薄壁軸承件激光焊接成形控制研究
2020-08-14 03:33:16葉衛林李磊姜銀松于傳富侯濤莫延亮張啟明邵真貴武世忠國寧
金屬加工(熱加工) 2020年8期
葉衛林,李磊,姜銀松,于傳富,侯濤,莫延亮,張啟明,邵真貴,武世忠,國寧
河南航天液壓氣動技術有限公司 河南鄭州 451191
1 序言
某型號旋轉電磁鐵用于機載設備中供油路轉換開關,該旋轉電磁鐵產品中轉子組件的軸承與軸通過焊接的方式連接,焊接時軸承易產生焊接變形,若變形量過大,則軸承與軸配合的垂直度無法滿足技術要求。另外,焊接變形過大,其產生的焊接變形應力及軸承變形后轉子組件額外受到的阻力會嚴重影響軸承的使用壽命。故轉子組件的軸承與軸的焊接技術便成為亟待解決的技術關鍵。
激光焊接技術具有聚焦光斑功率密度高、熱輸入量低、焊縫窄、熱影響區及變形小、焊接速度快等優點,而且激光束聚焦后可獲得很小的光斑,能精密定位。這些特點使得激光縫焊比其他焊接方法更適合于小尺寸工件的焊接[1-4],現已廣泛應用于各種薄壁金屬材料的焊接[5,6],尤其是Nd:YAG脈沖激光以其波長短、吸收率高及可用于光纖傳輸,易實現加工過程的自動化等優點,而被越來越多地應用于汽車、船舶、電子、航空航天、冶金和機械制造等行業[7,8]。
為此,針對軸承與軸的結構特點、工作特性和技術要求,河南航天液壓氣動技術有限公司開展了一系列的工藝試驗,進行了工藝方案設計,制定了工藝流程,探索出了利用脈沖激光進行可靠連接的焊接方法。并對焊前準備、清理要求、操作技術進行了詳細的分析,較好地解決了旋轉電磁鐵的軸與軸承、軸與轉子葉片之間的焊接等技術難題。
2 產品介紹
(1)結構組成 旋轉電磁鐵中的轉子組件由鍵、雙余度軸和銜鐵等三部分組成。先將軸、轉子葉片和鍵以間隙配合的方式裝配在一起,然后再采用激光焊接方法將軸與銜鐵連接為一個整體,其具體結構如圖1所示。其中雙余度軸直徑約為4mm,由1Cr18Ni9Ti不銹鋼棒材通過車削加工而成,而轉子葉片厚度約3.6mm,由不銹鋼材料制成。同時,轉子葉片的兩側通過軸、軸承和外殼之間的焊接將整個電磁鐵連接在一起。該旋轉電磁鐵中的軸承壁厚僅約0.5mm,屬于薄壁件。軸承與軸配合圓周處進行圓周焊接,焊接材料為:不銹鋼1Cr18Ni9Ti(軸)和不銹鋼(軸承)。旋轉電磁鐵軸承焊接位置如圖2所示。

圖1 轉子組件

圖2 旋轉電磁鐵軸承焊接位置
(2)技術要求 ①焊縫熔深≥0.5mm,焊縫寬度為(1±0.3)mm,目視焊縫不得有氣孔、夾雜、飛濺等缺陷。②銜鐵葉片與軸焊接后的垂直度偏差不能超過0.05~0.1mm。③在規定的工作壓力下,軸承與軸能夠長期工作而不產生任何卡滯和變形。④用推力計給軸施加300~350N推力,軸承與軸不能出現松脫現象,在45倍以上放大鏡下觀察不得有超過1/4圈的裂紋。
3 試驗方法
旋轉電磁鐵中軸與軸承、軸與銜鐵之間焊縫形式均為角焊縫形式,針對旋轉電磁鐵的結構特點、工作特性和技術要求,比較可靠的焊接方法有真空電子束焊、鎢極惰性氣體保護焊和激光氣體保護焊。從焊接接頭質量和性能方面來講,真空電子束焊和激光氣體保護焊比傳統焊接方法要好得多;從加工效率上講,激光焊無需抽真空而更節省時間。因此,選用脈沖激光縫焊比其他焊接方法更適合小尺寸及薄壁金屬材料工件的焊接。對于該旋轉電磁鐵產品,由于材料很薄且結構尺寸要求比較嚴格,焊接容易變形,要想得到一條外觀成形好、變形小的焊縫,關鍵是對參數的精確控制,因此重點通過調試合適的脈沖激光焊接參數來實現產品加工。采用W200B型Nd:YAG脈沖激光焊機對薄板進行對接焊試驗。在焊接過程中,位于Z軸的激光通過光纖傳輸并經透鏡聚焦后到達工件,工件隨工作臺相對激光運動實現焊接,焊接過程中使用專門的焊接夾具將工件固定。所選焊接設備參數見表1。

表1 W200B型Nd:YAG脈沖激光焊機主要參數
4 焊接過程
4.1 技術難點
1)由于旋轉電磁鐵中軸與軸承之間屬薄壁件焊接,其對變形量要求高,工藝要求焊后同軸度<0.05mm,垂直度≤0.05mm。當采用熔焊方法時,旋轉電磁鐵中銜鐵和軸承不可避免地產生一定變形,從而影響軸的轉動,并降低轉子組件的銜鐵和軸承的使用壽命,因此降低軸與軸承、軸與銜鐵的焊接變形量便是本方案要解決的首要問題。焊接時,既不允許產生未熔合缺陷,又不能使旋轉電磁鐵過度變形,故對焊工的操作技能及焊接工藝等要求較高。
2)由于軸承壁厚僅約0.5mm,焊縫中存在的任何微小缺陷都會對軸承使用性能及使用壽命帶來危害,因此焊后焊縫中不許存在夾渣、氣孔、未熔合及裂紋等焊接缺陷,這對于薄壁件非填絲焊是非常困難的。
4.2 焊接參數調試過程
該旋轉電磁鐵的焊接過程需分步進行。首先對軸承與轉子葉片進行焊接;其次將焊接后的轉子組件按技術要求裝配到旋轉電磁鐵殼體中;然后對軸承進行焊接,圖3為裝配后軸承焊接與外殼焊接位置示意。通過分析得知,轉子組件焊接的關鍵是不銹鋼軸與薄壁轉子葉片的焊接,而軸與軸承是薄壁軸承件的焊接,這兩個結構類似,即均需承受扭轉力的作用并且極易變形,會影響軸或軸承的使用壽命。在焊接參數調試過程中,先對單脈沖定位焊的焊接參數進行摸索,確定脈沖焊點質量合格后,再進行圓周焊縫焊接工藝調試,最終獲取合適的薄壁軸承件焊接參數。

圖3 裝配后軸承焊接與外殼焊接位置
(1)焊前準備 ①焊前應開機檢測設備:按設備使用要求檢測光斑的位置是否正確。檢測擴束鏡片和聚焦鏡片上有無飛濺物、氣化物,如有可用酒精棉球擦拭干凈。45°反射鏡也用干凈的酒精棉球擦拭干凈。②焊前用蘸有無水乙醇的綢布,將焊接位置擦拭干凈并在40~60℃下烘干10~20min。③調整焊接位置:調整焊接端面傾斜角度,與設備Z軸呈30°~60°夾角。調整Z軸激光點與激光棒反射的指示紅光線重合時,使激光點正好聚焦在軸與軸承內圈的焊縫中間位置。焊接過程中用氬氣保護,氣體流量約為15L/min。
(2)脈沖激光焊接參數的選擇 具體選擇如下。
1)激光功率與占空比。激光功率決定著單脈沖能量的大小。當其他參數不變時,隨激光功率升高,單脈沖能量也升高。當激光功率過低時,能量過低不足以形成焊縫,只在焊接接頭界面兩側出現了輕微熔化,而軸與軸承之間的連接并不牢靠,焊后進行扭轉力測試不合格;隨著能量升高,焊縫寬度增大,在激光功率適中時可形成表面成形良好的致密焊縫;當激光功率過大時,能量過高,焊縫出現局部燒穿,軸承變形嚴重,不滿足幾何公差技術要求。
占空比是指峰值電流在整個脈沖周期所占的比例,占空比越高,代表著在一個脈沖能量作用周期內,熔池加熱時間越長,氣化燒穿概率升高。在高的占空比下,即使提高焊接速度以降低脈沖作用點重疊率,仍然難以避免燒穿。通過多次試驗,激光脈沖峰值功率250~280W、占空比20%~30%、激光脈沖寬度40ms、脈沖頻率2Hz時,可獲得良好的脈沖激光焊點。
2)離焦量。激光在焦點位置(離焦量為0mm處)是能量密度最高點(點熱源);沿著正離焦方向激光能量密度逐漸下降,由點熱源逐漸轉變為面熱源。對于超薄壁材料的焊接,為防止材料過熱燒穿或變形嚴重,一般要調整好合適的離焦量。而如果離焦量過大,激光束到達焊縫處功率密度較低,雖然有利于避免焊縫燒穿,但也易造成軸與軸承間焊點熔深過淺,軸承在使用過程中容易因焊接不牢而與軸脫落。根據該產品軸與軸承的結構及熔深要求,經多次焊接試驗得知,離焦量在-0.1~0.3mm時可得到成形良好、無燒穿的焊縫。
3)焊點重合率。通過觀察焊縫表面宏觀形貌(見圖4)可看出,整條焊縫呈現魚鱗狀,均由一個個脈沖焊點重疊而成。進一步研究發現,焊接速度和脈沖頻率對脈沖激光焊接接頭焊縫形貌的影響是焊點重疊率的變化。當焊接速度增大時,單位長度上作用的脈沖數量減小,脈沖作用點重疊率降低;當焊接速度非常大時,脈沖作用點不重合,導致焊縫不連續。在其他參數不變時,隨著頻率升高,單位長度上作用的脈沖數量增大,脈沖作用點重疊率升高,但單脈沖能量降低。當頻率過低時,脈沖作用點不重合,導致焊縫不連續。通過調節焊接速度和脈沖頻率使焊點重合率約為70%時,可得到成形良好的連續焊縫。

圖4 焊縫表面宏觀形貌
4)激光束與軸承端面之間的角度。由產品結構裝配得知,軸承外壁的焊縫形式為角焊縫,其局部放大如圖5所示。在焊接參數調試的過程中,發現焊接端面與垂直卡盤平臺的激光束之間的夾角θ大小會影響軸承外壁的焊接效果。當調整θ值在60°左右時,獲得的焊縫成形優良,其他焊接參數不變,在滿足熔深的前提下,焊后軸承相對變形最小。
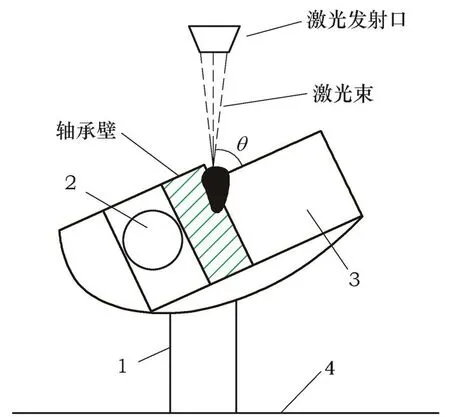
圖5 軸承壁局部放大
5 焊接結果與分析
通過多次調試脈沖激光焊接參數,選用激光焊接功率270W、占空比26%,離焦量為0.1mm時,獲得了成形良好的焊點,其直徑約0.4mm,熔深0.6mm;然后通過調試焊點重合率70%,激光束與軸承端面傾斜角度60°進行圓周焊接。值得注意的是,圓周焊接時,先用激光焊在軸和軸承的圓周縫隙處均布4點定位焊,然后再調節焊接位置和設置焊接程序進行圓周焊。最終獲得了成形良好、焊接變形較小、相關質量檢測合格的焊縫。
激光功率與占空比決定了脈沖激光焊接的熱輸入量大小。焊接過程中由于激光熱輸入量較小。若焊接過程中焊縫金屬獲得的激光熱輸入量適中,形成的整個焊縫橫截面基本呈倒梯形,此時焊縫的表面均成形平整,是激光焊最為理想的熔透狀態,這時焊接不但可以保證軸承與軸熔合良好,而且熔池又不至于過大,可避免熔池凝固后導致焊縫表面形成凹陷。若激光熱輸入量較大,使得焊縫金屬獲得的熱量較大,形成的焊縫橫截面呈雙曲線形或梯形,焊縫熔寬不但較寬,而且由于焊接熱輸入量較大導致焊縫表面出現了凹陷現象,進而對軸承的性能造成影響,嚴重時使軸承燒損,如圖6所示。
通過調節合適的焊接速度和脈沖焊接頻率,可以改變焊點重合率,焊點重合率對圓周焊縫的質量有著重要影響。當焊點重合率<50%時,焊縫的底部重合率小,間隙較大,不能完全熔透形成完整有效的焊縫,使得成形性較差,不能保證軸承與軸熔合良好;當焊點重合率達到70%以上時,焊縫形成完整有效且質量良好的焊縫。圖7為焊點重合率對圓周焊縫成形的影響。

圖6 軸承燒損

圖7 焊點重合率對圓周焊縫成形的影響
激光束與軸承端面之間的角度大小也會影響軸承壁焊縫的成形。圖8為激光束與軸承端面之間的角度對焊縫成形影響。當θ值過小時,若保證軸承壁焊接變形小或不被焊穿,則焊縫有效熔深h不能滿足產品技術要求;而如果優先滿足熔深要求,則軸承壁焊后變形較大或被焊穿;當θ值過大時,因軸承壁較薄(約0.5mm),焊接時容易造成軸承壁焊穿(見圖8b)。因此,只有調整合適的θ值,才能得到良好的焊縫。經過多次試驗發現,θ值在60°左右時,獲得的焊縫成形優良;在滿足熔深的前提下,所需焊接熱輸入小,焊后軸承相對變形較小。

圖8 激光束與軸承端面之間的角度對焊縫成形影響
經分析,最終選擇脈沖波形為梯形,焊點重合率70%,脈沖峰值功率為270W,采用高純氬氣對待焊試樣進行正面保護,氬氣流量15L/min,激光束與軸承端面之間的角度為60°。圖9是50件旋轉電磁鐵產品使用該脈沖激光焊接工藝進行焊接后同軸度及垂直度檢測結果。最終合格產品的焊縫形貌如圖10所示。檢測結果表明:電磁閥能滿足軸旋轉的力學和使用壽命等技術指標,焊接合格率超過95%,實現了不銹鋼軸和薄壁軸承角焊縫的焊接。

圖9 產品焊后同軸度及垂直度偏差

圖10 合格產品的焊縫
6 結束語
1)采用平均功率為300W脈沖激光焊接不銹鋼薄壁軸承件,根據被焊材料的性質和尺寸設定合適的脈沖激光焊接參數,然后調節激光束與焊縫位置端面的角度,可以獲得形成良好的焊縫。
2)激光焊接功率與占空比等決定著脈沖激光的能量大小;離焦量決定著焊縫處激光束能量的集散度;焊接速度和脈沖頻率決定著焊點重合率的大小。這些因素決定著焊接熱輸入大小,進而影響焊縫成形與焊接變形量。
3)激光束與軸承端面之間的角度大小也會影響軸承壁角焊縫成形。當θ值過小或過大時,該薄壁軸承件的焊接成形均不好,而當θ值在60°左右時,可獲得優良的焊縫成形。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
