液化石油氣鋼瓶殘余應力測試分析
2020-09-02 01:37:44李保緒羅金恒
化工機械 2020年3期
李保緒 吉 楠 高 超 鄧 濤 羅金恒
(1.新疆維吾爾自治區特種設備檢驗研究院;2.中國石油集團石油管工程技術研究院)
液化石油氣鋼瓶作為生活燃氣的載體,在城鄉得到廣泛使用。 但在日常生活中,經常會發生液化石油氣瓶因多種原因造成的火災、 爆炸事故,給人民的生命和財產安全造成嚴重威脅[1]。火災主要是由于氣瓶發生泄漏而引起重大損失的,而氣瓶爆炸則主要由瓶體所承受的最大應力超過材料的強度極限所致[2,3]。
氣瓶中應力的來源主要有充裝液化石油氣后所承受的工作應力和制造過程中所產生的殘余應力。 工作應力可以通過有效的管理手段和合理的充裝工藝控制在安全范圍內,殘余應力的降低則需要在氣瓶生產過程中采用合理的熱處理工藝[4,5]。 液化石油氣鋼瓶全部為焊接成型,由于組對誤差、焊接過程中加熱、冷卻不均勻等原因,使瓶體、焊縫及其熱影響區內存在殘余應力。 當殘余應力為拉應力時,會引起疲勞失效和脆性斷裂,同時對鋼瓶的疲勞強度、斷裂性能及抗應力腐蝕性能等均會產生不利影響[6~9]。 因此,殘余應力是影響液化石油氣鋼瓶強度的一個重要因素。目前關于液化石油氣鋼瓶的各項標準中均未對氣瓶殘余應力檢測做出規定,因此開展液化石油氣鋼瓶關鍵部位殘余應力測試研究就顯得尤為重要。
筆者以液化石油氣鋼瓶為研究對象,通過對不同部位殘余應力進行測試,對殘余應力的分布特點和測試方法的適用性展開研究,為氣瓶殘余應力測試方法的推廣提供依據。
1 樣品信息
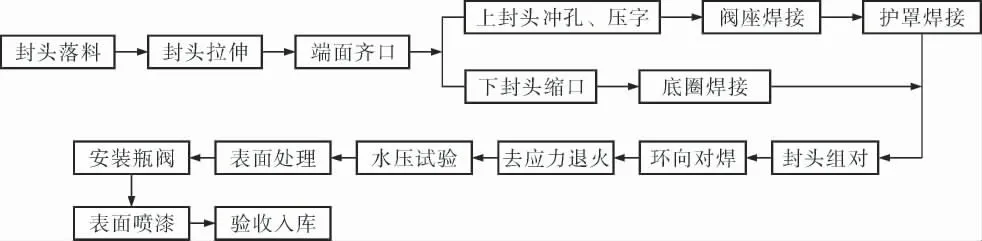
圖1 液化石油氣鋼瓶制造工藝流程
液化石油氣鋼瓶制造工藝流程如圖1所示,鋼板沖壓拉伸后制成上、下橢圓形封頭,下封頭縮口與上封頭對接焊后制造成型,成型后進行去應力退火,退火溫度為650℃。瓶體有一條環焊縫,閥座和底座部位為角焊縫。
選用國內某氣瓶生產廠所生產的同一批次的3支YSP 35.5型液化石油氣鋼瓶作為測試對象,編號為1#、2#和3#。 1#和2#氣瓶用于殘余應力測試,3#氣瓶用于氣瓶的材質分析。氣瓶基本參數為:瓶體材料HP295,公稱容積35.5L,工作壓力2.1MPa,外徑320mm,設計壁厚3mm。
2 樣品材料性能試驗
在3#氣瓶上取樣進行瓶體材料和焊縫的拉伸性能試驗,試驗結果見表1。 由表1可知,氣瓶的力學性能滿足GB 5842—2006《液化石油氣鋼瓶》標準的要求。 樣品金相組織如圖2a所示,組織為鐵素體+珠光體,是典型的退火態組織;焊縫低倍形貌如圖2b所示,焊縫處未見宏觀焊接缺陷。 力學性能與金相組織測試結果表明,此次試驗樣品質量符合相關標準要求,為合格品。
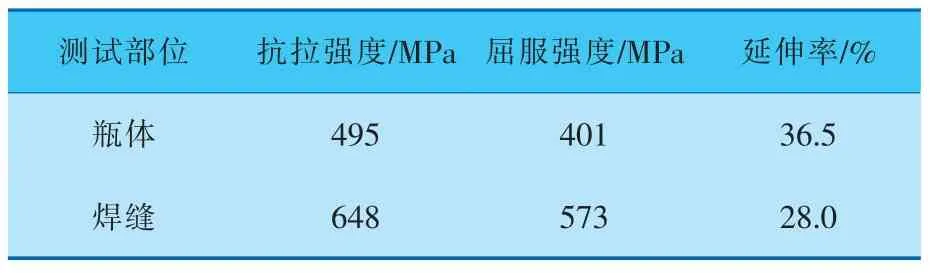
表1 液化石油氣鋼瓶力學性能測試結果
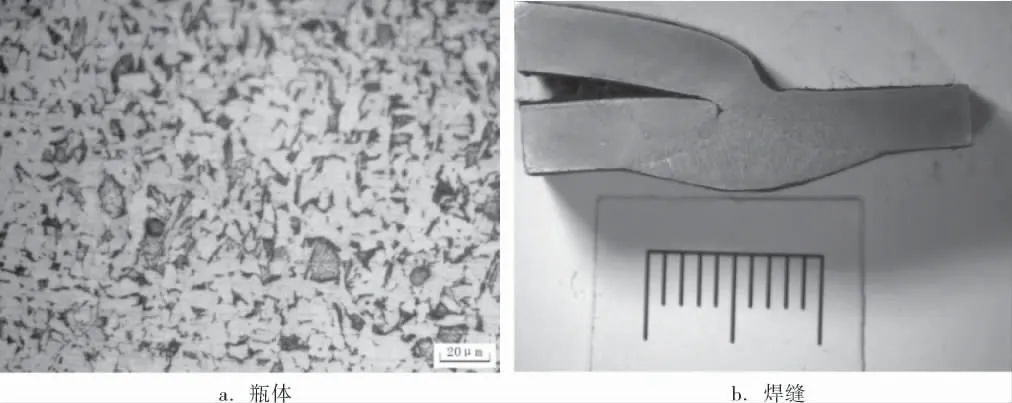
圖2 液化石油氣鋼瓶金相組織結構
3 殘余應力測試
3.1 測試方法
殘余應力的測試方法有很多, 主要有鉆孔法、超聲波法、X射線法及磁記憶法等,其中鉆孔法因操作簡單、成本較低而被本次測試采用。 該方法的主要原理是在要進行殘余應力測試的部位使用鉆頭加工小孔,在鉆孔的同時,該處的殘余應力即被釋放, 使得原有殘余應力失去平衡。這時小孔周圍將產生一定量的釋放應變,其大小與被釋放的應力呈一一對應關系。 測試部位附近由于小孔加工而引起的應變釋放量,可通過彈性力學的計算換算出原有的殘余應力值。
殘余應力測試采用BE120-2CA-K型應變花和CM-1L-32型靜態電阻應變儀完成,應變花的靈敏度系數為2.180。測試過程依照標準GB/T 31310—2014 《金屬材料 殘余應力測定 鉆孔應變法》進行。
3.2 測點選擇
由于鋼瓶的上、下封頭在沖壓拉伸過程中會產生殘余應力,且瓶體環焊縫和閥座、護罩角焊縫處也會產生殘余應力,根據氣瓶殘余應力的分布特點,選取3個區域(①、②、③)進行殘余應力的測試(圖3)。
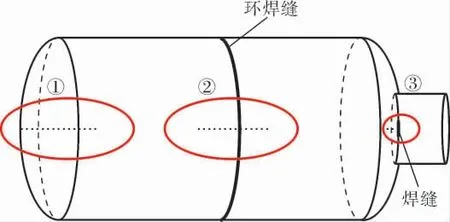
圖3 殘余應力測試區域劃分示意圖
在區域①內的測點分布如圖4a所示,以下封頭的底部中心為起始點, 經過封頭曲面過渡區域,最終到達封頭的柱面部分,以20mm為間距,布置15個測量點;區域②內的測點分布如圖4b所示,以筒體環焊縫為中心線,在焊縫兩側以不同的間距布置14個測點;區域③內的測點分布如圖4c所示,在護罩與上封頭的角焊縫一側,以不同間距布置6個測點。
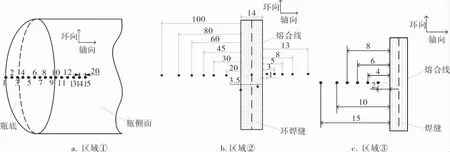
圖4 3個區域測點分布示意圖
4 測試結果及分析
殘余應力值計算公式如下:
公式中σ1、σ2為被測量點的主應力,γ為主應力角,A、B為應變釋放系數,其表達式為:

式中 E——彈性模量;
μ——泊松比。
氣瓶殘余應力計算公式(本測試中約定σx為垂直于環焊縫方向的殘余應力,稱作軸向殘余應力;σy為平行于環焊縫方向的殘余應力,稱作環向殘余應力)如下:
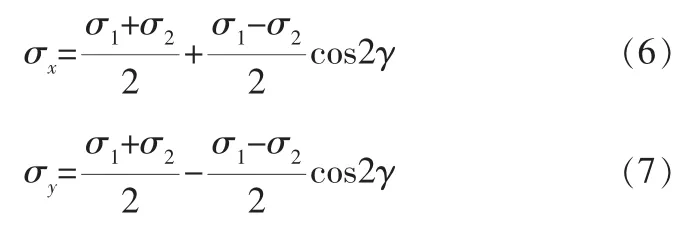
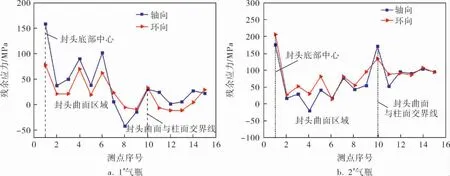
圖5 區域①殘余應力分布
區域①殘余應力測試結果如圖5所示。 由圖5可知, 兩支氣瓶下封頭殘余應力整體水平較低,最大值均出現在底部中心位置,1#氣瓶環向殘余應力的最大值為78MPa, 軸向殘余應力最大值為158MPa(0.3σs);2#氣瓶環向殘余應力的最大值為206MPa(0.4σs),軸 向 殘 余 應 力 的 最 大 值 為175MPa。 越靠近封頭曲面與柱面的交接線,殘余應力越低; 柱面上的殘余應力維持在很低的水平,軸向殘余應力略高于環向殘余應力。
由氣瓶生產工藝可知, 氣瓶封頭由HP295板材落料后拉伸成型,該過程的實質就是將毛坯的凸緣部分材料逐漸轉移到筒壁。 在轉移過程中,凸緣部分由于拉伸力的作用會在徑向產生拉應力,在切向產生壓應力,在拉伸結束后作用于圓周回彈方向上的拉應力也會增加,使封頭成型后產生很大的殘余應力,在生產過程中也經常會發生部分經拉伸后的封頭產生縱向開裂的現象,而本次被測氣瓶下封頭殘余應力整體水平較低,且分布良好,這與氣瓶制造過程中合理的熱處理過程直接相關。 一般情況下,氣瓶成型后,均要進行消應力退火和水壓試驗,這兩個過程均會對殘余應力的消除和重新分布產生重要的影響,柱面上的殘余應力分布與曲面相比較為均勻,這是由于柱面上各區域的材料在熱處理時升溫和冷卻過程比較均勻。
瓶體環焊縫殘余應力測試結果如圖6所示。護罩與上封頭角焊縫處的殘余應力分布如圖7所示。
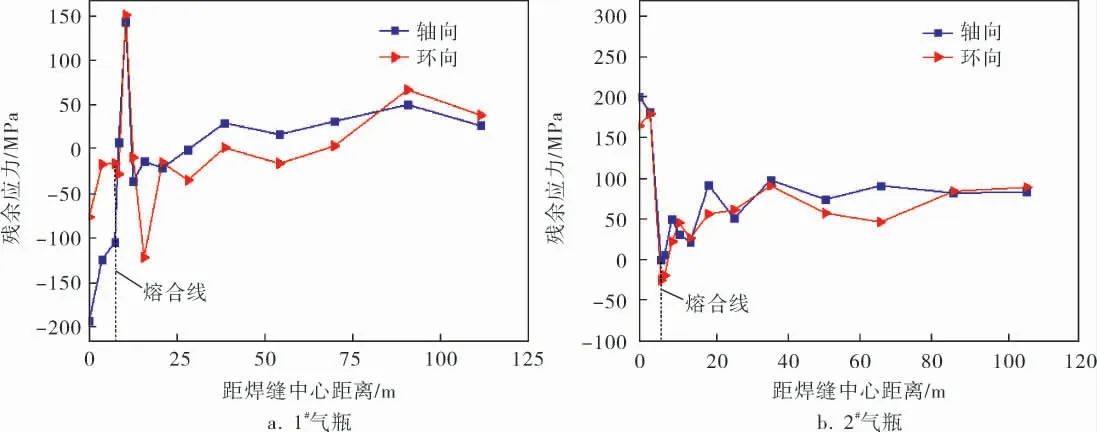
圖6 區域②殘余應力分布
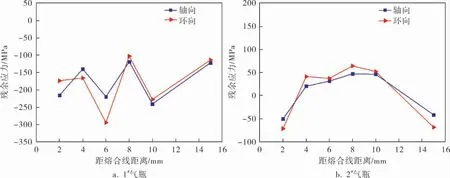
圖7 區域③殘余應力分布
由圖6可知,除環焊接頭附近區域外,瓶體軸向、環向殘余應力均維持在較低的水平,基本處于50~100MPa的范圍內;但是,焊縫及其附近區域的殘余應力分布比較特殊,即焊縫處于拉應力狀態,軸向、環向殘余應力達到150~200MPa的水平,且在焊接接頭的熱影響區出現了殘余壓應力區域。 隨著距焊縫中心距離的增加,軸向、環向殘余應力呈現出較低的拉應力狀態。 如前所述,焊縫、熱影響區殘余應力的分布狀態與氣瓶制造過程中的熱處理過程直接相關, 故僅從圖6中的焊接接頭的應力狀態和應力水平來看,其熱處理工藝還有一定的改進空間。
由圖7可知, 連接角焊縫附近區域的殘余應力均呈現出壓應力狀態。 殘余壓應力的存在無疑是對氣瓶有益的。 通過與圖5中封頭曲面區域的殘余應力分布狀態進行比較后不難看出,連接角焊縫的存在改變了該區域殘余應力的分布狀態。
5 結束語
根據殘余應力測試結果可以看出,所選的兩支液化石油氣鋼瓶的熱處理工藝較為合理,其殘余應力整體水平較低。 同時使用鉆孔法測試殘余應力具有操作簡單、成本低的特點,適合在工廠開展大批量成品的殘余應力抽樣檢測工作,從而使得氣瓶在使用過程中的風險降到最低。
猜你喜歡
今日農業(2021年9期)2021-11-26 07:41:24
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
