柔性AMOLED 手機顯示屏除泡制程之溫度控制
2020-08-21 05:21:38耿濤
機械管理開發 2020年7期
耿 濤
(中電科風華信息裝備股份有限公司, 山西 太原 030024)
1 除泡過程概述
柔性AMOLED 手機屏在進行貼合后,因為貼合工藝、貼合材料等的影響,會產生肉眼可見氣泡,影響顯示、操控效果。需要利用壓力及溫度變化將貼合過程中產生的氣泡均勻分散,并增強不同材料之間的粘合力。這個過程稱之為除泡。其中溫度控制是除泡制程的核心技術。
2 加熱硬件結構
2.1 加熱機械結構
如圖1 所示,除泡制程是在一個壓力容器內進行的,加溫方式采用容器內部電熱管加熱,容器頂部安裝空氣攪拌風機、攪拌葉輪。在進行除泡制程時,將容器內充氣到高壓。攪拌風機通過不斷攪拌,使高壓氣體不斷接觸加熱管,傳導熱量,使柔性AMOLED 手機屏逐漸升溫。在攪拌葉輪下方加裝擋流板,形成風道,循環送風,以增強容器內部溫度的均勻性。在工作區域放置了4 組溫度傳感器來監測溫度,不斷反饋,從而實時控制溫度。
2.2 電氣控制結構(見圖2)
設備PLC 可根據制定的加熱工藝曲線控制溫度模塊(加熱管、風扇等),發出指令,可編程溫控儀根據工藝曲線進行溫度控制,溫度傳感器實時監控反饋,行成一個閉環控制。

圖1 除泡加熱機械結構

圖2 電氣控制結構
3 加熱軟件控制
3.1 斜率溫度控制
由圖3 示可見,常規的溫度控制有超溫的現象(受加熱管功率、輸出效率、氣體影響)。在軟件里采用斜率計算控制溫度,可以有效避免溫度波動。

圖3 常規控制和斜率控制溫度升溫曲線
3.2 四路溫度耦合控制
由于距離加熱管、物品擺放、散熱等因素的差異,需要對各個控溫點進行均一偏差控制。
下頁圖4 是常規的四路控制溫度升溫曲線,分別控制每一個加熱區域,這樣每個控溫點升溫時互相影響,導致超溫現象。
下頁圖5 采用了四路溫度耦合控制方法,可以看出,經四路溫度耦合控制后,四點的升溫速率相同,表示工作區內溫度同時達到。電氣采用NX 多回路控制器,可實現高速大容量實時通信反饋。在編寫控制軟件時,采用了溫度解耦算法,避免多個控制回路間溫度相互干涉(溫度耦合)影響,從而實現了升溫時對于干擾的同步調節控制,達到工藝對溫度曲線的要求。
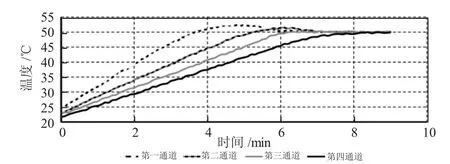
圖4 常規的四路控制溫度升溫曲線

圖5 四路溫度耦合控制曲線圖
3.3 充氣速度控制
在罐體內充氣加壓、排氣泄壓的過程中,氣體溫度變化很大,對罐體內溫度控制系統有很大的干擾。所以充氣加壓的曲線要和升溫曲線保持一致。
圖6 是充氣速度控制結構,PLC 實時讀取壓力數值,通過PID 算法控制電動球閥開角大小(電動球閥的開角分辨率為0.1°);通過AD 模塊讀取球閥開角大小,將實際開角和控制開角對比,通過PID 參數實時調節球閥的開角;通過流量計的反饋流量控制球閥的最大開角;充排氣采用斜率控制,可以根據輸入的時間來控制。
圖7 是加入斜率控制的升溫升壓曲線,在加入斜率控制后,充氣和加熱可以同時到達,誤差在10 s以內,有效避免了壓力和溫度的相互干擾
4 溫度曲線的控制對產品良品率的影響

圖6 充氣速度控制結構

圖7 升溫升壓曲線
在除泡制程中對溫度進行控制,加入了斜率、四路溫度耦合控制,同時對影響溫度的壓力充氣放氣曲線進行結合控制。由表1 可以看出,除泡良品率達到99.95%以上。

表1 溫度曲線控制后產品良品率
5 結語
對AMOLED 手機顯示屏的除泡工藝實驗得出,在除泡制程中準確控制升溫曲線至關重要。掌握溫度控制方法、排除干擾因素是控制升溫曲線的關鍵。
