基于二維碼卷煙智慧供應鏈數據可靠性研究
2020-08-21 09:20:58黃飛杰尹健康宋紅文賀紅梅
物流科技 2020年8期
黃飛杰,尹健康,宋紅文,肖 駿,賀紅梅
(1. 廣西中煙工業有限責任公司 互聯網研究中心,廣西 南寧530000;2. 四川省煙草公司 成都市公司,四川 成都610014;3. 西南科技大學 制造科學與工程學院,四川 綿陽621010)
0 引 言
二維碼實現了人與物、物與物之間的對話,可實現行業生態環境中各個元素的快速連接,二維碼連接開始,信息開始產生。煙草行業數據沒有形成一個完整的封閉鏈,煙草行業擬借助二維碼完成全域數據采集,煙草商業端二維碼數據關聯技術在卷煙物流分揀環節完成。
卷煙分揀系統是自動化程度較高的分揀系統,在分揀系統上最小的分揀對象是條煙,對于訂單核對和防偽,在分揀過程中多采用圖形圖像識別、RFID 等技術輔助完成。關宏等人描述了條煙分揀系統依照上位管理計算機下達的任務指令進行自動分揀工作,它是由很多臺自動分揀機組成的機組系統;自動分揀機是以一個訂單的分揀為一個工作周期的模式進行工作的[1]。馮春等人通過搭建視覺系統平臺,對獲取的圖像進行預處理,提出了一種“兩步法”的輪廓提取算法,完成每一個訂單內各條煙品牌和數量的核對,可以滿足日均配送量約5萬條的能力[2]。劉靖等人分析了條煙在分揀過程中,因光電響應時間、件煙緩沖區距離、檢測器參數設置不合理等原因,經常會出現件煙堵塞和檢測誤報等現象,造成成品卷煙出庫時件煙損壞的現象,并給出解決原理[3]。冉文學等人根據模糊層次分析法評選各個因素的重要程度,使企業在采納RFID 技術時,增加分揀系統數據采集的準確率[4]。李存兵介紹了利用差速皮帶輸送線,針對煙草異型包裝卷煙打碼整體解決方案,為實現卷煙物流全程跟蹤提供了技術保障[5]。
國內對于條煙整形主要是在工業公司煙廠生產階段,周奎田為解決超高速包裝機組條煙透明紙存在松弛、皺褶等問題,設計了氣流加熱式整形裝置,能夠對條煙透明紙6 個面同步熨燙,均勻加熱收縮,將產品外觀市場抽檢合格率由95.6%提高到98.5%[6]。植軍平對于ZB45 硬盒包裝機組的條玻美容器排煙不暢、竄煙等故障,改進滑套的材質和結構及條煙定位方式,減少卡煙、排煙不暢和竄煙[7]。用于商業公司分揀階段的資料較少,用于二維碼貼碼和讀碼的煙姿整形未見資料。李虎針對就分揀系統上一號工程打碼時存在碼段傾斜、缺失和漏碼的現狀,研發條煙姿態控制機構,利用步進電機—滾珠絲杠系統控制打碼機橫向位移,實現打碼位置的準確控制和任意可調[8]。姜懷業設計了雙通道超高速條煙提升機,減少了條煙在滾輪和鏈板上表面的滑動摩擦,條煙折角、表面薄膜劃痕等缺陷降到0.5%以下[9]。
1 二維碼貼碼掃碼存在的問題
三碼分別指一號工程碼,是國家局為準確及時采集商業企業系統外銷售數據,在分揀環節對條煙進行激光打碼,用以作為該條煙的唯一身份標識,條煙激光打碼主要采用數字碼,共32 位;條煙品牌碼是在工業生產時條煙包裝自帶的一維條碼,用于標識卷煙所屬品牌和規格,針對無條碼或條碼不規則的品牌規格,通過建立虛擬條碼方式實現數據關聯;條煙二維碼是每條卷煙設計唯一的二維碼(一條一碼),并制作為實體二維碼標簽,通過條煙精準賦碼將二維碼標簽貼粘到每條卷煙上,包括正常包裝卷煙和異型包裝卷煙。增加到分揀環節的貼碼工序,實現了條煙二維碼、品牌碼和一號工程碼三個碼的信息關聯(簡稱“三碼合一”),這是實現條煙質量追溯的主要依據和核心所在。
在現有工序基礎上,通過在物流分揀線打碼段皮帶上增加二維碼貼標及采集設備、條煙品牌條型碼識別設備,通過后臺數據融合清洗,實現“三碼合一”工作。以標準煙分揀線為例,精準打碼數據采集業務流程如圖1 所示:(1)“一號工程碼”的32 位激光打碼機從后臺數據庫讀取分揀打碼訂單及一號工程條碼信息,完成打碼工序;(2)通過二維碼貼碼機,為每條卷煙進行賦碼,完成貼二維碼;(3)利用二維碼掃碼設備采集條煙二維碼信息;(4)利用一維條碼采集條煙品牌信息;(5)根據采集的二維碼、條煙品牌碼與一號工程32 位碼建立一一對應關系,數據融合后并寫入后臺數據庫,完成“三碼合一”工序。

圖1 “三碼合一”數據采集原理圖
步驟(2)、(3)、(5)是新增加的工序,為了滿足技術指標中“三碼合一”的合格率高于99%,首先在設備選型上,所選設備的貼碼和讀碼成功率都高于99.9%;其次,需要將設備安裝在分揀系統中進行聯調。聯調選擇現有實際的分揀系統上,在32 位激光打碼機后,加裝二維碼貼碼和二維碼采集設備;分揀系統完成每日的分揀任務后,會有幾個小時的設備維護保養時間,聯調時間選擇在設備維護保養的時間段開展。每次聯調采用4000 條/組,計算合格率,合格率指三碼數據正確關聯條數與總測試數量比值。如表1 所示,經過多次聯調,合格率平均92.07%。在表2 中,顯示在導致不合格的故障中,二維碼的貼標工序故障占比98.71%。
如圖2 所示,條煙與分揀夾角大于30 度,或者條煙間距小于2 厘米,定義為條煙姿態故障。為了降低二維碼貼標工序故障率,夾角最好小于15 度。表3 統計了二維碼貼標工序故障率,顯示條煙姿態故障是導致貼標故障的最主要的原因。
綜上所述,造成“三碼合一”合格率不高的最主要的原因就是條煙姿態故障。
2 條煙整形裝置設計
在調試階段,每組總數NN 為4000 條煙,未整形情況下,測試二十組,不合格均值N 為318 條;由表2、表3 測試數據可知,二維碼貼碼工序故障率為ρ 為98.71%,條煙煙姿故障率為σ 為85.31%,由式(1)計算得知,條煙煙姿故障造成的“三碼合一”不合格數M 為267.7 條;為了滿足“三碼合一”合格率設計指標δ 大于99%的要求,公式(2)得,整形后的不合格條煙數量M1需小于57.1 條,式中η 是通過軟件邏輯的糾錯處理率,對于設備、環境等造成的“多煙”(條煙數量比訂單數多)、“少煙”(條煙數量比訂單數少)、“錯煙”(條煙品牌數量與訂單信息不一致),理論上能實現30%~60%的糾錯,在此η 取值30%。由公式(3)得到,當整形合格率Ω 大于98.57%,即可保證最終的“三碼合一”合格率滿足設計指標99%的要求。
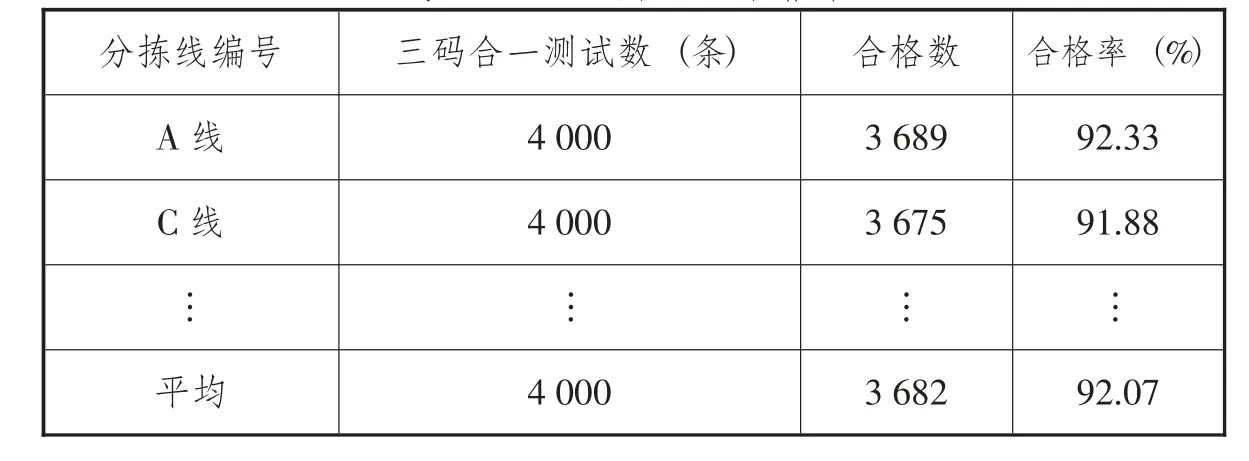
表1 “三碼合一”合格率

表2 工序故障率
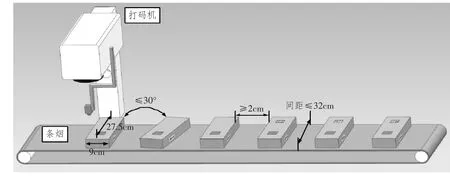
圖2 二維碼貼碼和掃碼工序對條煙姿態的要求

表3 二維碼貼標工序故障統計表


整形原理如圖3 所示:(1)在分揀前段,邊沿有毛刷,毛長5 毫米,對條煙初步整形,使條煙與邊沿不接觸,避免整形后由于接觸導致斜煙;(2)當光電開關檢測到條煙隊列時,讀取訂單數據,計算隊列通過時間,啟動計時器;同時啟動電磁閥,電磁閥驅動氣缸動作,檔板下降擋住條煙,隊列中條煙依次靠攏,條煙長邊與前進方向垂直;如果擋板正好壓在斜煙之上,隊列中的條煙靠攏后,是無法達到整形的目的,在后期的測試中證明,正好壓在斜煙上的概率非常低,總體的整形成功率能夠滿足要求;(3)當計時器時間到,啟動電磁閥,電磁閥驅動氣缸動作,檔板上升放行條煙;分揀線MN 段與XY 段的速度差,能夠滿足整形后條煙間距大于2 厘米。
2.1 分揀線XY 段的速度計算
擋煙調整條煙姿態后,條煙是并在一起的,采用分揀線分段差速調節條煙之間的間距。圖3 中,已知MN 段的線速度v1是1.35 米/秒,條煙寬度W 是8.8 厘米,調節后的條煙間距D 需大于2 厘米,所以XY 段的線速度v2應符合公式(4)。

2.2 零部件設計與選型
零部件的設計和選項原則上采用技術成熟的,技術人員能夠熟練掌握的零部件,同時為了確保不影響已有的分揀系統運行,在結構尺寸、運行速度上滿足功能需求的基礎上,也需要兼顧已有系統。在此原則下,選擇的控制系統是PLC 編程控制,執行機構選擇了已經在分揀系統中應用的單向電磁閥,選型參數是響應時間,并做了單獨實驗測試。開關選型從檢測距離及響應時間參數,選擇了鏡面反射光電開關,滿足要求[10]。
2.3 整形裝置結構設計
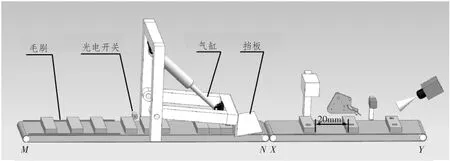
圖3 條煙姿態整形原理
由圖4 可知整形裝置的結構分為兩個部分,(1)支架部件,可以使整個裝置固定在分揀線上,同時安裝傳感器、光電開關、電磁閥以及氣缸。(2)執行部件,由氣缸、軸,鉸鏈、擋板構成,完成下放檔煙,上升放行的功能[11]。

圖4 條煙整形裝置結構圖
擋板形狀的設計和選擇,需滿足美觀、不會損煙,壓條煙過程中,可能壓到條煙邊上,條煙不至于翻轉跳動;初選了長方形、橢圓形、方形加上翹弧形結構三種結構,通過現場各8 小時測試,方形加上翹弧形結構能夠滿足上述要求。
防疊煙機構設計,從結構空間位置關系,由軸完成,初選了多契帶材料阻尼、輥筒阻尼、軸承組阻尼三種結構,各自通過8小時現場測試,軸承組阻尼結構能夠連續工作,在防疊煙的基礎上,沒有產生卡煙、疊煙的現象,故選用。
3 調試與整形效果
條煙整形裝置經過調試后,安裝在分揀III 段處。經過一個月的實際運行,統計數據如表4 所示,條煙整形裝置整形的合格率是99.96%;“三碼合一”合格率提升到99.4%,完全達到了設計要求。
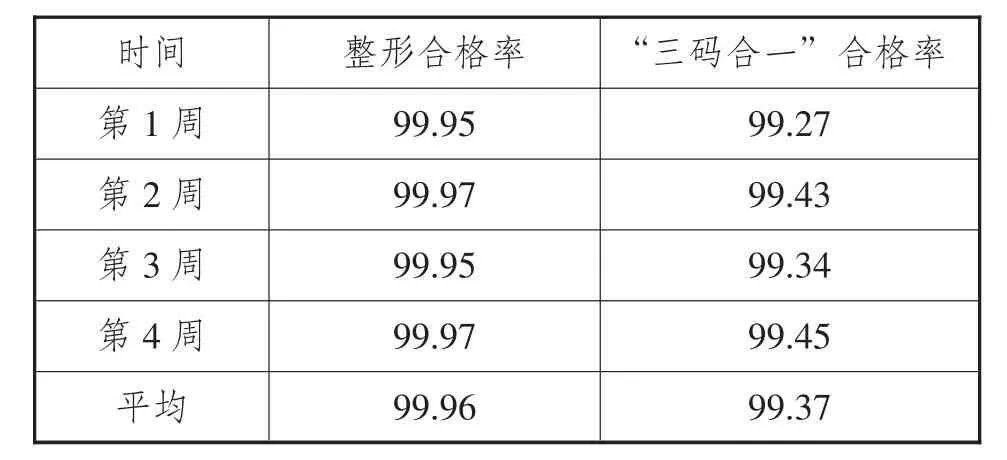
表4 整形合格率與“三碼合一”合格率統計單位:%
4 結 論
分揀系統上設備眾多,當出現故障時,可能是多個因素造成的。本文通過統計分析“三碼合一”合格率不高的原因,找出條煙姿態故障率是最關鍵的因素。通過計算發現,條煙整形合格率大于98.57%時,能夠滿足“三碼合一”合格率的技術指標。利用分揀系統的維護時間,在實際分揀系統上進行聯調,單獨實驗、利用成熟技術設計選型等方法,設計并實現了條煙整形裝置,通過分揀系統一個月的實際運行,使“三碼合一”的合格率提升到了99.37%,滿足了二維碼系統設計的要求。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
現代畜牧科技(2021年9期)2021-10-13 06:38:48
裝備制造技術(2021年1期)2021-05-21 07:55:24
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
現代工業經濟和信息化(2016年6期)2016-05-17 05:36:13
中國衛生質量管理(2015年2期)2015-12-01 05:43:57
