車橋殼體機器人焊接工藝優化研究
2020-08-14 03:33:12楊啟杰龔勝峰
金屬加工(熱加工) 2020年8期
楊啟杰,龔勝峰
1.廣西機電職業技術學院 廣西南寧 530007 2.珠海科盈焊接器材有限公司 廣東珠海 519015
1 序言
隨著制造業的快速發展,汽車產業已成為經濟發展的重要組成部分。在整個汽車配件制造中,車橋是所有汽車配件中至關重要的一個大部件[1]。隨著“中國制造2025”加快制造業產業轉型升級,焊接機器人在車橋殼體焊接生產過程中得到了廣泛應用,同時,機器人焊接在提高生產效率和產品質量、降低成本、減輕勞動強度等方面的優勢越來越明顯。機器人的廣泛應用,不僅僅是單純的替代人工,更是提升制造業效率與柔性的重要手段。目前,國內車橋殼體焊接生產應用機器人普遍存在的主要問題是沒有針對不同的產品結構進行焊接順序、焊接過程軌跡點設置、焊接參數等進行優化,大多只是模擬人工操作的動作執行已編輯好的程序[2],并應用機器人廠商配置的焊接工藝進行焊接生產,以至影響了焊接機器人系統最大效能的發揮。
機器人焊接的焊槍與焊縫相對位置關系以及機器人運動平穩性直接決定焊縫質量。為了保證車橋殼體的焊接質量,必須根據車橋殼體的焊接結構和機器人的運行特點,有針對性地優化焊接順序、機器人焊接路徑軌跡點的設置、特殊位置(如拐角)的焊接參數等,以發揮機器人焊接的最大效能,達到保證質量、提高效率、降低成本的目的。
2 車橋殼體結構
車橋的作用是承受汽車的載荷,維持汽車在道路上的正常行駛,而車橋殼體的焊縫質量是影響內部零件質量的關鍵。車橋殼體結構如圖1所示(紅色部分為殼體的焊縫組成),焊接裝配如圖2所示。
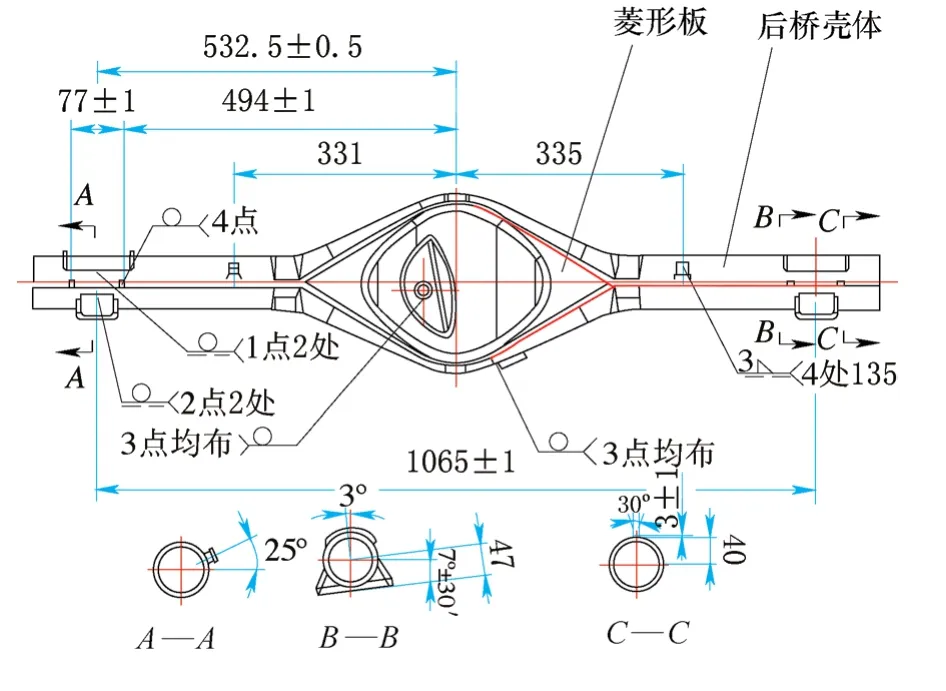
圖1 車橋殼體結構及焊縫組成

圖2 車橋殼體焊接裝配圖
3 車橋殼體焊接技術要求
(1)車橋殼體材料 選用厚度為5mm的16Mn鋼。
(2)接頭形式 對接接頭。
(3)焊接位置 水平位置。
(4)機器人 M-10iA/機器人本體、R-30iB Mate控制柜。
(5)焊接電源 TPS5000TIME高速焊機。
(6)技術要求 具體要求如下。
1)采用25%CO2+25%He+50%Ar三元混合氣體保護焊進行焊接;焊絲牌號CG3Si1,?1.2mm;通過手動操作機器人編程由PLC控制完成焊接作業。
2)焊縫質量要求。焊縫外觀質量要求見表1,焊縫內部質量符合GB/T 3323—2019中的Ⅲ級規定,熔深大于板厚t的75%。
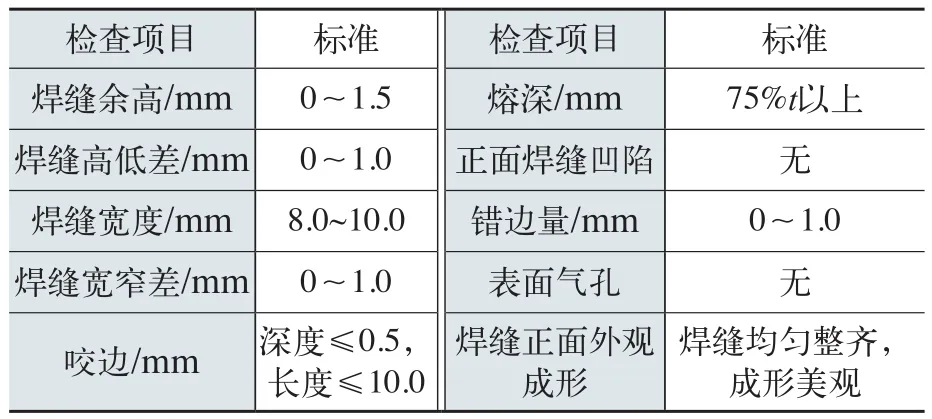
表1 焊縫外觀質量要求
4 焊接路徑優化函數
根據焊槍與焊縫相對位置關系(見圖3),為使焊槍位姿變換到與焊點位姿重合,避免焊偏,根據焊槍的工作角α、行走角β、自轉角γ之間關系,采用船形焊接,根據粒子群算法進行焊接路徑優化,建立焊接路徑優化函數,調整機器人各個關節的可達性,焊接姿態函數如下[3]:
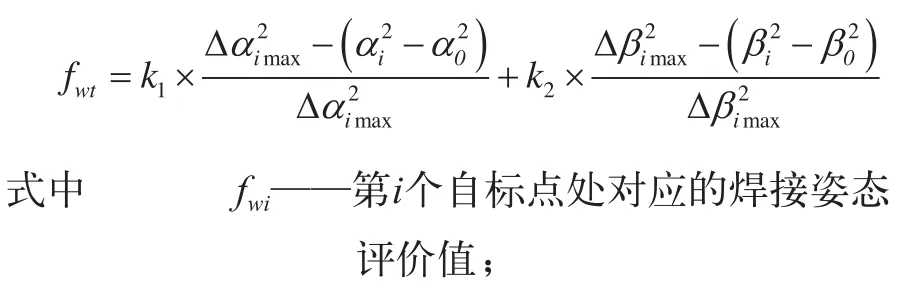
k1,k2——焊槍工作角和行走角之間的權重系數,考慮工作角和行走角對焊接質量的影響,分別取k1=0.15,k2=0.85;
Δαimax,Δβimax——實際與理想的工作角和行走角之間允許的最大偏差(°);
αi,βi——實際工作角與行走角(°);
α0,β0——理想工作角與行走角(°)。
船形焊時的角度為0°,焊接姿態函數為:
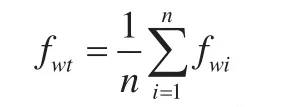
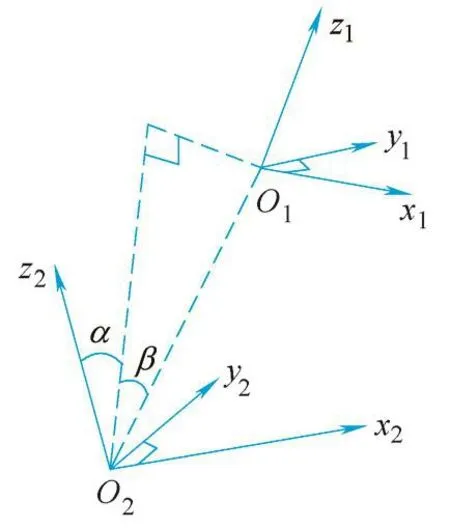
圖3 焊槍焊縫相對位置關系
5 焊接順序和軌跡點設置的優化
針對車橋殼體結構及原焊接工藝進行分析,分別對殼體焊縫的焊接順序、機器人焊接路徑軌跡點的設置、交匯點(即Y形焊縫結點)焊接參數進行優化(見圖4、圖5)。
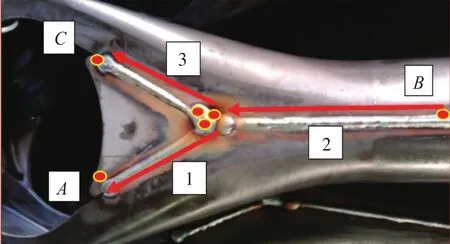
圖4 優化前焊接方案
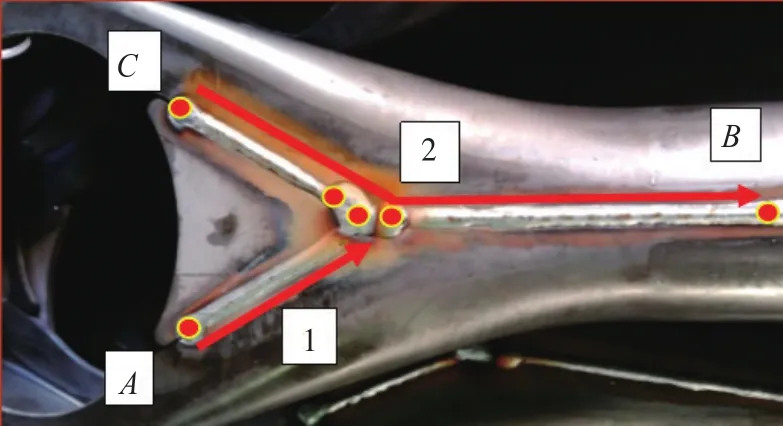
圖5 優化后焊接方案
圖4為優化前焊接方案,焊接參數見表2。整個殼體Y形焊縫由1、2、3三段組成,在后橋殼體與菱形板角接處交匯,焊接順序為焊縫2(在B點起弧至交匯點)→焊縫1(在交匯點起弧,與焊縫2收弧點重疊,向A點焊接)→焊縫3(在交匯點起弧,與焊縫2收弧點重疊,向C點焊接)進行焊接。
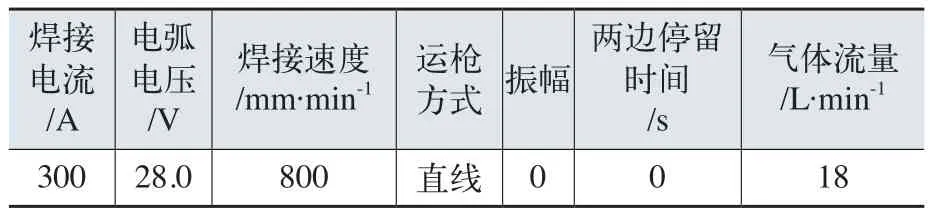
表2 優化前車橋殼體機器人焊接參數
圖5為優化后焊接方案,焊接參數見表3。整個殼體Y形焊縫由1、2兩段組成,在后橋殼體與菱形板角接處交匯,焊接順序為焊縫1(在A點起弧至交匯點)→焊縫2(在B點起弧,在交匯點覆蓋焊縫1收弧點,向C點焊接)。針對后橋殼體與菱形板交接處易出現的焊接質量缺陷,設置交接處拐角焊縫三點軌跡點,同時,拐角采用表3焊縫參數進行焊接。
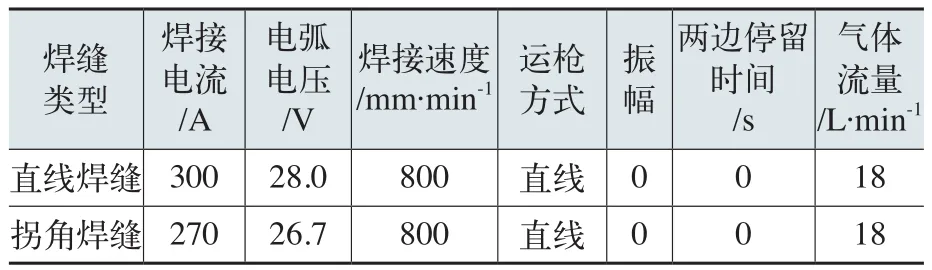
表3 優化后車橋殼體機器人焊接參數
6 焊接工藝優化結果分析
(1)從焊接質量角度分析 圖4交匯點為焊縫2的收弧點、焊縫1和焊縫3的起弧點在后橋殼體與菱形板交接處重疊,焊縫寬度增加,余高過高,外觀尺寸達不到設計要求。同時,在匯集點收弧、起弧交替進行,熱輸入增大,熔池鐵液流動性和擴展性差,易出現焊穿、焊漏、未熔合、氣孔及夾雜等缺陷,內部質量不合格。
根據車橋殼體結構進行了機器人焊接路徑軌跡點設置的優化,如圖5所示,由1、2兩段焊縫組成,熱輸入減小,可避免焊穿或焊漏,同時還可避免在車橋殼體與菱形板接合處產生收弧、起弧交替,焊縫2一次成形,在交匯點焊縫2焊接時對焊縫1收弧點進行再次重熔,使1、2兩段焊縫比較好地熔合,達到技術要求的焊接熔深(見圖6),保證交匯點焊縫質量符合設計要求(見圖7、圖8)。

圖6 焊接工藝優化后產品焊縫熔深

圖7 焊接工藝優化后車橋

圖8 車橋殼體
(2)從焊接效率和成本角度分析 從圖4的焊槍行走軌跡可知,在焊接焊縫1后,在A點收弧,之后焊槍將行走到焊縫2的B點起焊,完成焊縫2的焊接。根據產品設計圖1可知,A點與B點直線距離約為650mm,以焊接速度800mm/min測算,焊槍從A點行走到B點所用時間約為0.8125min,之后完成焊縫2后再從三段焊縫匯集點起焊完成焊縫3的焊接。以100件產品為例,焊槍從A點行走到B點的時間為81.25min。因此,在保證質量的前提下,焊槍未施焊時間占比較大,焊接效率較低。
從圖5的焊槍行走軌跡可知,在A點起焊完成焊縫1,在兩段焊縫交點處收弧,之后焊槍行走至焊縫2的B點起弧焊接,直到焊縫2的C點收弧,完成焊縫2的焊接。焊槍在完成這兩段焊縫的整個生產過程中,未施焊過程只有從A點行走至B點。根據產品設計可知,A點與B點直線距離約為150mm,以焊接速度800mm/min測算,焊槍從A點行走到B點所用時間約為0.1875min。同樣以100件產品為例,焊槍從A點行走到B點的時間為18.75min。優化后與優化前對比,未施焊時間節省了62.5min,焊接效率明顯提高,大大縮短了產品生產過程。
因此,焊接工藝的優化是發揮焊接機器人最大效用的關鍵。從車橋焊接工藝優化前后對比可知,經過優化后,質量得到進一步提升,焊接效率大大提高,成本得到有效降低。
7 結束語
本文根據車橋殼體的結構設計,針對殼體的焊接過程進行了焊接順序、機器人焊接路徑軌跡點的設置、特殊位置(如拐角位置)焊接參數等的工藝優化。試驗和生產結果表明,焊接工藝優化后,焊接質量好,焊接效率顯著提高,生產成本有效降低。因此,在實際的機器人焊接生產中,為達到產品質量、效率和成本的最優效果,非常有必要對焊接順序、機器人焊接路徑軌跡點設置、焊接參數以及焊槍行走節拍等進行科學合理的配置。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
制造業自動化(2017年2期)2017-03-20 14:26:13
