砂帶專利技術綜述
2020-08-16 13:53:29李玉
科技創新與應用 2020年23期
關鍵詞:技術
李玉


摘? 要:砂帶是使用粘結劑將磨料粘結在紙、布等可撓性材料上制成的可以進行磨削和拋光的一種帶狀工具,其切削作用主要由基底上具有刃角的專用磨粒來完成。砂帶不僅是磨具三大系列——涂附磨具、固結磨具、超硬磨具中的一個重要組成部分,而且是涂附磨具中技術含量最高的產品,甚至已成為衡量一個國家砂帶磨削技術水平高低的標準。文章針對砂帶技術相關專利進行了分析。
關鍵詞:砂帶;專利;技術
中圖分類號:T-18? ? ? ? ?文獻標志碼:A? ? ? ? ?文章編號:2095-2945(2020)23-0025-03
Abstract: Abrasive belt is a belt-shaped tool that can grind and polish by using adhesive to bond abrasive materials to flexible materials such as paper and cloth. The cutting action of the abrasive belt is mainly completed by special abrasive grains with cutting edges on the substrate. Abrasive belts are not only an important part of the three major series of abrasive tools-coated abrasive tools, consolidated abrasive tools, and super-hard abrasive tools, but also the most technical products in coated abrasive tools. Abrasive belts have evenbecome a standard to measure the level of abrasive belt grinding technology of a country. In this paper, the patent of abrasive belt is analyzed.
Keywords: abrasive belt; patent; technology
引言
砂帶是特殊形態的多刀、多刃切削工具,其切削功能主要由黏附在基底上的磨粒來完成。作為單顆磨粒的切削行為,可以把它比喻為一般切削加工刀具的微型體的切削行為[1]。砂帶磨削技術從其產生到現在,每一個發展階段均以砂帶的發展為標志。后來歐洲和日本也相繼開展了砂帶磨削技術的研究和應用,砂帶磨削技術隨之逐漸發展成為一個門類齊全、技術體系較為完整的獨立的加工技術領域。近年來,常規砂帶在全球涂附磨具消耗中雖然仍占有很大比例,但隨著大量新材料的涌入和特定場合的需求,高質量砂帶的使用也逐年增加[4]。
1 國內外砂帶的專利現狀分析
通過對國內外關于砂帶技術的專利文獻檢索、標引以及梳理,對涉及砂帶研磨層結構的樣本進行分析,本文主要是對于研磨顆粒粒度及其分布方式方面進行的。砂帶研磨層結構從研磨顆粒粒度可分為單一粒度磨料和復合粒度磨料,從磨料分布方式可分為單層磨料、多層磨料和堆積磨料三種類型。隨著砂帶結構的不斷豐富,通過對基體和粘結層結構的改進以提高砂帶的強度和柔性,通過對磨粒團結構的改進以提高研磨質量和砂帶壽命成為砂帶結構專利申請的焦點。
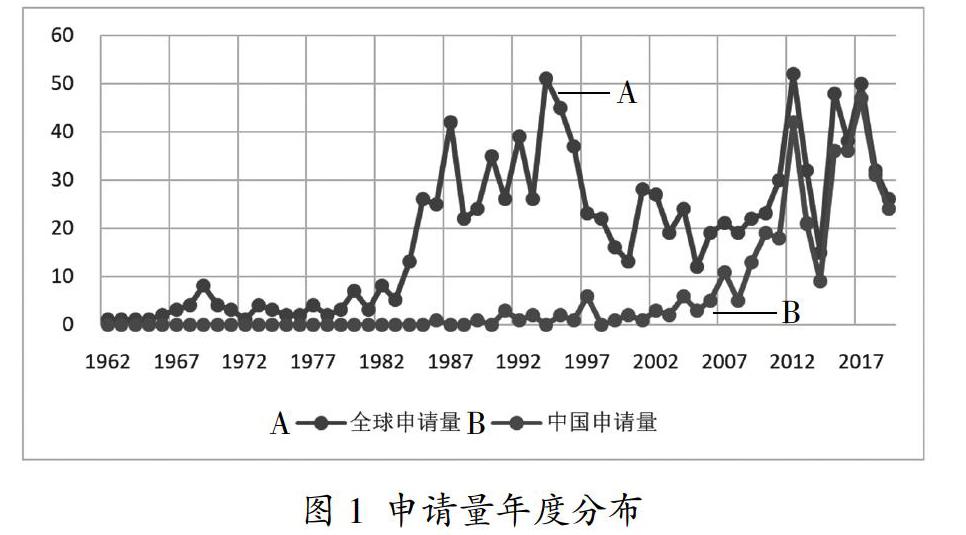
1.1 國內外砂帶的專利申請量分析
砂帶在全球和國內申請量年度分布如圖1所示。在全球范圍內,砂帶的專利申請量整體呈上升趨勢,其發展大致分為三個階段。1962年-1984年為技術萌芽期,一直到1984年左右專利申請量都較少,處于技術起步階段;1985年-1999年為技術成熟期,隨著制造業水平的不斷提高、高強度磨粒的出現及機械化精密、超精密加工的不斷發展,砂帶進入一個新的發展階段,歐、美、日等工業發達國家和地區推動了全球砂帶技術的發展;2000年至今為穩定發展期,中國國內的申請量呈逐年穩定上升趨勢。由于國內相關研究的起步較晚,核心技術基本被國外企業和科研機構掌握。需要指出的是,由于2019以后的專利申請有部分尚未公開,使得圖1中2019年后的數據有所下降,并不說明砂帶相關專利申請量的下降,也不能認定該領域進入衰退期。
1.2 國內外砂帶的專利申請地域分布分析
專利申請的地域分布能夠在一定程度上反映出企業的產品市場重心。在對相關的砂帶專利申請的所在國家和地區產權組織分布進行統計分析后發現,日本、美國、中國和德國排名靠前,其占據了所有專利申請的89%,同時也是砂帶最主要的技術市場。上述分析結果與砂帶主要生產企業的分布國基本一致,美國擁有3M創新有限公司、Carborundom、原諾頓(Norton),法國擁有圣戈班(Saint-Gobain),日本擁有野牛NCA、Riken Corundum和韓國高麗研磨等。對于中國而言,雖然申請量占比16%,排名第三,但結合申請人分析可知,由于我國對砂帶的研究起步較晚,企業及研發機構的技術繼承性較差,沒能形成系統的技術脈絡,且實用新型的申請量較大,若想占有一定的市場份額,還需加緊自身的研發步伐。
1.3 砂帶領域的重要申請人分析
圖3列出了砂帶領域的重要申請人與申請量的對應關系,包括申請量前10的申請人。
根據申請量以及前期統計結果,將砂帶領域較為重要的申請人總結如下:
(1)3M創新有限公司(Minnesota Mining & Manufacturing):明尼蘇達礦務及制造業公司,創建于1902年,是世界著名的產品多元化跨國企業。3M公司在創始之初專門從事砂紙產品的制造,從上世紀60年代至今,3M公司一直沒有停止對砂帶的研究和專利申請,其研發涉及各種結構的砂帶及制造砂帶的材料與方法。3M公司的金字塔堆積砂帶運用獨創的微晶復制技術所開發出來的革新性研磨材料,獨特金字塔結構,氧化鋁/碳化硅礦砂,樹脂膠,表面加有助磨劑,使用壽命得到了2-5倍的提高,有效地提高產品質量和切削效率,降低產品的不良率,研磨表面線路細致均勻,研磨時產生的熱量也明顯減少,減少加工工序。比如公開號為US5078753A的專利申請,該專利申請提出了一種初級磨粒與微磨粒堆積砂帶,提高了磨料的利用率,同時復合粗磨料與細磨料能夠保證工件較高的幾何精度和較低的表面粗糙度。此后,又提出了幾種不同的堆積磨料團的堆積砂帶(US5378251A,US5489235A,US6056794A),成為其公司后期的金字塔堆積砂帶的雛形。
(2)圣戈班-諾頓(Saint Gobain-Norton):圣戈班集團于1990年收購了美國諾頓公司,進一步提升了其中砂輪砂帶領域的研發制造水平。其專利申請覆蓋歐洲、美國、日本、韓國和中國等國家。對于砂帶的研究也涉及各種結構的砂帶及制造砂帶的材料與方法。比如其在1997年申請的專利US6537140B1,在磨料層設置網格排屑槽,使磨屑能夠在磨削時及時排出,提高磨削質量;進一步發展,其在2009年申請的專利US2010/0227531A,在粘接劑層加入顏色穩定劑,防止砂帶老化后顏色變深,在打磨工件時造成工件顏色變化,對砂帶打磨效果做出了更高的要求。
(3)湖北玉立砂帶集團股份有限公司:該集團創建于1997年,是目前亞洲生產規模最大、產品產量最多、產品品種最全的磨料磨具專業公司,也是集科研、生產、經營和原輔材料生產加工于一體的長產業鏈企業。該集團專利主要涉及砂帶、砂盤、砂紙等,以實用新型為主。
2 核心專利分析
綜合考慮被引證頻次與同族申請數量,砂帶結構領域的核心專利集中在美國、歐洲和日本。圖4顯示了核心專利的技術內容,從圖4中可以看出,核心專利主要集中在單一粒度磨料單層砂帶和堆積砂帶的研究上。單一粒度磨料單層砂帶其主要研究方向除了磨粒材料的發展外,還在于通過對基體和粘結層結構的改進以提高砂帶的強度、柔軟,以免在磨料層還未鈍化前砂帶出現斷裂等破損,保持磨削過程中的柔性;從上世紀80年代開始堆積砂帶逐漸出現,并得到巨大的發展,堆積磨粒團有磨粒或磨粒團更小的磨粒粘接而成,表層磨粒切除一定量的材料后會鈍化,磨鈍的小磨粒會從錐形磨粒或磨粒團上破碎脫落,位于里層的新磨粒就會露出來參與磨削,由于在磨削過程中不斷有鋒利的切削刃產生,所以具有較長的壽命和對材料均勻一致的切除率。同時,由于基體和粘結層的斷裂與僵硬是砂帶磨削均會遇到的問題,在針對單一粒度磨料單層砂帶的基體和粘結層結構的研究,同樣也適用于各種類型的砂帶。
3 技術發展演進路線
砂帶技術專利申請的發展大致經歷了以下三個發展階段:
第一階段(1962年-1984年)為砂帶的發展起步階段。砂帶屬于涂附磨具(俗稱砂紙、砂布)的一種形式,早在1760年,世界上就出現了第一張砂紙,但當時僅局限于手工操作。直到1900至1910年才進入機械使用砂紙和砂布的時代,1930年后砂帶磨削逐步向金屬加工方面發展,1960年初靜電植砂方法的出現把砂帶磨削推向了一個新的階段[3-4],砂帶磨削應用逐漸普遍。在砂帶起步階段主要是以單一粒度磨料單層砂帶為重點研究對象,并在其基礎上進行改進。瑞典的Eric L.Mark■■等在砂帶原有結構的基礎上設置防靜電涂層(US3942959A),以防砂帶產生靜電對磨屑的吸附,避免了磨削過程中的堵塞,延長了砂帶的使用壽命,從此采用在砂帶原有結構上涂附超涂層以改進砂帶的性能也成為該領域的研究熱點。除了采用防靜電涂層防止磨屑吸附外,德國Selbeck & Co通過改進磨料層結構設置排屑通道(DE2514853A),并通過排屑通道外的無磨料層區域平衡基體材質的褶皺,以保證磨削質量。由于砂帶原先的砂紙改進為環裝帶形結構,并以機械方式磨削,改進砂帶的基體強度,避免砂帶斷裂也成為研究重點之一,美國Terpay J.M.提出了一種有機纖維與玻璃纖維編織基體的砂帶(US4282011A),在保證磨削柔性的同時提高了基體強度,延長了砂帶使用壽命。在提高了砂帶基體壽命的同時,提高磨料層使用壽命保證磨削對材料一致的切除率,德國Norddeut Schleifmittel Ind.提出了空心球堆積磨料砂帶(DE295107A1),開啟了對堆積砂帶的研究。
第二階段(1985年-1999年)為砂帶的高速發展期,也是技術成熟期。隨著制造業水平的不斷提高,高強度磨粒的出現及機械化精密、超精密加工的不斷發展,砂帶進入一個新的發展階段,歐、美、日等工業發達國家和地區推動了全球砂帶技術的發展。美國Carborundum Abrasive Co.公司為提高砂帶研磨柔性,提出了一種粘結層具有微球體孔結構的砂帶(US4543106A)。此后單一粒度磨粒單層砂帶的研究更多的偏向于對磨粒、粘結層、基體和超涂層或第三涂層材料的方向。而不斷提高砂帶磨料層的使用壽命、提高磨削質量成為砂帶領域各大公司新的追求方向。日本的東京磁氣印刷株式會社提出了一種多層砂帶(JP昭60-146680A),簡單的通過增加磨料層數,上層磨料鈍化或脫落后形成新的磨料層,具有一定程度的自銳性,可明顯延長砂帶的磨料層使用壽命,但同時磨料層數不能太多,否則會使砂帶失去柔性。日本的日立制作株式會社提出了一種氧化鋁、碳化硅和金剛石復合磨料砂帶(JP昭62-130168A),這種復合磨料砂帶能夠充分發揮各個磨料自身的優點,提高砂帶的磨削效率。日本的光陽株式會社提出了一種復合磨料的多層砂帶(JP昭61-65780A),結合了復合磨料砂帶和多層砂帶的優點。同時,由于堆積砂帶顯著的磨削優勢,各大公司針對堆積砂帶做出了許多研究,比如3M公司。
第三階段(2000年至今)為砂帶的穩定發展期。相比第二階段的蓬勃發展態勢,由于砂帶的結構已基本確定,其他國家在第三階段的申請量有所下降,而中國的申請量在這一階段呈快速增長的趨勢,但中國申請人主要集中在中小企業,且由于起步較晚,沒有系統的發展脈絡,同時缺乏核心技術。美國的3M創新有限公司通過改進磨料以提高砂帶磨削質量(WO2012061033A2)。臺灣的江憲宗改進砂帶磨料層結構將粗磨、細磨和精細磨集中于同一條砂帶上(TWM293812U),通過同一條砂帶實現對工件的完整磨削。中國的嵩山特材集團有限公司采用冷堆積磨料(CN102729158A),提高了涂附磨具的磨削效率和使用壽命,提高工件的表面質量。
4 結束語
全球范圍內在砂帶技術中,關于砂帶結構的技術仍是各大公司、機構技術改進的熱點,其申請量也在逐年穩步增長。從整體上看,該領域的相關申請仍集中在歐洲、美國和日本,我國相關企業逐漸開始增加研發投入,近些年的專利申請量穩步上升。從核心專利分布情況來看,歐洲、美國和日本掌握了該領域絕對數量的核心技術,且其產品處于世界領先水平,從相應的市場品牌上來看,在砂帶領域處于世界領先地位的也是美國、歐洲等國家,如3M創新有限公司、圣戈班(原諾頓)等,這些公司具有良好的技術積累,形成了系統性的技術脈絡,并憑借自身核心技術不斷改進發展,向更多具有較大市場潛力的國家申請專利保護,以占領其他國家市場。我國雖然申請量逐漸上升,但起步較晚且研發方向分散,專利技術轉化為實際產品難度較大。
隨著精加工質量需求進一步的提升,其必然對砂帶的加工質量與使用壽命提出更高的要求,中國企業與科研機構應進一步加大科研投入,向高精度、高質量、長壽命等方向發展。
參考文獻:
[1]黃云,等.現代砂帶磨削技術及工程應用[M].重慶:重慶大學出版社,2009.
[2]劉展鵬.砂帶磨削技術研究進展與發展方向[J].山東工業技術,2016(18):9-26.
[3]陳延君.燃氣輪機葉片材料砂帶磨削性能研究[D].重慶大學,2006.
[4]陳延君.國內外砂帶技術的發展及應用[J].航空制造技術,2007(7):86-91.
猜你喜歡
中國科技博覽(2016年19期)2016-10-19 12:44:57
中國科技博覽(2016年19期)2016-10-19 12:07:10
中國科技博覽(2016年19期)2016-10-19 11:56:58
中國科技博覽(2016年18期)2016-10-19 11:28:27
中國科技博覽(2016年18期)2016-10-19 11:16:57
中國科技博覽(2016年18期)2016-10-19 11:12:23
中國科技博覽(2016年18期)2016-10-19 09:33:57
中國科技博覽(2016年18期)2016-10-19 09:04:19
中國科技博覽(2016年18期)2016-10-19 08:55:40
科技視界(2016年21期)2016-10-17 20:00:58