宏程序數控編程在中小機加工企業的應用研究
2020-08-18 10:43:24王建軍武秋俊張倩涵王晉濤
時代農機 2020年6期
關鍵詞:模態
楊 鋒,王建軍,武秋俊,張倩涵,王晉濤
(河北機電職業技術學院,河北 邢臺 054000)
數控宏程序是帶宏變量的數控程序,宏程序不僅可以用在數控編程加工,如加工形狀類似,大小不同;形狀相同,位置不同以及特殊公式曲線的圖形;還可以用在自動化控制方面,如機械手換刀、在線測量等,因此在中小企業應用范圍較廣。
1 鏜刀換刀問題提出
一些中小企業使用使用的加工中心,多采用盤式刀庫,由于加工中心刀庫電機功率和刀位尺寸的影響,對刀具的直徑和重量都有限制,但是實際數控加工時,為提高加工效率和加工精度,總會選擇大直徑和長度鏜刀刀具,這些刀具找出標準刀庫要求,因此刀具只能手工更換,這樣不經濟也不安全。
2 鏜刀換刀的解決方案
通過在加工中心工作臺上安裝鏜刀刀架,設計鏜刀刀架的宏程序控制,實現鏜刀的自動換刀,以提高生產效率和設備自動化程度。
考慮到機床工作臺尺寸、機床工作行程和箱體加工工藝要求,設計可安裝兩個鏜刀刀座的鏜刀刀架、刀座裝有開口卡簧以實現自動換刀。刀架安裝在機床工作的左上角,編制控制宏程序前要調試兩個鏜刀刀座的機械坐標位置。在自動換刀時,采用M06 和G65 兩種代碼實現。一種是加工中心換刀庫刀,指令M06Tk(k 為刀號);另一種是加工中心換鏜刀刀架刀,若主軸上有刀庫刀,先使用M06 把主軸刀還刀刀庫,再調用宏程序功能換刀。
3 鏜刀換刀的工作過程
鏜刀換刀取刀和還刀兩個環節,取刀就是把鏜刀從鏜刀刀架取到主軸上,取刀前保證主軸無任何刀具、還有取那一把鏜刀(通過宏程序調用變量)給定。具體工作過程是Z 軸回到換刀原點、主軸準停完成后,移動到鏜刀刀座圓心坐標正上方400mm,Z軸移動刀柄合適位置,主軸松刀,主軸繼續緩慢下移,與刀柄配合完好,等待2 秒,主軸緊刀,抓取鏜刀沿Y 軸負方向移動適當距離脫離鏜刀刀架,回到換刀點,取刀結束。還刀是把鏜刀從主軸還回鏜刀刀架,沿取刀過程逆序完成。
4 宏程序控制基礎
4.1 宏變量
宏變量就是帶有#后面跟1~4 為數字的變量號,例 #20,#500 等,FANUC 宏變量分為空變量、局部變量、公共變量和系統變量如表1、系統變量分為保持性公共變量和模態變量等,變量分配見表1。

表1 Fanuc 宏變量表

#100~#199非保持公共變量在不同宏程序數據相同,斷電初始化為空#500 可設置為刀架上的鏜刀刀號,刀號在機床斷電位置保持#2000~#2499#500~#999保持型公共變量在不同宏程序數據相同,斷電數據不丟失刀補系統變量存儲刀具的長度和磨損補償#2201 表示 1 號刀刀具長度補償#4001~#4120模態變量G 代碼的模態指令#4001(G00/G01模態),#4120 主軸刀具刀號#5001~#5101 位置信息#5021-#5024 機床坐標當前位置刀具的機床坐標和工件坐標
4.2 相關指令
(1)宏調用指令格式G65 Pm Ln〈自變量賦值〉,m 表示程序名,n 表示調用次數,自變量賦值見表2,G65 按照表2 的規定,將自變量的實際數值調到相應的程序體中。例:G65P8004T81 就是調用O8004 子程序,在O8004 子程序內部#20=81。
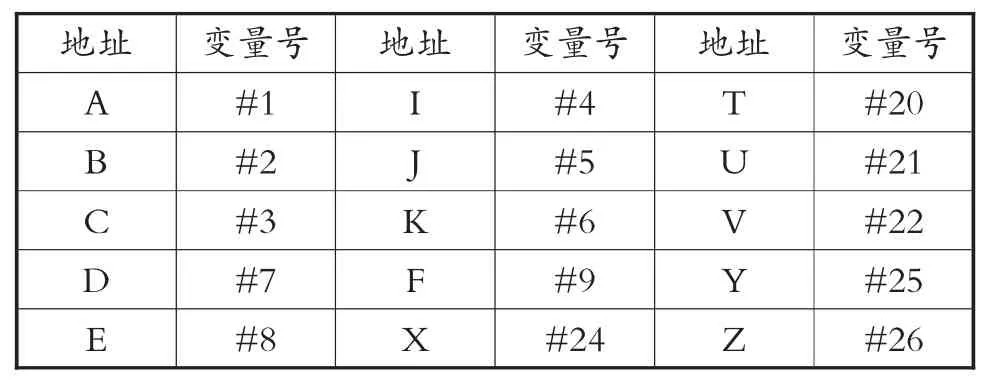
表2 自變量賦值表
(2)G53 指令格式(G90)G53X_Y_Z_;功能:將主軸移動到鏜刀刀架已調試好的換刀位置(機床坐標系的XYZ 位置)。
(3)#3000 報警屏幕上顯示報警號和報警信息,報警號為#3000 的值加上3000例:#3000=3(Tool Number error),報警觸發后屏幕顯示3003Tool Number error
5 程序編寫
宏程序設計分為4 個程序,一個主程序O8004,其他3 個子程序嵌套在主程序里,分別還刀子程序O8005、取刀子程序O8006 和刀架刀座圓心坐標子程序O8007。調用方式取1 號鏜刀G65P8004T81,取2 號鏜刀G65P8004T82,還刀不取刀G65P8004。
5.1 主程序O8004
(1)模態保護和恢復。
#2=#4001(模態點定位還是直線插補G00/G01)
#3=#4003 (模態絕對坐標還是增量坐標G90/G91)
#4=#4109(進給速度)
G#2#3F#4;(恢復模態)
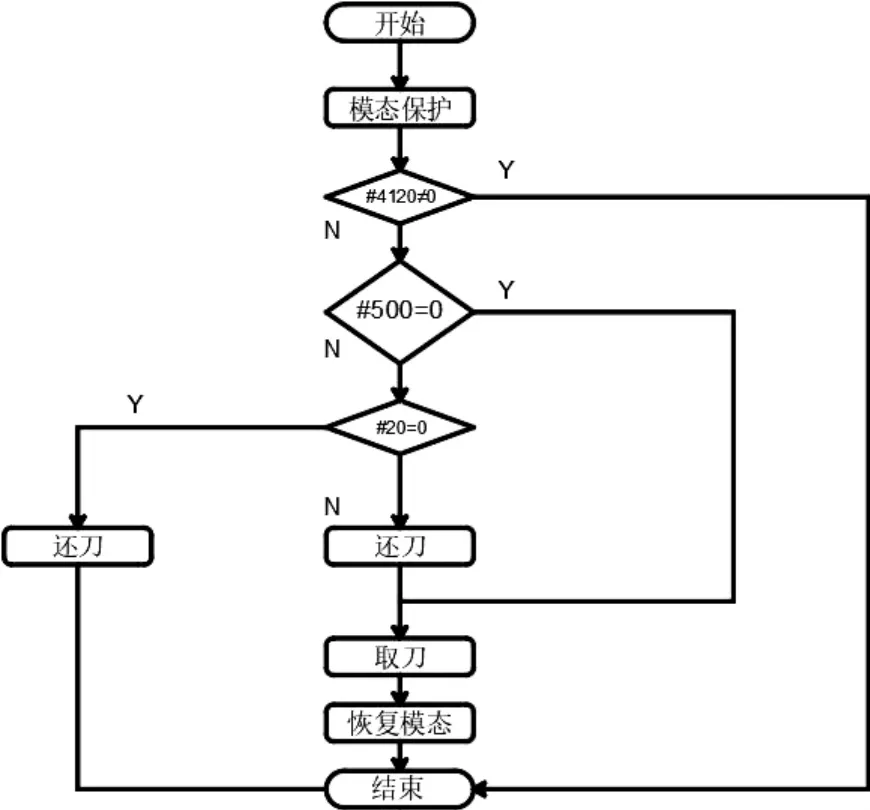
(2)標志位 #500,#4120 和 #20 的含義。
#4120≠0?(表示主軸上有刀庫刀),條件成立,主軸上有刀庫換鏜刀,報錯結束。
#500=0?(主軸上沒有刀架的鏜刀),條件成立,主軸沒有鏜刀,不用還刀直接取刀。
#20=#0?宏調用指令是G65P8004,則#20=#0;主軸的鏜刀還回鏜刀刀架后不取刀;指令G65P8004T81,則 #20=81,根據 #500 的值確定是否還刀,還刀結束后取1 號鏜刀;G65P8004T82,則#20=82,根據#500 的值確定是否還刀,還刀結束后取2 號鏜刀。
(3)主程序流程圖。
5.2 子程序
(1)還刀子程序O8005。還刀前若#500=81,調用O8007 的1 號鏜刀坐標系還刀,若#500=82,調用O8007 的2 號鏜刀坐標系還刀,還刀完成后#500=0。
(2)取刀子程序 O8006。G65P8004T81 取 1 號鏜刀,完成后#500=81,G65P8004T82 取2 號鏜刀,完成后#500=82,G65P8004 只還刀。
(3)鏜刀刀座坐標子程序。
O8005(BIG TOOL ATC POSITION DATA)
(T81<-->T82)
IF[#20EQ101]GOTO[101]
IF[#20EQ102]GOTO[102]
GOTO1000
N81(1 號鏜刀刀座 XYZ 機床坐標值)
#24=-300.243
#25=-700.236
#26=-1433.134
#7=0.0(Z 軸避讓值)
#8=112.(Y 軸避讓值)
GOTO100
N82(1 號鏜刀刀座XYZ 機床坐標值)
……
N100M99
N1000#3000=3(Tool Number Error)
6 結 語
鏜刀刀架的宏程序在機床測試完成后,縮短了單件加工時間,使企業利潤增加,并降低了工人勞動強度;由此得出,宏程序在解決企業數控加工、提高機床自動化程度有著不可替代的作用。
猜你喜歡
成都信息工程大學學報(2022年4期)2022-11-18 07:31:14
中國傳媒大學學報(自然科學版)(2021年1期)2021-06-09 08:43:12
工程與建設(2019年1期)2019-09-03 01:12:12
廣州大學學報(自然科學版)(2016年2期)2017-01-15 13:43:00
廣西科技大學學報(2016年1期)2016-06-22 13:10:37
湖北經濟學院學報·人文社科版(2015年8期)2015-12-29 05:53:07
上海電機學院學報(2015年4期)2015-02-28 14:30:00
計算物理(2014年2期)2014-03-11 17:01:39
振動工程學報(2014年4期)2014-03-01 01:15:31
電影新作(2014年1期)2014-02-27 09:07:36