EH36-Z35鋼在低溫環境中的焊接冷裂紋敏感性
2020-08-22 07:27:58曉1李立新1劉譯洋孔海君
機械工程材料 2020年8期
卓 曉1,李立新1,李 弟,劉譯洋,孔海君,趙 丹
(1.河北科技大學材料科學與工程學院,石家莊 050000; 2.渤海造船廠集團有限公司,葫蘆島 125000)
0 引 言
EH36-Z35鋼是一種典型的低合金高強海洋平臺用鋼,具有良好的耐腐蝕性能和綜合力學性能,目前主要應用在厚度100 mm以下的36 kg級海洋平臺中。隨著海洋平臺的發展,較厚海洋平臺用鋼板的需求量增加[1]。與同級別薄板相比,為保證厚板的心部性能,在成分設計時會添加更多的合金元素,這將導致淬硬傾向和拘束度增大,使得組織不均勻程度增大,從而對鋼板的抗裂性能產生不利影響。
擴散氫、拘束應力、淬硬傾向是產生焊接冷裂紋的3個基本要素,研究這3個要素對低合金鋼冷裂紋的影響機理有助于預防冷裂紋的產生,從而提高結構件的安全性。斜Y型坡口焊接裂紋試驗是一種常用的判定低合金鋼焊接冷裂紋敏感性的方法。目前,有關低合金高強鋼焊接冷裂紋敏感性的報道主要集中在焊前預熱溫度等工藝參數的影響方面[2-5]。低合金高強鋼的焊接冷裂紋對環境條件十分敏感[6]。有關海洋工程用鋼在常溫條件下的焊接冷裂紋敏感性的研究較多[7],而關于低溫條件下的焊接冷裂紋敏感性的報道很少。為此,作者通過經驗公式計算及斜Y型坡口焊接裂紋試驗,研究了低溫環境中EH36-Z35鋼的焊接冷裂紋敏感性,為低溫條件下EH36-Z35鋼焊接冷裂紋的控制提供理論依據。
1 試樣制備與試驗方法
試驗鋼為厚度50 mm的海洋平臺用EH36-Z35鋼板,熱處理態為正火態,化學成分見表1。按照GB/T 4364-2013,在試驗鋼上沿軋制方向截取尺寸為200 mm×150 mm×50 mm的斜Y型坡口試樣,根部間隙大小為(2±0.2) mm。焊接前,將試樣坡口及表面用砂紙打磨,并用丙酮擦拭后,在180 ℃下烘干2 h。

表1 EH36-Z35鋼的化學成分(質量分數)
采用SDW532H型焊接環境實驗室設備進行斜Y型坡口焊接裂紋試驗,試驗過程中的焊前預熱溫度、環境溫度與濕度見表2,待實驗室環境設備穩定運行1 h后再進行焊接試驗。焊條為直徑4.0 mm的THJ507RH超低氫高韌低合金鋼焊條,由水銀法測得焊條擴散氫的含量為每100 g熔敷金屬中4.7 mL;采用WSEM-500型焊機進行手工焊接,焊接電流為172 A,焊接電壓為25 V,焊接速度為(150±10) mm·min-1。焊后試樣在設定的環境中充分冷卻,并在48 h后按照CB/T 4364-2013,對斜Y型坡口試樣整體進行氧化發藍處理及解剖試驗,計算焊縫根部裂紋率。
在解剖試樣上電火花切割出金相試樣,經打磨、拋光,用體積分數4%硝酸酒精溶液腐蝕后,采用Olympus GX51型光學顯微鏡(OM)觀察接頭熱影響區的顯微組織。在接頭熱影響區截取透射試樣,用砂紙磨至厚度50 μm以下,再用MTP-1A型電解雙噴儀減薄,減薄液為體積分數6%的高氯酸乙醇溶液,采用H-800型透射電鏡(TEM)觀察熱影響區的微觀結構。采用VH-5型維氏硬度計測接頭上距表面2 mm處的硬度,載荷為49.03 N,保載時間為10 s,從焊縫向母材每隔0.5 mm取點測試。

表2 斜Y型坡口焊接裂紋試驗過程中的焊前預熱溫度、環境溫度與濕度
2 試驗結果與討論
2.1 冷裂紋敏感性評估
用經驗公式評價低合金高強鋼的焊接冷裂紋敏感性是一種較為快捷方便的方法[6]。典型的經驗公式為

(1)
Pcm=w(C)+

(2)
式中:wCE為碳當量;Pcm為冷裂紋敏感性指數;w(C),w(Mn),w(Cu),w(Si),w(Cr),w(Mo),w(V),w(Ni),w(B)分別為碳、錳、銅、硅、鉻、鉬、釩、鎳、硼元素的質量分數。
由式(1)和式(2)計算得到,試驗鋼的碳當量為0.43,冷裂紋敏感性指數為0.268。根據文獻[8],試驗鋼具有一定的焊接冷裂紋敏感性,需要通過適當的焊前預熱才可避免冷裂紋的產生。焊前預熱溫度計算公式為
T0=1 440Pc-392 (℃)
(3)

(4)
式中:w([H])為每100 g焊縫中擴散氫的含量,mL;δ為鋼板厚度,mm;T0為預熱溫度;Pc為考慮擴散量含量與板厚效應的冷裂紋敏感性指數。
計算得到試驗鋼的焊前預熱溫度約為114 ℃。
2.2 接頭宏觀形貌及焊縫根部裂紋率
圖1下方標記處對應于斷口處存在的明顯脆性斷裂特征,且裂紋區域呈淡藍色,這是由于焊接接頭放置48 h后產生了氫致延遲裂紋,裂紋面在發藍處理過程中發生氧化,破斷后顯現淡藍色。由圖1可知,1#,2#,3#,4#,7#接頭中產生了冷裂紋,且裂紋數量不相同。
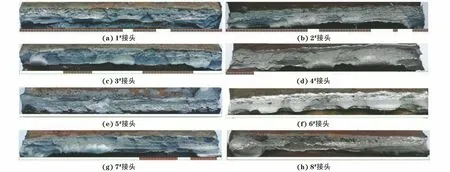
圖1 發藍處理并解剖后不同接頭的宏觀斷口形貌Fig.1 Macroscopic fracture morphology of different joints after bluing and dissection
由表3可以看出,在預熱溫度相同與絕對濕度相近條件下(1#,2#,3#,5#),隨著環境溫度的升高,根部裂紋率顯著降低。裂紋率的變化可能與焊接冷卻速率有關,即隨著環境溫度的降低,800 ℃冷卻至500 ℃的時間變短,冷卻速率變大,導致焊縫中產生脆硬的馬氏體組織,從而降低了試驗鋼的抗裂性。在環境溫度為15 ℃條件下,當焊前預熱溫度為125 ℃時(5#,6#,8#),不同濕度條件下接頭焊縫中均未產生裂紋;而當焊前預熱溫度為100 ℃時(7#),即使在23%的低相對濕度下接頭焊縫中也會產生裂紋。在環境溫度為5 ℃條件下,當焊前預熱溫度為150 ℃時,在50%相對濕度下(4#)產生的裂紋率低于20%,符合材料驗收標準;而焊前預熱溫度降低至125 ℃時(3#),接頭焊縫中出現嚴重的開裂。綜上,為保證試驗鋼焊接結構的安全性,在5 ℃環境中焊前預熱溫度應高于150 ℃,而在15 ℃環境條件中焊前預熱溫度應高于125 ℃。提高焊前預熱溫度可降低應力的峰值及梯度,還可降低接頭的冷卻速率,從而避免接頭組織中出現淬硬組織[9-10]。

表3 不同接頭焊縫根部裂紋率
2.3 接頭硬度與顯微組織
由圖2可以看出,在預熱溫度相同與絕對濕度相近的條件下,隨著環境溫度變化,接頭熱影響區距焊縫相同距離處的硬度變化明顯。當環境溫度由-18 ℃升高至15 ℃時,熱影響區最高硬度由453.45 HV降至359.63 HV,裂紋率由82.26%降至0。
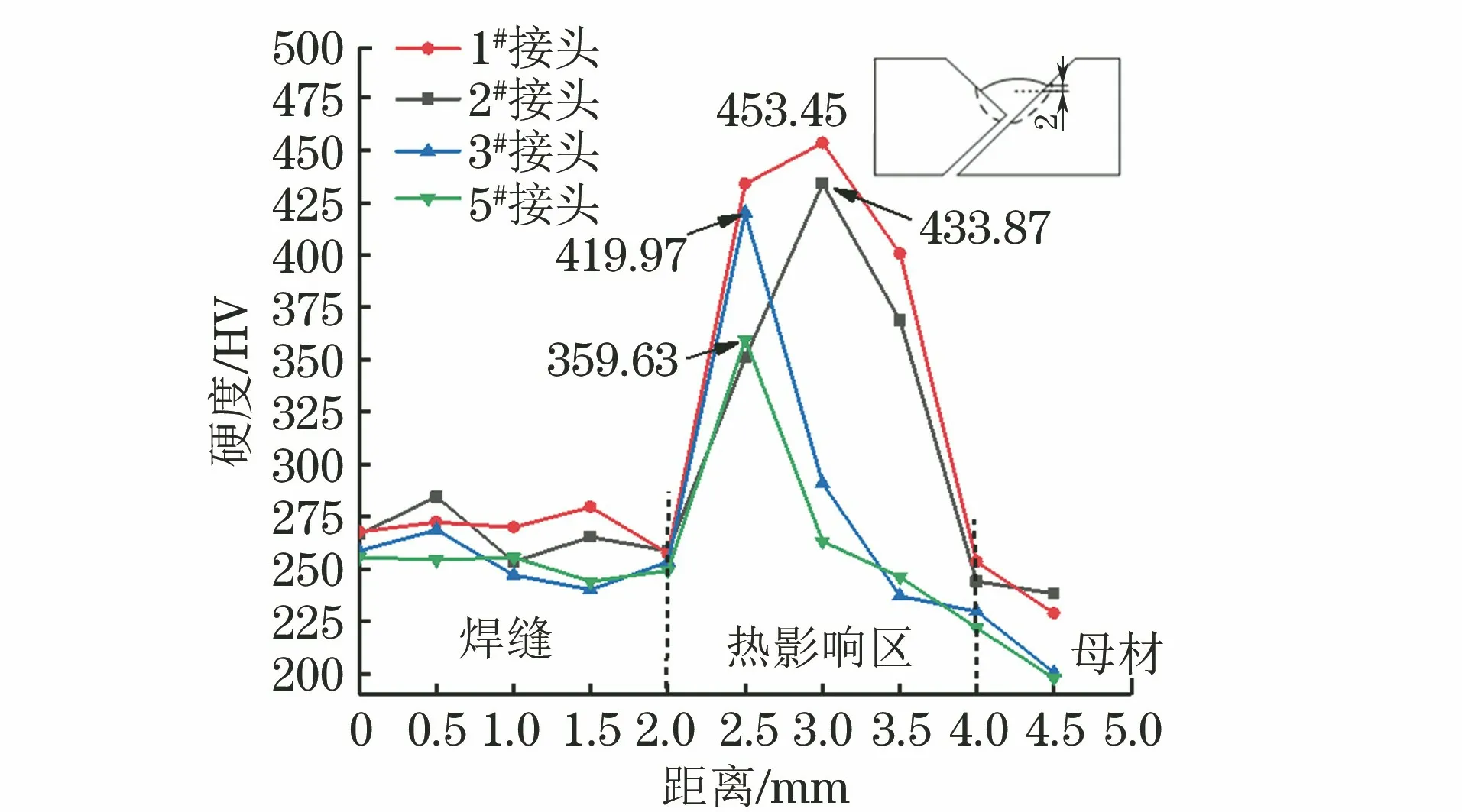
圖2 不同接頭的硬度分布曲線Fig.2 Hardness distribution curves of different welded joints
為分析熱影響區硬度變化的原因,以3#與5#接頭為例對熱影響區顯微組織進行觀察。由圖3可以看出,3#與5#接頭熱影響區組織均為馬氏體,且3#接頭熱影響區中馬氏體板條更細小。由此可知,在相同熱輸入條件下,環境溫度降低,冷卻速率增大,熱影響區馬氏體板條變細,從而導致硬度顯著增加[11]。
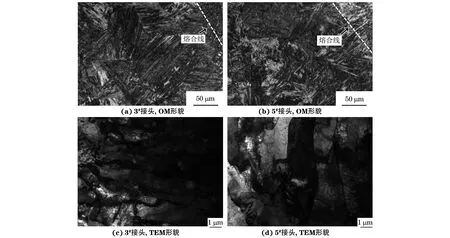
圖3 3#與5#接頭熱影響區的OM形貌與TEM形貌Fig.3 OM morphology (a-b) and TEM morphology (c-d) of heat affected zone in 3# (a, c) and 5# (b, d) joint
2.4 拘束應力
由插銷試驗建立的臨界拘束應力計算公式[12-13]為
σcr=(86.3-211Pcm-28.2lg(w([H])+1)+
2.73t8/5+9.7×10-3t100)×9.8
(5)
式中:σcr為臨界拘束應力,MPa;t8/5為溫度由800 ℃降低至500 ℃的冷卻時間,其值小于15 s;t100為溫度由峰值溫度降低至100 ℃的冷卻時間,由于在低溫環境條件下t100的系數很小,因此可忽略t100的影響。
合金高強鋼硬度變化量ΔH與臨界拘束應力變化量Δσcr的關系式[13]為
Δσcr=(-0.216ΔH+0.0102Δt100)×9.8
(6)
由式(5)計算得到未出現裂紋時接頭的臨界拘束應力約為707 MPa。當裂紋率從0增加到40.85%,熱影響區硬度從359.63 HV升高至419.97 HV時,由式(6)計算得到臨界拘束應力下降近130 MPa,可知在-18~15 ℃環境中試驗鋼的臨界拘束應力最大,約為577 MPa。
拘束度與拘束應力間的關系式[14]為
R=71K×[arctan(0.017δ)-(δ2/160 000)]
(7)
σ=mR
(8)
式中:σ為拘束應力,MPa;m為拘束應力轉換系數,取(35)×10-2;R為拘束度,N·mm-2;K為厚板的拘束系數,N·mm-3。
由于斜Y型坡口屬于高拘束條件坡口[15],可以將其考慮為一般拘束至嚴格拘束,對應拘束系數取400700 N·mm-3,則由式(7)計算得到拘束度的范圍為19 60033 900 MPa。將結果代入式(8)得到,一般拘束至嚴格拘束條件下的拘束應力為5881 695 MPa。
綜上可知,在-18~15 ℃環境中,當預熱溫度不夠高時,接頭組織硬度較高,導致臨界拘束應力下降至577 MPa以下,而由斜Y型坡口焊接試驗引入的拘束應力為5881 695 MPa,滿足裂紋形成的條件,裂紋產生并擴展,直至拘束應力釋放至臨界條件以下。
3 結 論
(1) 由經驗公式計算得到試驗鋼具有一定的焊接冷裂紋敏感性,且焊前預熱溫度約為114 ℃時才能保證結構的安全性;由斜Y型坡口焊接裂紋試驗得到15 ℃環境中焊前預熱溫度應高于125 ℃,5 ℃環境中焊前預熱溫度應高于150 ℃,試驗結果與經驗公式計算值接近。
(2) 在-18~15 ℃低溫環境中,預熱溫度相同與絕對濕度相近條件下,隨著環境溫度的降低,試驗鋼焊縫根部裂紋率增加,熱影響區最高硬度升高,這與馬氏體板條細化有關;計算得到在-18~15 ℃環境中試驗鋼的最大臨界拘束應力為577 MPa,而由斜Y型坡口焊接試驗引入的拘束應力為588~1 695 MPa,滿足裂紋形成條件,裂紋產生并擴展,直至拘束應力釋放至臨界條件以下。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24