霞
金屬加工(熱加工) 2020年8期
陳儉峰,王昌盛,鮑碧霞
寧波明欣化工機械有限責任公司 浙江寧波 315202
1 序言
深熔氬弧焊(K-TIG)焊機作為一種新型高效的熔焊設備,與較成熟的等離子弧焊設備相比,因其價位與使用性能,在化工裝備行業中的應用推廣存在爭議。由于化工容器設備對抗拉強度、彎曲、低溫沖擊韌度等要求較高,而深熔氬弧焊的焊接熱輸入較高、熔池寬度大,直接影響焊接接頭的力學性能[1]。為此,針對寧波明欣化工機械有限責任公司現有的深熔氬弧焊設備與等離子弧焊設備進行了工藝對比試驗,分析了兩種工藝的各自特點。
2 工藝性能對比分析
(1)電弧原理 深熔氬弧焊采用壓縮電弧,焊接能量密度很大;等離子弧焊的電弧不經過壓縮,主要是靠電流形成的電弧力與液體金屬的靜壓力、表面張力保持熔池的動態平衡。
(2)裝配要求 在深熔氬弧焊調試過程中,試板厚度8mm時焊縫最大間隙控制在2mm以內,錯邊量控制在2mm以內(薄板范圍會更小)。例如:8mm碳素鋼焊縫間隙1.4mm、錯邊量為1.3mm時,根部即能成形。
而等離子弧焊在調試過程中焊縫間隙、錯邊量均應控制在1mm以內(焊縫間隙1.5mm,錯邊量1.5mm為極限狀態)。同時裝配根部需打磨齊平,否則較難成形。
(3)坡口要求 深熔氬弧焊與等離子弧焊均要求坡口表面打磨干凈,且平整。
(4)起弧過程 深熔氬弧焊設備沒有設置預熔電流功能,調試設備時需人為調整起弧電流參數,這容易造成燒穿或未焊透,起弧完成后需再調整電流。而等離子弧焊設備有預熔電流功能,調試時起弧過程相對穩定。只要焊前預先設置,施工時即可直接調用。
(5)電弧自動調節功能 深熔氬弧焊焊接過程中需手工調節電弧長度,不自帶自動調節弧長功能,對焊工技能水平要求較高。而等離子弧焊設備帶自動調節弧長功能,相對較好操作,但遇到燒穿時,自動調節弧長功能易出現異常。
(6)過程穩定性 深熔氬弧焊焊接過程中電流較大,穩定性相對較差,熔池有跳動現象,背面成形易產生不連續性。而等離子弧焊焊接過程中電流較小,波動較小,相對穩定。
(7)收弧穩定性 深熔氬弧焊環縫收弧過程中需加大收弧電流,完成鎖孔。縱縫在引弧板上如不調整參數,易在T形接頭處燒穿。等離子弧焊環縫收弧點存在鎖孔封閉困難,易留下空洞。
(8)保護氣體和穿透力 深熔氬弧焊保護氣體采用單一Ar時,焊接12mm厚碳素鋼、10mm厚不銹鋼均可一次性焊透。等離子弧焊采用Ar+H2作為保護氣體時穿透力較強,焊接10mm厚碳素鋼與不銹鋼均可一次性焊透。如采用單一Ar,熔深則一般不超過8mm。
(9)焊接速度 采用深熔氬弧焊焊接8mm厚不銹鋼時,穩定的焊接速度為250~300mm/min,而等離子弧焊在相同條件下的焊接速度為200mm/min左右。
(10)焊工技能水平要求 在工件裝配較好的情況下,深熔氬弧焊對焊工技能水平要求比等離子弧焊高。
(11)耗材 深熔氬弧焊耗材相對成本較低。等離子弧焊設備的等離子焊槍、噴嘴等易被腐蝕,需要頻繁更換,耗材成本高。
(12)焊縫截面對比 以8mm厚Q345R板為例,深熔氬弧焊焊縫是等離子弧焊焊縫面積的2.5~3倍。在焊接過程中,深熔氬弧焊熔池較寬,熔池穩定性較差,需根據熔池跳動情況調整焊接參數(見圖1)。
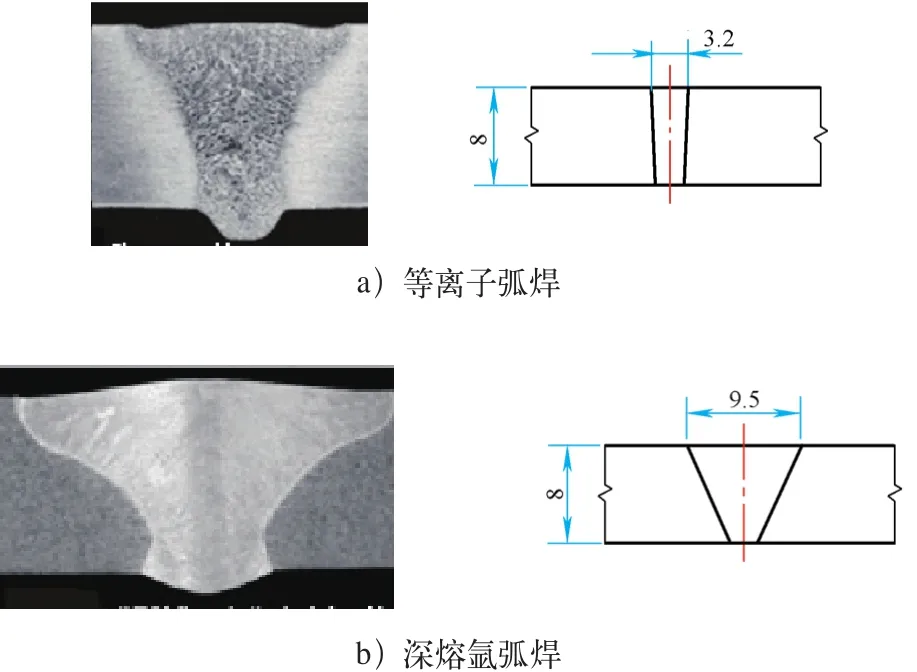
圖1 8mm厚板等離子弧焊與深熔氬弧焊的焊縫截面
3 力學性能對比分析
(1)不銹鋼的力學性能 試驗采用6mm厚、同一爐批號的S30408不銹鋼作為母材,在較適宜參數下采用深熔氬弧焊、等離子弧焊分別焊接兩副試板(普通試板+應變強化試驗試板)。試板RT檢測按NB/T 47013.2—2015評定,AB-Ⅰ級合格。焊后分別進行了拉伸、彎曲、-196℃沖擊試驗,試驗結果分別見表1、表2。由表1、表2可知,S30408不銹鋼試板采用深熔氬弧焊和等離子弧焊力學性能均符合要求。而采用等離子弧焊獲得的沖擊性能較好。
(2)碳素鋼的力學性能 試驗采用6mm的同一爐批號Q345R碳素鋼作為母材,在較適宜參數下采用深熔氬弧焊、等離子弧焊分別進行焊接和RT檢測,試板按NB/T 47013.2—2015評定,AB-Ⅰ級合格。焊后分別進行了拉伸、彎曲、-20℃沖擊試驗。試驗結果見表3。由表3可知,采用深熔氬弧焊和等離子弧焊焊接Q345R碳素鋼時,抗拉強度、彎曲強度均符合要求。但采用深熔氬弧焊時,沖擊性能明顯下降,不符合GB/T 150—2011的最低要求。
(3)碳素鋼沖擊性能對比 由于上述試驗中Q345R碳素鋼的深熔氬弧焊沖擊性能較差,所以針對Q345R進行了不同厚度試板的力學性能試驗。所有測試試板均在穩定的焊接參數和工藝下進行,焊后進行RT檢測,并按NB/T 47013.2—2015評定,AB-Ⅰ級合格。不同板厚Q345R碳素鋼的力學性能見表4。由表4可知,板厚為6mm、10mm的Q345R碳素鋼-20℃沖擊試驗,沖擊吸收能量不能全部符合標準要求。因此,碳素鋼采用深熔氬弧焊時,如考慮沖擊性能最低要求,需調節更適宜的焊接參數,控制焊接熱輸入,來提高焊接接頭的沖擊吸收能量。
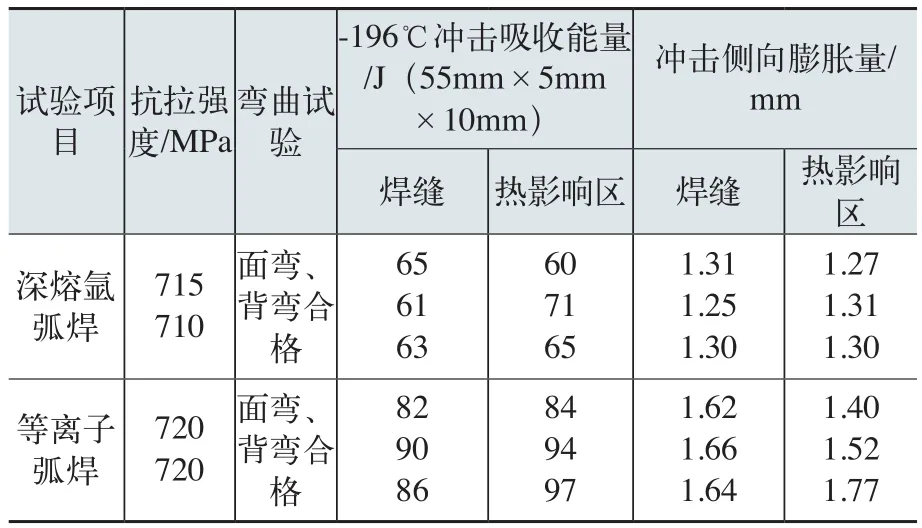
表1 S30408不銹鋼普通試板的力學性能

表2 S30408不銹鋼應變強化試板的力學性能

表3 Q345R碳素鋼的力學性能
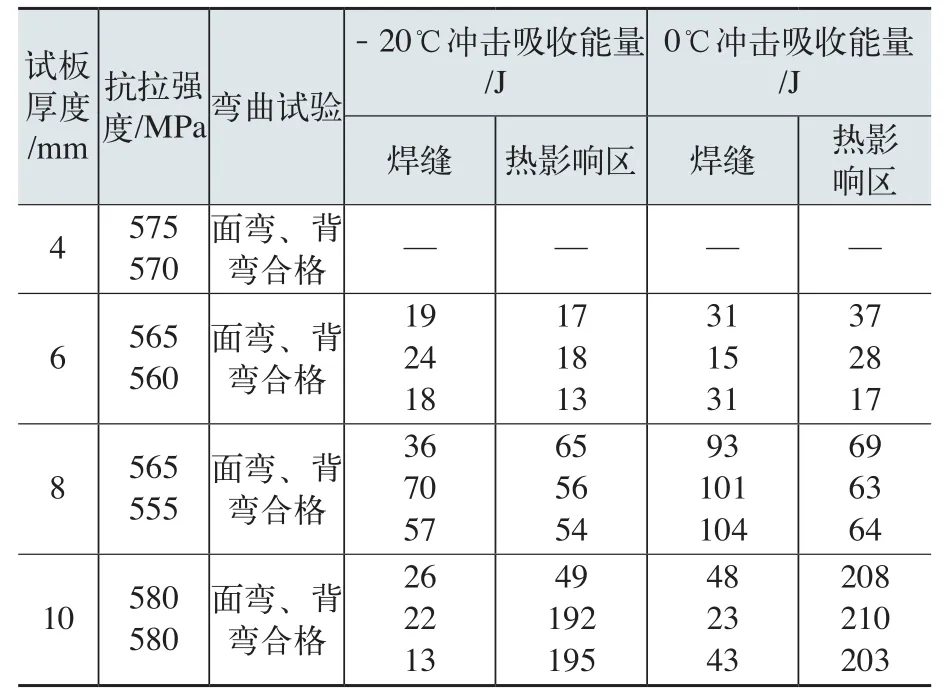
表4 不同板厚Q345R碳素鋼的力學性能
4 結束語
1)深熔氬弧焊裝配要求比等離子弧焊低,可獲得的熔深厚度比等離子弧焊大,生產效率高。
2)深熔氬弧焊比等離子弧焊熔池大,焊縫截面大,同時對焊工操作技能要求也高。
3)深熔氬弧焊焊接不銹鋼時力學性能均能符合要求,但沖擊性能比等離子弧焊略差。
4)深熔氬弧焊焊接碳素鋼時需調節合適的參數,才能保證接頭的沖擊性能。
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
焊接(2015年9期)2015-07-18 11:03:53
制造技術與機床(2015年10期)2015-04-09 07:06:00
