板木復合衣柜門板結構與工藝研究
2020-09-01 05:51:58孫勝玉SunShengyuampWanHui
家具與室內裝飾 2020年6期
■孫勝玉,萬 輝 Sun Shengyu & Wan Hui
(東北林業大學,黑龍江省哈爾濱 150000)
在傳統制作工藝中,木質衣柜門板通常采用實木框架結構,而實木框架結構的制作工藝復雜,用材主要為實木,費用較高且易變形難以實現機械化生產[1]。隨著名貴木材供應日益減少,人類對木材的需求量越來越大,應用的范圍越來越廣, 要求的品質也越來越高[2]。而現階段在家具市場,板式家具以其造型豐富多變,價格適中,結實耐用深受消費者喜愛[3]。家具行業的發展也進入了新常態,行業需要在產品結構,加工制造,創新服務等方面不斷提升,以適應新的發展階段[4]。因此對人造板的應用與研究也順應了市場資源的要求。基于實木框架結構的問題,設計出一系列外觀造型仿實木框架結構的板木復合型衣柜門板。此系列產品共2款,每款又分2種結構。采用膠合板為基層板附加實木線條的方法替代實木框架結構。
木材的變形主要是由木材內水分吸收與釋放引起的[5]。而膠合板是多層單板旋切膠合而成,且堅持奇數層的原則和對稱原則即膠合板相鄰層纖維方向相互垂直并且對稱中心兩側的單板,在樹種、厚度、含水率、層數等方面相互對稱,因此當其發生干縮濕漲時相鄰層會相互抑制,從而使變形量得到控制。此外,膠合板是中國人造板中產量最大板種,2014年全國生產膠合板約1.497億m3,生產設備也得到提高,生產效率提升,生產質量也提高很多[6]。因此,采用膠合板為基層板代替實木基材具有很強的現實意義和試驗價值。
1 實驗內容
以多層膠合板為基礎單側附加實木線條并封邊制作衣柜門板,測試5個月后門板的變形情況。
2 實驗目的
測試多層板單側附加線條后,門板整體變形度是否滿足產品要求,并選擇最佳設計方案,確定加工工藝。
3 實驗材料和儀器
3.1 實驗材料
3.1.1 板材及封邊條
基層板采用臨沂福貓板材廠生產的膠合板。
附加線條采用東南亞橡膠木指接板。封邊條選用25道水曲柳封邊條。
該實驗所需板材尺寸規格(表1)所示。
3.1.2 膠黏劑
該實驗所需膠黏劑種類及相關參數(表2)所示。
3.2 實驗設備
該實驗所需主要儀器設備(表3)所示。
4 實驗過程及方法
4.1實驗過程
門板的制作在實驗室車間完成其主要制作流程如下:板材的選擇—裁切—拋光—(銑槽)—(封邊)—涂膠—粘貼線條—氣釘固定—冷壓—余膠處理—(封邊)—封閉底漆—掛墻觀察。

表1 板材尺寸規格

表2 膠黏劑相關參數
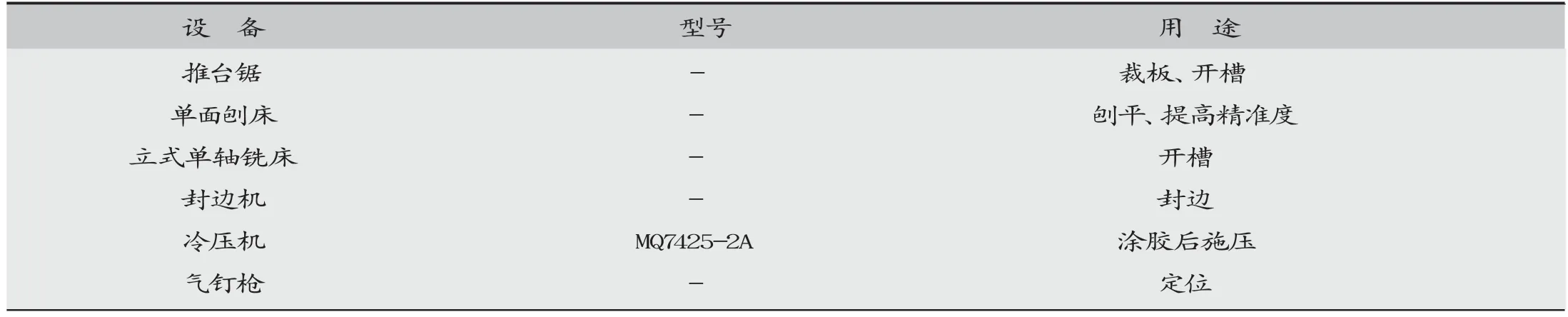
表3 主要儀器設備
實驗用的板材為臨沂福貓板材廠生產提供的膠合板,尺寸規格為2420mm×1220mm×n,在選材時對板材進行了質量檢測,對于存在膠合板常見質量缺陷的進行了篩選。如:疊芯、離縫、鼓泡、開膠、膠層脫皮、版面壓痕、過度翹曲等[7]。選用相對平整、花紋較優、質量合格的優質素板進行試驗以免影響實驗結果,確有彎曲的選擇彎曲變形小的素板,在凹面進行涂膠。
4.2 工藝參數的確定
根據國標規定膠合板I、II類產品的含水率應在6%~14%[8]。本實驗所用膠合板均符合這一標準。根據各膠黏劑的特性和幾種門板款式的結構特性進行制作,工藝參數(表4)所示。施壓方式均為冷壓,強度為4.2MP,重力15T。
4.3 封邊工藝
人造板封邊不僅可以使板材環保,美觀,而且很大程度上可以體現人造板的質量,對木材起到一定保護作用[9]。但不同的結構具有不同的封邊工藝,兩種款式的結構不同所以他們的封邊方式也不同。A款結構(圖4-1)所示,封邊時無需封線條位置,只需封基層板即可,因此在附加線條之前直接將基層板封邊,而且平板直接封邊也利于操作。B款門板的結構(圖4-2)所示,B款封邊時要將附加線條一同封上,因此B款封邊需要在附加線條之后進行。
4.4 涂漆、掛墻觀察
封邊與附加線條結束后進行涂飾工藝,在試件表面涂飾封閉底漆,其主要目的在于封閉木材表面孔洞,減小木材含水率的變化幅度[10]。為了提高實驗數據的真實性和實踐性,涂飾完畢后仿照衣柜門板的使用條件將試件進行掛墻觀察,每10天測量一次實驗室內溫濕度值,每40天測量一次門板變形量。變形量的測量方法是用一塊2000mm×200mm×18mm的直板沿門板表面對角線平放,用塞尺測量板面與直板的最大偏差[11]。
5 實驗結果分析
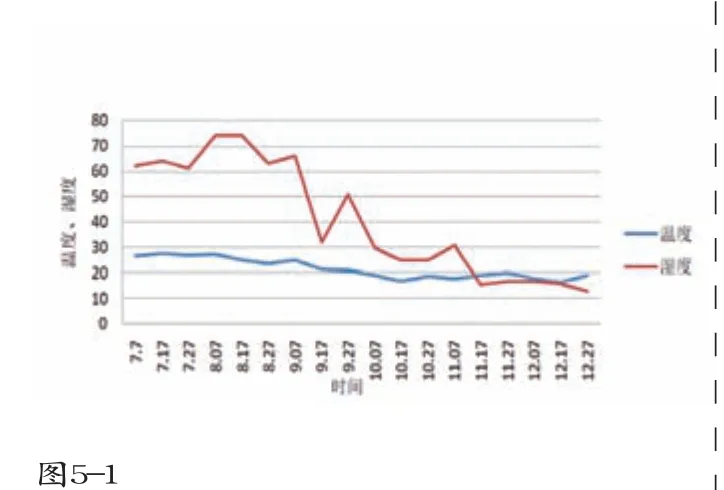
涂漆后木材存放的適宜溫度為23±2°C[12],通過對溫濕度變化(圖5-1)所示,從7月到12月的5個月時間里溫度變化量不大,穩定在17~27°C之間,上下10°C的溫差,而且這區間的溫度為適宜溫度適合木材的存放。但是濕度的變化卻非常大,波動起伏明顯,這對木材的含水率影響很大,而木材的翹曲變形主要受木材含水率變化引起的。
之所以選擇在7~12月份進行此實驗,是因為這5個月的時間正好是1個季度,能反映出1年的氣候變化規律,可以由點及面,實驗數據具有極強的真實性、可靠性。經5個月的觀察測量實驗數據結果如表5所示。
(表6)為參照中華人們共和國國家標準GB/T3659-1999對試件短邊長度在400~500mm之間的翹曲度公差的規定制作[13]。
通過對(表5)中各組樣板的翹曲度變化分析可得以下結果:
A1組樣板中x樣板的所有數據均在0.2mm以下,達到了翹曲度等級的1級標準,質量優異。y樣板中的數據除個別數據外也都符合2級標準,質量較優。但是z樣板的質量等級卻達到4級標準,質量較差。
A2組樣板中x樣板的標準等級除前2次測量在4級標準外其他都在2級標準。y樣板的質量等級也都達到1、2級的標準,質量優異。z樣板的變動較大經歷了從較大翹曲再回彈的變形過程,性能不穩定。

表4 各款式門板施膠類別及工藝參數
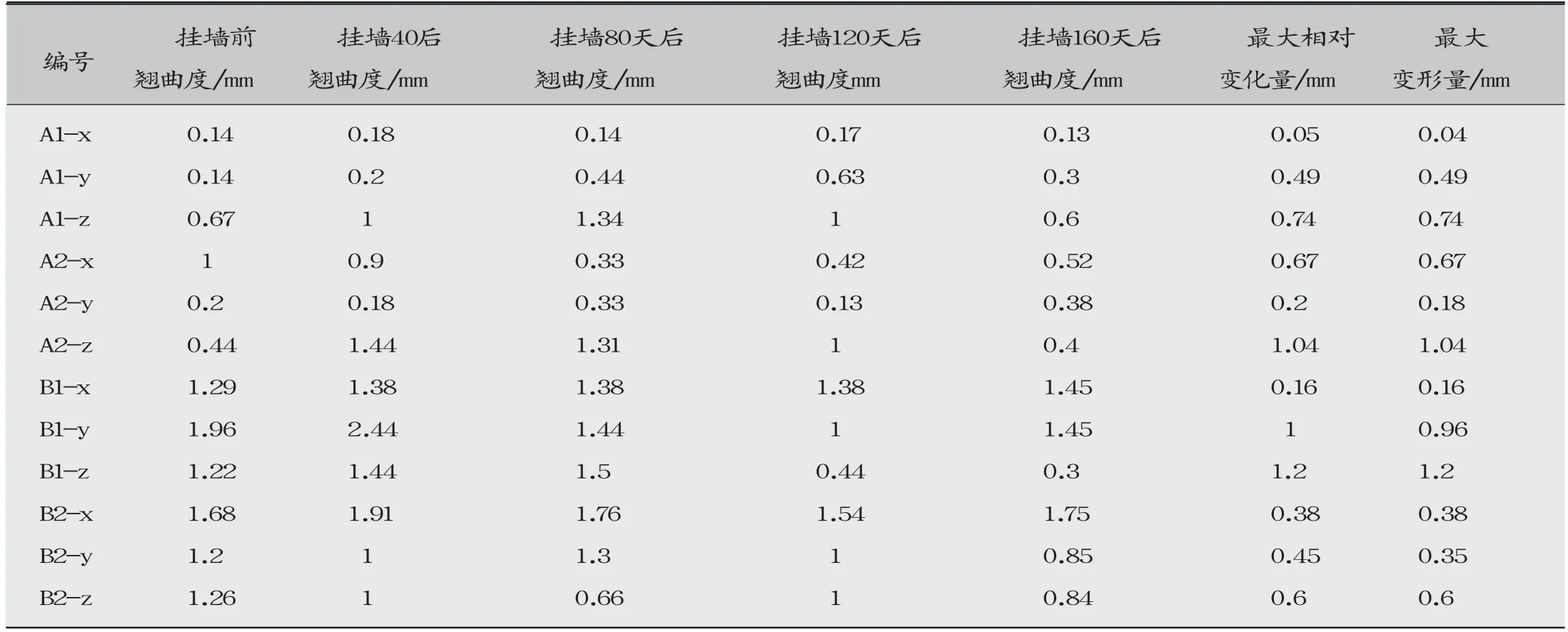
表5 門板變形量數據
B2組實驗數據中x樣板的翹曲度都在5級標準,y組樣板的翹曲度都符合4級標準,z樣板的翹曲度都符合4級標準。單從翹曲度大小方面看B2組的樣板翹曲度較大,變形嚴重。但該組中每次測量數據之間的變化不大,也就是說在觀察階段樣板并未在原翹曲度的基礎上發生較大變化。
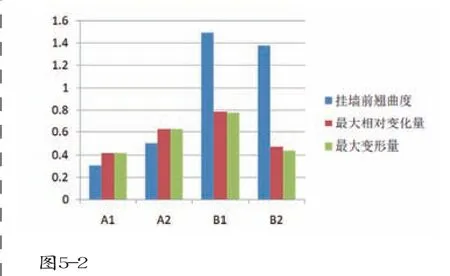
通過以上數據結果分析并不足以說明樣板的優劣程度,如B2組的實驗中雖每次測量的翹曲度都比較大,但每次測量之間的相對變化卻很小,經試驗記錄B組板件在加工成型之前就存在較大的翹曲變形,也就是說B組實驗出現的較大翹曲度并不能充分說明其設計的合理性與否。對每次數據結果之間的變化關系分析,就能很好的說明門板結構的設計對翹曲的影響。通過對數據的處理(圖5-2)所示。
圖5-2為各組中3塊樣板的掛墻前變形平均值、最大相對變化量平均值、最大變形量平均值。通過圖表分析可得:
A1組各項數據都非常優異,均符合2級標準,性能穩定不管是掛墻前變形還是相對變形量都很小,因此這種結構具有很好的穩定性[14]。
A2組數據雖然掛墻前變形較小,但是其相對變化量卻很高達到0.63mm,也就是說在成型后觀察階段,這組樣板出現了較大的變形,其性能穩定性較差。
B1組樣板掛墻前的翹曲極大,雖然樣板在成型前就存在一定的翹曲,但其相對變形量同樣也達到了0.79mm,這也就說明了這種結構的不合理性且穩定性極差。
變壓器的功能便是電壓的合理調換。如今,節能型變壓器已經涌現在好多地方。顯著的優點是,以更少的損耗來運行。無論是單相配變還是三相配變,都擁有了新的功能。一些變壓器還能應對一些特殊的要求,結合考慮到噪聲等問題,更好的服務于居民。有條件的農村,可以用新變壓器替換村里的老式S7及以下型號的變壓器。
B2組樣板雖然掛墻前翹曲度很高,但其穩定性較好,該組樣板的最大相對變形量只有0.47mm,也就是說在觀察階段該組樣板相對于掛墻前并沒有出現更嚴重的變形,導致出現這種結果的原因,是在實驗樣板的選擇時板件就存在較大的翹曲度,在實驗過程中也有相應的記錄。因此證明該種結構的設計性能是穩定的,符合產品要求。
6 結語與建議
6.1 結論
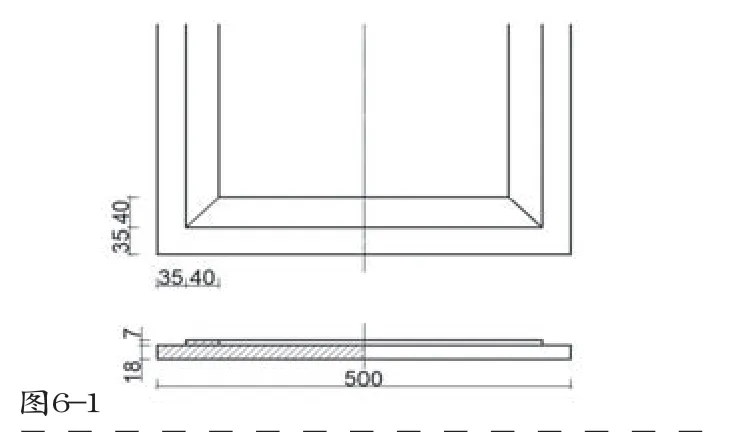
①實驗數據結果證明A1和B2的設計具有合理性,產品性能穩定翹曲度符合國家標準。最終確定A1、A2的結構圖(圖6-1、6-2)所示。
乳白膠為市面上使用最廣泛的膠種。在涂膠完成后需要用氣釘進行固定,防止冷壓時歪離。

表6 翹曲度公差等級標準
■圖6 A1款結構圖
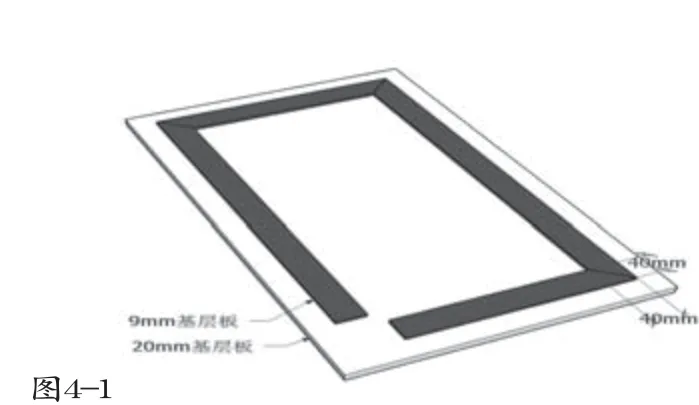
■圖4-1 A款門板結構圖
■圖5-1 室內溫濕度變化圖
■圖5-2 不同結構樣式變形量對比
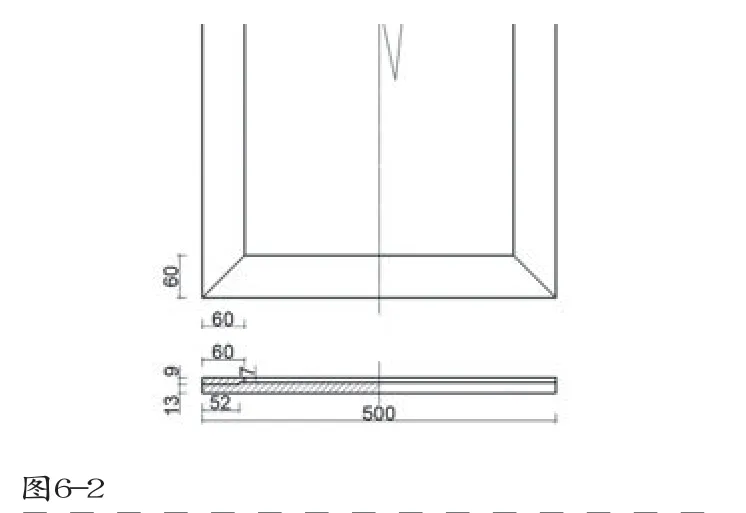
■圖6-2 A2款結構圖

■圖4-2 B款門板結構圖
②由于2種款式的結構不同因此在加工工藝流程上有一些區別。2種款式的加工工藝分別為:
A1:板材的選擇—裁切—拋光—封邊—涂膠—粘貼線條—氣釘固定—冷壓(12h)—余膠處理—涂漆—成型。
A2:板材的選擇—裁切—拋光—銑槽—涂膠—粘貼線條—氣釘固定—冷壓(12h)—余膠處理—封邊—涂漆—成型。
6.2 建議
在制作和選擇膠合板時要選擇含水率達標,質量較優的板材進行加工。
③本次實驗未進行線條銑型的設計和實驗,而線條附加銑型工藝也就相應的增加了生產難度。線條銑型后進行冷壓時,需要將冷壓機的壓力面覆蓋一層柔性材料以保護線性,防止在銑型過程中由于壓力過大破壞線型。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
